一种自动化靶材浸润装置的制作方法
1.本实用新型属于靶材焊接技术领域,尤其涉及一种自动化靶材浸润装置。
背景技术:
2.溅射是制备薄膜材料的主要技术之一,它利用离子源产生的离子,在真空中经过加速聚集,而形成高速度能的离子束流,轰击固体表面,离子和固体表面原子发生动能交换,使固体表面的原子离开固体并沉积在基底表面,被轰击的固体是制备溅射法沉积薄膜的原材料,一般被称为溅射靶材。
3.由于金属溅射靶材往往采用高纯的钼、铝、铜、钛、镍、钽等比较贵重的金属材料,且金属溅射靶材的强度不一,在实际应用过程中,需要将符合性能要求的溅射靶材和具有一定强度的背板结合制成靶材组件,然后安装在溅射机台上,在磁场、电场作用下有效地进行溅射控制。背板可以为溅射靶材提供支撑作用,并具有传导热量的功效,因此需要将溅射靶材和背板进行加工并焊接成型。由于靶材组件在溅射过程中的工作环境比较恶劣,往往存在高温、高压力差、高压电场、高压磁场等,如果靶材组件中靶材与背板之间的焊接结合率较低,将导致靶材在受热条件下变形、开裂、甚至从背板脱落,不但无法达到溅射均匀的效果,同时还可能会导致溅射基台损坏。
4.现有技术一般采用钎焊将溅射靶材和背板进行焊接。钎焊是采用比母材熔化温度低的焊料,采取低于母材熔点而高于焊料熔点的操作温度,通过熔化的焊料将母材连接在一起的一种焊接技术。例如cn105436644a公开了一种靶材组件的焊接方法,包括:提供背板与靶材;在所述背板的焊接面上设置熔化的焊料;采用钢刷对所述背板的焊接面以及熔化的焊料进行浸润处理,采用超声波对所述背板的焊接面以及熔化的焊料进行处理;采用钢刷对靶材的焊接面进行处理;将所述靶材的焊接面与所述背板的焊接面相贴合,进而使所述靶材与背板相互焊接。所述钎焊焊接方法增加了熔化的焊料与背板焊接面之间的接触面积,并有利于焊料的原子能够更快的扩散到背板焊接面上,进而有利于熔化的焊料浸润背板焊接面的表面,靶材与背板的焊接质量更高。
5.然而,现有技术在进行浸润处理时,对于添加焊料、钢刷打磨以及超声波振动均由人工操作完成,熔化后的焊料温度一般在200℃以上,整个作业环境温度也都在40℃以上,在高温环境下操作,不仅作业效率低下,而且对作业人员的人身安全也是一个极大的安全隐患。
6.综上所述,目前亟需开发一种自动化靶材浸润装置,不仅避免了人工操作,还可以达到靶材浸润处理的质量要求,并且在高效性、稳定性以及安全性上都有很大的优势。
技术实现要素:
7.针对现有技术存在的不足,本实用新型的目的在于提供一种自动化靶材浸润装置,所述自动化靶材浸润装置可以在机械臂的带动下实现钢刷打磨以及超声波振动的自动化,不仅避免了人工操作,还可以达到靶材浸润处理的质量要求,并且在高效性、稳定性以
及安全性上都有很大的优势;而且,进一步设定钢刷本体为圆形,实现钢刷本体以转动方式进行打磨,可以有效地提高熔化焊料的浸润效果。
8.为达此目的,本实用新型采用以下技术方案:
9.一种自动化靶材浸润装置,包括支撑主体、定位组件、钢刷打磨组件以及超声波振动组件,所述支撑主体与机器人的机械臂相连接,所述定位组件、所述钢刷打磨组件以及所述超声波振动组件安装在所述支撑主体上的不同方向上;
10.其中,所述钢刷打磨组件包括电机与所述电机带动的钢刷本体,所述钢刷本体为圆形。
11.值得说明的是,本实用新型所述自动化靶材浸润装置将所述钢刷打磨组件以及所述超声波振动组件分别设置在所述支撑主体的不同方向上,可以择一转动至焊接靶材的位置并进行相应的钢刷打磨或超声波振动,实际操作过程中,仅需改变支撑主体的方向即可实现择一转动,操作简便,集成度高,还能够有效避免相互干扰;进一步地,支撑主体优选为长方体型,且支撑主体与机械臂之间通过安装法兰进行固定连接。
12.本实用新型所述自动化靶材浸润装置将定位组件、钢刷打磨组件以及超声波振动组件集成在支撑主体上,利用定位组件测定靶材位置,从而控制机械臂的移动轨迹,并在机械臂的带动下实现钢刷打磨以及超声波振动的自动化,不仅避免了人工操作,还可以达到靶材浸润处理的质量要求,并且在高效性、稳定性以及安全性上都有很大的优势;而且,进一步设定圆形的钢刷本体以转动方式进行打磨,可以有效地提高熔化焊料的浸润效果。
13.作为本实用新型优选的技术方案,所述自动化靶材浸润装置还包括焊料熔化液添加组件。
14.值得说明的是,所述焊料熔化液添加组件用于向所述焊接靶材的表面添加焊料熔化液,实现添加焊料的自动化,进而实现包括添加焊料、钢刷打磨以及超声波振动在内的全套浸润处理的自动化。
15.作为本实用新型优选的技术方案,所述焊料熔化液添加组件包括支架以及用于盛放焊料熔化液的容器,所述支架的一端安装在所述支撑主体上,另一端与所述容器相连接。
16.值得说明的是,所述用于盛放焊料熔化液的容器优选为不锈钢容器,既能承受焊料熔化液的高温,又能避免对焊料熔化液造成污染。
17.作为本实用新型优选的技术方案,所述电机与所述钢刷本体通过转动轴相连接,可以有效保证转动下钢刷本体的打磨效果更均匀。
18.作为本实用新型优选的技术方案,在所述转动轴上设有钢刷弹性部件,优选为弹簧,可以有效避免钢刷打磨过程中钢刷本体受到损伤。
19.作为本实用新型优选的技术方案,所述定位组件包括光源、相机以及保护罩,所述光源安装在所述支撑主体上,所述光源位于所述相机的镜头前端,所述保护罩设在所述相机的外部。
20.值得说明的是,本实用新型所述定位组件主要是对工作台上人工放置的焊接靶材进行精准定位,其中,将保护罩设在相机的外部,可以有效防止粉尘等物体进入相机内,进而影响定位靶材的精准度;将光源设定在相机的镜头前端,可以为相机提供适宜的亮度,便于相机获取焊接靶材的位置信息。
21.作为本实用新型优选的技术方案,所述定位组件为aoi自动光学检测组件,具有高
精度的光学定位效果。
22.作为本实用新型优选的技术方案,所述超声波振动组件包括超声波振动本体与夹持工件,所述超声波振动本体通过所述夹持工件与所述支撑主体相连接。
23.作为本实用新型优选的技术方案,在所述超声波振动本体与所述夹持工件之间设置减振垫圈。
24.值得说明的是,所述减振垫圈不但可以保证夹持效果更加紧固,还可以避免夹持工件与超声波振动本体的直接硬性接触而对超声波振动本体造成损坏。
25.作为本实用新型优选的技术方案,所述夹持工件与所述支撑主体之间还设有超声波导向轴,在所述超声波导向轴上设有超声波弹性部件,优选为弹簧,不仅使得所述超声波振动本体能够朝向支撑主体的方向进行弹性振动,还可以有效避免超声波振动本体在超声波振动过程中受到损伤。
26.本实用新型所述自动化靶材浸润装置的操作过程包括以下步骤:
27.(1)人工将焊接靶材放置于加热台上;
28.(2)通过定位组件对焊接靶材进行定位;
29.(3)通过焊料熔化液添加组件从外部焊锡炉中汲取焊料熔化液倾倒至焊接靶材的上表面;
30.(4)通过钢刷打磨组件实现钢刷本体在靶材上表面上以转动方式进行打磨;
31.(5)通过超声波振动组件实现超声波振动本体对靶材上表面进行振动处理。
32.与现有技术相比,本实用新型的有益效果为:
33.(1)本实用新型所述自动化靶材浸润装置将定位组件、钢刷打磨组件以及超声波振动组件集成在支撑主体上,利用定位组件测定靶材位置,从而控制机械臂的移动轨迹,并在机械臂的带动下实现钢刷打磨以及超声波振动的自动化,不仅避免了人工操作,还可以达到靶材浸润处理的质量要求,并且在高效性、稳定性以及安全性上都有很大的优势;进一步在支撑主体上安装焊料熔化液添加组件,可以实现包括添加焊料、钢刷打磨以及超声波振动在内的全套浸润处理的自动化;
34.(2)本实用新型所述自动化靶材浸润装置设定钢刷本体为圆形,并且钢刷本体以转动方式进行打磨,可以有效地提高熔化焊料的浸润效果。
附图说明
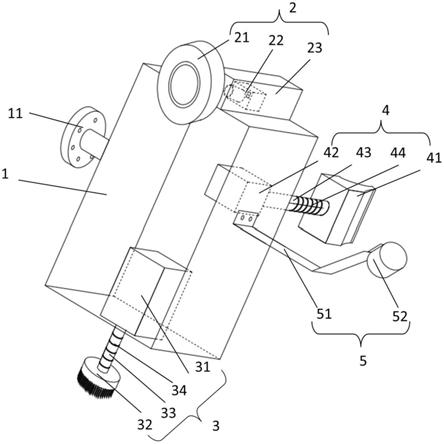
35.图1为本实用新型实施例1所述自动化靶材浸润装置的结构示意图;
36.图2为本实用新型对比例1所述自动化靶材浸润装置中钢刷打磨组件的结构示意图;
37.其中,1-支撑主体;11-安装法兰;2-定位组件;21-光源;22-相机;23-保护罩;3-钢刷打磨组件;31-电机;32-钢刷本体;33-转动轴;34-钢刷弹性部件;4-超声波振动组件;41-超声波振动本体;42-夹持工件;43-超声波导向轴;44-超声波弹性部件;5-焊料熔化液添加组件;51-支架;52-用于盛放焊料熔化液的容器;
38.401-电机;402-偏心轮;403-直线导轨;404-钢刷导向轴;405-钢刷弹性部件;406-钢刷本体;407-移动部件;408-导向座;409-第一滑块;410-第二滑块。
具体实施方式
39.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
40.为使本实用新型的技术方案、目的和优点更加清楚,下面通过具体的实施例子并结合附图对本实用新型做进一步的详细描述。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
41.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
42.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于电和通信领域而言,可以是有线连接,也可以是无线连接。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
43.实施例1
44.本实施例提供了一种自动化靶材浸润装置,如图1所示,包括支撑主体1、定位组件2、钢刷打磨组件3、超声波振动组件4以及焊料熔化液添加组件5,所述支撑主体1与机器人的机械臂通过安装法兰11相连接,所述定位组件2、所述钢刷打磨组件3、所述超声波振动组件4以及焊料熔化液添加组件5均安装在所述支撑主体1上的不同方向上;
45.其中,所述钢刷打磨组件3包括电机31与所述电机31带动下的钢刷本体32,所述钢刷本体32为圆形;
46.所述电机31与所述钢刷本体32通过转动轴33相连接,在所述转动轴33上设有钢刷弹性部件34,所述钢刷弹性部件34为弹簧;
47.所述定位组件2包括光源21、相机22以及保护罩23,所述光源21安装在所述支撑主体1上,所述光源21位于所述相机22的镜头前端,所述保护罩23设在所述相机22的外部;所述定位组件2为aoi自动光学检测组件;
48.所述超声波振动组件4包括超声波振动本体41与夹持工件42,所述超声波振动本体41通过所述夹持工件42与所述支撑主体1相连接;在所述超声波振动本体41与所述夹持工件42之间设置减振垫圈(未示出);所述夹持工件42与所述支撑主体1之间还设有超声波导向轴43,在所述超声波导向轴43上设有超声波弹性部件44;
49.所述焊料熔化液添加组件5包括支架51以及用于盛放焊料熔化液的容器52,所述支架51的一端安装在所述支撑主体1上,另一端与所述容器相连接。
50.本实施例所述自动化靶材浸润装置可以在机械臂的带动下依次实现添加焊料、钢刷打磨、超声波振动的自动化,不仅避免了人工操作,还可以达到靶材浸润处理的质量要求,并且在高效性、稳定性以及安全性上都有很大的优势;而且,进一步设定钢刷本体为圆形,实现钢刷本体以转动方式进行打磨,可以有效地提高熔化焊料的浸润效果。
51.实施例2
52.本实施例提供了一种自动化靶材浸润装置,基于实施例1所述自动化靶材浸润装置,区别仅在于:省略了焊料熔化液添加组件5。
53.本实施例所述自动化靶材浸润装置可以在机械臂的带动下实现钢刷打磨以及超声波振动的自动化,但是在钢刷打磨之前的添加焊料无法实现自动化,只能依靠人工,熔化后的焊料温度一般在200℃以上,整个作业环境温度也都在40℃以上,在高温环境下操作,不仅作业效率低下,而且对作业人员的人身安全也是一个极大的安全隐患。
54.对比例1
55.本对比例提供了一种自动化靶材浸润装置,基于实施例1所述所述自动化靶材浸润装置,区别仅在于:对钢刷打磨组件的结构进行了调整,具体内容如下:
56.如图2所示,钢刷打磨组件包括钢刷本体406、电机401、与电机401的输出轴连接的偏心轮402、与偏心轮402连接并可带动钢刷本体406往复移动的移动部件407以及用于限制移动部件407移动方向的导向座408,移动部件407与偏心轮402的第一端铰接,电机401的输出轴与偏心轮402的第二端固定连接。电机401优选为步进电机401,利用步进电机401通过偏心轮402机构使刚刷本体处于高速往返运动。进一步,导向座408固设在支撑主体上,导向座408上设有直线导轨403;移动部件407与偏心轮402之间设有第一滑块409和第二滑块410,偏心轮402与第一滑块409铰接,第二滑块410安装在直线导轨403上,第二滑块410可沿直线导轨403的延伸方向滑动,第一滑块409可相对于第二滑块410沿垂直于直线导轨403的方向滑动。具体的,电机401在转动时,会带动偏心轮402转动,偏心轮402的转动分解为第一滑块409和第二滑块410的直线移动,第二滑块410在直线导轨403的限制下,实现往复移动,进而带动移动部件407往复移动,电机401配合偏心轮402结构以及直线导轨403,使得钢刷本体406实现高速往返运动。移动部件407与钢刷本体406之间设有钢刷导向轴404,钢刷导向轴404上设有钢刷弹性部件405,如弹簧,钢刷本体406可朝向靠近移动部件407的方向弹性移动。
57.本对比例所述钢刷在电机的带动下进行高速往返运动,与本实用新型实施例1所述钢刷在电机的带动下进行转动具有本质区别,使得对比例1的熔化焊料浸润效果相对较低。
58.综上所述,本实用新型所述自动化靶材浸润装置将定位组件、钢刷打磨组件以及超声波振动组件集成在支撑主体上,利用定位组件测定靶材位置,从而控制机械臂的移动轨迹,并在机械臂的带动下实现钢刷打磨以及超声波振动的自动化,不仅避免了人工操作,还可以达到靶材浸润处理的质量要求,并且在高效性、稳定性以及安全性上都有很大的优势;进一步在支撑主体上安装焊料熔化液添加组件,可以实现包括添加焊料、钢刷打磨以及超声波振动在内的全套浸润处理的自动化;尤其是本实用新型所述自动化靶材浸润装置设定钢刷本体为圆形,并且钢刷本体以转动方式进行打磨,可以有效地提高熔化焊料的浸润效果。
59.申请人声明,以上所述仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,所属技术领域的技术人员应该明了,任何属于本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,均落在本实用新型的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1