一种清理曲轴油路孔交孔毛刺的工具的制作方法
1.本实用新型属于机械冷加工领域,具体涉及一种清理曲轴油路孔交孔毛刺的工具。
背景技术:
2.曲轴在加工主轴颈油路孔和连杆颈油路孔后在相交处会出现毛刺,目前现有生产线用钻头或自制锥形工具手动去除,效率较低,且存在清除不彻底现象。
技术实现要素:
3.为了有效的清理曲轴油路孔交孔的毛刺,本实用新型提供一种清理曲轴油路孔交孔毛刺的工具。
4.为实现上述目的,本实用新型采取的技术方案如下:
5.一种清理曲轴油路孔交孔毛刺的工具,包括杆体和刀头,所述刀头固定设置在杆体的一端,所述刀头的端面设置有凹槽结构,所述凹槽结构的凹槽呈倒置的圆锥体状或圆台状,所述凹槽结构的开口处周向设置有刃口。
6.进一步的,所述刃口处的半径r为0.05-0.10mm。
7.进一步的,所述凹槽结构的开口直径大于等于杆体的直径。
8.进一步的,所述凹槽结构开口处的直径小于曲轴油路孔的直径。
9.进一步的,所述凹槽结构开口处的直径比曲轴油路孔直径小0.1-0.2mm。
10.进一步的,所述工具还包括手柄,所述手柄固定在所述杆体的另一端。
11.进一步的,所述手柄通过顶丝固定在杆体上。
12.本实用新型相对于现有技术的有益效果是:
13.本实用新型记载的清理曲轴油路孔交孔毛刺的工具实现了高效率清除毛刺的目的,方法简单,清除彻底,克服了现有工具需要反复从连杆颈侧、主轴颈侧油路孔清理毛刺低效率的缺点。
附图说明
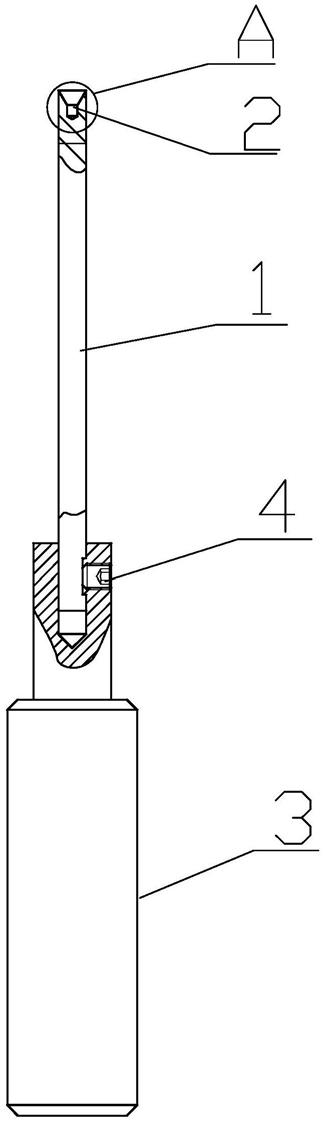
14.图1是清理曲轴油路孔交孔毛刺的工具主视图;
15.图2是图1中a处的放大图;
16.图中、1、杆体;2、刀头;21、凹槽结构,22、刃口;23、退刀槽,3、手柄;4、顶丝。
具体实施方式
17.下面结合附图和具体实施方式对本实用新型做出进一步的描述。
18.具体实施方式一:
19.一种清理曲轴油路孔交孔毛刺的工具,包括杆体1和刀头2,所述刀头2固定设置在杆体1的一端,所述刀头2设置有凹槽结构21,所述凹槽结构21的凹槽呈圆锥体状或圆台状,
所述凹槽结构21的开口处周向设置有刃口22。
20.进一步的,所述刃口22处的半径r为0.05-0.10mm。
21.进一步的,所述凹槽结构21的开口直径大于等于杆体1的直径。
22.进一步的,所述工具还包括手柄3,所述手柄3固定在所述杆体1的另一端。
23.进一步的,所述凹槽结构21开口处的直径比曲轴油路孔的直径小0.1-0.2mm,保证刀头2和杆体1能顺利进出油孔,此差值越小,去除毛刺的效果越好,以杆体1和刀头2恰好能顺利进出油路孔为最好。
24.进一步的,所述手柄3的一端设置有螺纹孔,所述杆体1的另一端旋拧在螺纹孔内,并通过顶丝4将杆体1与手柄3固定。
25.优选的,所述手柄3和杆体1均为圆柱体,所述刀头2的材质为硬质合金,所述杆体1的材质为弹簧钢。
26.优选的,所述凹槽结构21的凹槽呈圆台状,所述凹槽的底部设置有退刀槽23。
27.具体使用过程中,手握手柄3,将刀头2前端对准油路孔,依靠刀头2与油路孔的紧密接触,利用锋利的刃口22将油路孔交孔的毛刺切掉,达到去除曲轴油路孔交孔毛刺的目的,根据切削原理,刀头2的刃口22越锋利,在去除毛刺时切的作用越多,挤的作用越少,去除毛刺效果越好,但刃口22越锋利越容易损坏,刀头2寿命越短,因此一般刃口22处的半径为0.05-0.10mm。刀头2先从连杆颈油路孔侧进入,清理交孔处毛刺,然后从主轴颈油路孔侧进入,清理交孔处毛刺(依靠刀头2前端的刃口22清除掉交孔处产生的毛刺),清除毛刺的效率提升120%。
28.以上仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围,并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种清理曲轴油路孔交孔毛刺的工具,其特征在于:包括杆体(1)和刀头(2),所述刀头(2)固定设置在杆体(1)的一端,所述刀头(2)的端面设置有凹槽结构(21),所述凹槽结构(21)的凹槽呈倒置的圆锥体状或圆台状,所述凹槽结构(21)的开口处周向设置有刃口(22)。2.根据权利要求1所述的一种清理曲轴油路孔交孔毛刺的工具,其特征在于:所述刃口(22)处的半径r为0.05-0.10mm。3.根据权利要求1所述的清理曲轴油路孔交孔毛刺的工具,其特征在于:所述凹槽结构(21)的开口直径大于等于杆体(1)的直径。4.根据权利要求1或3所述的清理曲轴油路孔交孔毛刺的工具,其特征在于:所述凹槽结构(21)开口处的直径小于曲轴油路孔的直径。5.根据权利要求4所述的清理曲轴油路孔交孔毛刺的工具,其特征在于:所述凹槽结构(21)开口处的直径比曲轴油路孔直径小0.1-0.2mm。6.根据权利要求1所述的清理曲轴油路孔交孔毛刺的工具,其特征在于:所述工具还包括手柄(3),所述手柄(3)固定在所述杆体(1)的另一端。7.根据权利要求6所述的清理曲轴油路孔交孔毛刺的工具,其特征在于:所述手柄(3)通过顶丝(4)固定在杆体(1)上。
技术总结
一种清理曲轴油路孔交孔毛刺的工具,属于机械冷加工领域,具体方案如下:一种清理曲轴油路孔交孔毛刺的工具,包括杆体和刀头,所述刀头固定设置在杆体的一端,所述刀头设置有凹槽结构,所述凹槽结构的凹槽呈圆锥体状或圆台状,所述凹槽结构的开口处周向设置有刃口。本实用新型记载的清理曲轴油路孔交孔毛刺的工具实现了高效率清除毛刺的目的,方法简单,清除彻底,克服了现有工具需要反复从连杆颈侧、主轴颈侧油路孔清理毛刺低效率的缺点。主轴颈侧油路孔清理毛刺低效率的缺点。主轴颈侧油路孔清理毛刺低效率的缺点。
技术研发人员:张松涛 刘奎丰 李凤权 郭可新 李函洋
受保护的技术使用者:哈尔滨东安汽车动力股份有限公司
技术研发日:2021.11.17
技术公布日:2022/5/31
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1