一种新型保温建材切割流水线的制作方法
1.本实用新型涉及建材切割设备领域,具体涉及一种新型保温建材切割流水线。
背景技术:
2.随着我国房地产行业的发展和进步,无论是新房建设还是旧房改造,越来越多的建筑外墙体采用复合保温材料。为了符合建设需求,复合保温材料在出厂之前就需要通过切割设备进行切割,以切割出符合要求的尺寸。但是在使用的过程中发现,传统保温建材的切割生产设备具有以下几个缺点:
3.(1)占地面积大,造成土地浪费,增加厂房建设成本;
4.(2)传统保温建材的切割生产设备生产工序繁多,一般为十几台带锯和片锯的组合,还需要吸盘移栽设备和码垛设备,一套流水设备下来需要几十台工业电机,效率低、功耗大,不符合当前社会节能减排的要求。
技术实现要素:
5.本实用新型提供了一种新型保温建材切割流水线,其目的在于简化流水线结构、减少占地面积、提高切割效率和节能减排。
6.为实现上述目的,本实用新型的技术方案为:
7.本实用新型提供了一种新型保温建材切割流水线,包括物料输送系统和片锯切割系统;
8.所述物料输送系统包括:
9.滚筒输送线ⅰ,用于纵向输送物料;
10.顶升链条移栽线,与所述滚筒输送线ⅰ的输出端衔接,用于先纵向输送物料,再横向输送物料;
11.链条输送线,设置在所述顶升链条移栽线的一侧,并与所述顶升链条移栽线的输出端衔接,用于横向输送物料;
12.物料翻转机构,设置在所述链条输送线的链条主框架上,用于将物料翻转90
°
;
13.滚筒输送线ⅱ,用于承接所述物料翻转机构翻转后的物料,并向与所述滚筒输送线ⅰ输送方向相反的方向输送物料;
14.滚筒输送线ⅲ,与所述滚筒输送线ⅱ的输出端衔接,用于纵向输送物料;
15.滚筒输送线ⅳ,与所述滚筒输送线ⅲ的输出端衔接,用于纵向输送物料。
16.所述片锯切割系统包括:
17.纵向切割机,设置在所述滚筒输送线ⅰ与所述顶升链条移栽线之间,用于纵向切割,用于将物料切割成长条;
18.横向切割机,设置在所述顶升链条移栽线的输出端附近,用于横向切割,用于将物料切割成块;
19.薄片切割机,设置在所述滚筒输送线ⅲ与所述滚筒输送线ⅳ之间,用于片切,用于
将物料切割成所需尺寸的成品。
20.进一步,所述顶升链条移栽线包括底座、可升降的设置在所述底座上的纵向动力滚筒线和设置在所述纵向动力滚筒线上方的横向链条线。
21.进一步,所述纵向动力滚筒线包括纵向滚筒支架、若干同步升降气缸、纵向电机、若干纵向滚筒和若干u型传动结构。
22.进一步,所述横向链条线包括横向链条支架、若干横向链条、横向电机和横向主动轴。
23.进一步,所述链条输送线包括链条主框架、链条电机、若干辅助传动轴、若干斜向传动链条、输送主动轴和若干输送链条。
24.进一步,所述物料翻转机构包括翻转电机、翻转主轴和垂直设置在所述翻转主轴上的四组翻转杆。
25.进一步,所述物料翻转机构侧视图的型状为十字型。
26.进一步,所述纵向切割机、横向切割机和薄片切割机均包括钣金外罩、切割机主框架和两套切割结构。
27.进一步,所述切割结构包括切割电机、小皮带轮、大皮带轮、一对带座轴承、若干锯片夹紧法兰、若干锯片隔套、锯片主轴、一对锁紧螺母和若干锯片。
28.本实用新型所达到的有益效果为:
29.(1)本实用新型可实现各种水泥复合保温板、复合泡沫等保温建材从大块毛坯到小块成品的切割,可根据成品的尺寸快速调整锯片的数量和间隔尺寸。
30.(2)本实用新型结构紧凑,占地面积小,占地面积不到传统切割设备的一半。
31.(3)本实用新型自动化程度高,整个切割流程无需人工干预,大大减少人工。
32.(4)本实用新型切割效率高,可达到传统切割设备的2-3倍效率。
33.(5)本实用新型能耗底,相较于传统切割流水线几十台电机,本实用新型完成全部动作仅需要14台电机,单套设备每年可节约用电数十万度,减少碳排放上百吨。
附图说明
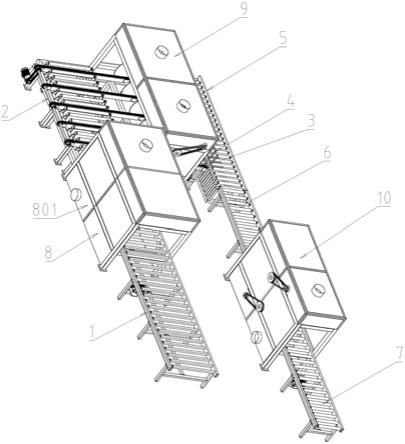
34.图1是本实用新型整体结构示意图。
35.图2是本实用新型工作状态物料切割示意图(隐去钣金外罩),其中虚线箭头代表物料移动方向。
36.图3是本实用新型俯视图。
37.图4是本实用新型流水输送系统立体图。
38.图5是本实用新型流水输送系统俯视图。
39.图6是顶升链条移栽线立体图。
40.图7是顶升链条移栽线主视图。
41.图8是顶升链条移栽线侧视图。
42.图9是链条输送线立体图。
43.图10是链条输送线侧视图。
44.图11是物料翻转机构立体图。
45.图12是物料翻转机构侧视图。
46.图13是链条输送线与物料翻转机构组合状态图1。
47.图14是链条输送线与物料翻转机构组合状态图2。
48.图15是纵向切割机立体图。
49.图16是纵向切割机侧视图。
50.图17是纵向切割机俯视图。
51.图18是锯片组件立体图。
52.图19是锯片组件截面图。
53.图20是横向切割机立体图。
54.图21是薄片切割机立体图。
55.图中,1、滚筒输送线ⅰ;2、顶升链条移栽线;201、底座;210、纵向动力滚筒线;211、纵向滚筒支架;212、同步升降气缸;213、纵向电机;214、纵向滚筒;215、u型传动结构;220、横向链条线;221、横向链条支架;222、横向链条;223、横向电机;224、横向主动轴;3、链条输送线;301、链条主框架;302、链条电机;303、辅助传动轴;304、斜向传动链条;305、输送主动轴;306、输送链条;4、物料翻转机构;401、翻转主轴;402、翻转杆;403、翻转电机;5、滚筒输送线ⅱ;6、滚筒输送线ⅲ;7、滚筒输送线ⅳ;8、纵向切割机;801、钣金外罩;810、切割机主框架;820、切割结构;821、切割电机;822、小皮带轮;823、大皮带轮;824、带座轴承;825、锯片夹紧法兰;826、锯片隔套;827、锯片主轴;828、锁紧螺母;829、锯片;9、横向切割机;10、薄片切割机;11、物料。
具体实施方式
56.为便于本领域的技术人员理解本实用新型,下面结合附图说明本实用新型的具体实施方式。
57.如图1~3所示,本实用新型提供了一种新型保温建材切割流水线,包括物料输送系统和片锯切割系统,所述物料输送系统由7条单独的流水输送线组成,负责输送保温建材物料11到三台片锯切割机进行切割。所述片锯切割系统由三台结构相似的片锯切割机组成,用于将物料11切割成所需尺寸的成品。
58.如图4~5所示,所述物料输送系统包括:
59.滚筒输送线ⅰ1,用于纵向输送物料11;
60.顶升链条移栽线2,与所述滚筒输送线ⅰ1的输出端衔接,用于先纵向输送物料11,再横向输送物料11;
61.链条输送线3,设置在所述顶升链条移栽线2的一侧,并与所述顶升链条移栽线2的输出端衔接,用于横向输送物料11;
62.物料翻转机构4,设置在所述链条输送线3的链条主框架301上,用于将物料11翻转90
°
;
63.滚筒输送线ⅱ5,用于承接所述物料翻转机构4翻转后的物料11,并向与所述滚筒输送线ⅰ1输送方向相反的方向输送物料11;
64.滚筒输送线ⅲ6,与所述滚筒输送线ⅱ5的输出端衔接,用于纵向输送物料11;
65.滚筒输送线ⅳ7,与所述滚筒输送线ⅲ6的输出端衔接,用于纵向输送物料11。
66.所述片锯切割系统包括:
67.纵向切割机8,设置在所述滚筒输送线ⅰ1与所述顶升链条移栽线2之间,用于纵向切割,用于将物料11切割成长条;
68.横向切割机9,设置在所述顶升链条移栽线2的输出端附近,用于横向切割,用于将物料11切割成块;
69.薄片切割机10,设置在所述滚筒输送线ⅲ6与所述滚筒输送线ⅳ7之间,用于片切,用于将物料11切割成所需尺寸的成品。
70.如图6~8所示,所述顶升链条移栽线2包括底座201、可升降的设置在所述底座201上的纵向动力滚筒线210和设置在所述纵向动力滚筒线210上方的横向链条线220。当所述纵向动力滚筒线210上升到最高点时,所述纵向动力滚筒线210的上表面高于所述横向链条线220的上表面。此时,物料11落在所述纵向动力滚筒线210上,物料11被纵向运输。当所述纵向动力滚筒线210下降到最低点时,所述纵向动力滚筒线210的上表面低于所述横向链条线220的上表面。此时,物料11落在所述横向链条线220上,物料11被横向运输。
71.进一步,所述纵向动力滚筒线210包括纵向滚筒支架211、若干同步升降气缸212、纵向电机213、若干纵向滚筒214和若干u型传动结构215。所述同步升降气缸212对称设置在所述底座201上,所述同步升降气缸212活塞杆的末端固定在所述纵向滚筒支架211的下表面。通过控制所述同步升降气缸212活塞杆的升降,便可控制所述纵向滚筒支架211的升降。所述纵向滚筒214相互平行的设置在所述纵向滚筒支架211的顶部,除所述纵向动力滚筒线210入料端的纵向滚筒214及出料端的纵向滚筒214外,其余位于两者之间的纵向滚筒214每三个组成一个纵向输送组。所述纵向电机213通过链条与入料端的纵向滚筒214相连,入料端的纵向滚筒214与纵向输送组通过u型传动结构215相连,相邻两个纵向输送组之间通过u型传动结构215相连,纵向输送组与出料端的纵向滚筒214通过u型传动结构215相连。
72.所述纵向电机213为纵向动力滚筒线210提供动力,通过链条与u型传动结构215驱动所有纵向滚筒214转动,以便于将物料11从所述纵向动力滚筒线210入料端输送至出料端。
73.其中,所述纵向动力滚筒线210的入料端为顶升链条移栽线2的入料端。
74.其中,所述纵向输送组内部的纵向滚筒214通过链条相互连接。
75.其中,所述u型传动结构215包括一对链轮和三条链条。
76.进一步,所述横向链条线220包括横向链条支架221、若干横向链条222、横向电机223和横向主动轴224。所述横向链条222相互平行的设置在所述横向链条支架221的顶部,相邻两个横向链条222之间的间距相等,所述横向链条222设置在所述u型传动结构215所围成的凹槽内,这样当所述纵向动力滚筒线210上下升降时,所述横向链条222便不会成为阻碍。所述横向电机223设置在所述横向链条支架221上,所述横向主动轴224通过链轮与所述横向链条222相连,所述横向电机223通过链条与所述横向主动轴224连接。
77.所述横向电机223为所述横向链条线220提供动力,所述横向电机223通过链条与横向主动轴224驱动所述横向链条222转动,进而将物料11从横向链条线220的入料端输送至出料端。
78.其中,所述横向链条线220的出料端为顶升链条移栽线2的出料端。
79.如图9~10所示,所述链条输送线3包括链条主框架301、链条电机302、若干辅助传动轴303、若干斜向传动链条304、输送主动轴305和若干输送链条306。所述链条电机302设
置在所述链条主框架301上,所述输送主动轴305可转动的设置在所述链条主框架301上,所述链条电机302的输出轴通过齿轮箱与所述输送主动轴305连接。所述输送链条306设置在所述链条主框架301的顶部,每两个输送链条306组成一个链条输送组,所述链条输送组内的两个输送链条306通过辅助传动轴303相连,所述链条输送组的平面型状为u字形。所述辅助传动轴303通过斜向传动链条304与所述输送主动轴305相连,所述链条电机302通过输送主动轴305、斜向传动链条304和辅助传动轴303驱动输送链条306运转,进而横向输送物料11。
80.如图11~12所示,所述物料翻转机构4包括翻转电机403、翻转主轴401和垂直设置在所述翻转主轴401上的四组翻转杆402。进一步,所述物料翻转机构4侧视图的型状为十字型。所述翻转电机403和翻转主轴401设置在所述链条主框架301上,具体来说设置在所述链条输送线3的输出端附近。所述翻转电机403通过齿轮箱与所述翻转主轴401连接,所述翻转电机403带动所述翻转主轴401旋转。所述翻转杆402设置在所述链条输送组所围成凹槽内,所述翻转杆402设置在所述滚筒输送线ⅱ5上的相邻两个滚筒之间,所述滚筒输送线ⅱ5上相邻两个滚筒在靠近所述物料翻转机构4的那一端不相连,这样当所述翻转主轴401转动时,所述链条主框架301及滚筒输送线ⅱ5便不会阻碍所述翻转杆402转动。
81.进一步,处于水平面的两组翻转杆402的上表面均低于所述链条输送线3的上表面及滚筒输送线ⅱ5的上表面。
82.如图13~14所示,所述物料翻转机构4设置在所述链条输送线3和所述滚筒输送线ⅱ5之间,所述物料翻转机构4用来将所述链条输送线3上的物料11翻转90度后搬运至所述滚筒输送线ⅱ5上。物料11从所述链条输送线3的入料端进入,之后被输送至出料端,然后被所述物料翻转机构4的翻转杆402挡住,之后物料翻转机构4的翻转主轴401转动,物料11被转动90度后搬运至所述滚筒输送线ⅱ5上。
83.进一步,所述滚筒输送线ⅰ1、滚筒输送线ⅱ5、滚筒输送线ⅲ6和滚筒输送线ⅳ7均主要由动力滚筒组成,均为常规技术,这里不再详细赘述。
84.如图15、20、21所示,所述纵向切割机8、横向切割机9和薄片切割机10的结构相似,不同点在于尺寸和锯片829的数量。所述纵向切割机8、横向切割机9和薄片切割机10的锯片829数量、分布及间隔,可根据使用者的不同需求来调整。所述纵向切割机8、横向切割机9和薄片切割机10均包括钣金外罩801、切割机主框架810和上下两套切割结构820。
85.其中,所述钣金外罩801的顶部设置有粉尘收集圆口,所述钣金外罩801的下部设置有废料收集圆口,所述粉尘收集圆口与废料收集圆口分别与工厂内的相对应的管道相连。
86.如图16~19所示,所述切割结构820包括设置在所述切割机主框架810上的切割电机821、设置在所述切割电机821输出轴上的小皮带轮822、大皮带轮823、一对带座轴承824、若干锯片夹紧法兰825、若干锯片隔套826、锯片主轴827、一对锁紧螺母828和若干锯片829。所述锯片主轴827通过带座轴承824可转动的设置在所述切割机主框架810上,所述大皮带轮823设置在所述锯片主轴827的端部,所述小皮带轮822与所述大皮带轮823通过皮带连接。所述锯片夹紧法兰825套接在所述锯片主轴827上,每两个锯片夹紧法兰825相对设置夹紧一片锯片829,将锯片829固定在所述锯片主轴827上。所述锯片隔套826套接在所述锯片主轴827上,所述锯片隔套826设置在相邻两个锯片829之间,防止相邻两个锯片829之间的
相对位置变化。所述锁紧螺母828可拆卸的固定在锯片主轴827的两端,用来卡主锯片829,防止锯片829向所述锯片主轴827的两侧滑动。
87.进一步,同一切割机的上下两套切割结构820的锯片829数量相同且一一对应,对应的上下锯片829保持同一竖直面,以保证切割的物料11没有对接刀痕。
88.长方体大块毛坯物料11进入滚筒输送线ⅰ1,由滚筒输送线ⅰ1输送至纵向切割机8,纵向切割机8的两侧锯片829切割毛边,中间锯片829将毛坯切开,第一道工序完成。之后物料11被输送至纵向动力滚筒线210,走到工位准确位置后,同步升降气缸212落下,物料11落到横向链条线220上。横向链条线220将物料11输送至横向切割机9,横向切割机9的两侧锯片829切割毛边,中间锯片829将物料11切开,第二道工序完成。之后被切割成小方块的物料11被输送至链条输送线3,横向移动至物料翻转机构4,物料翻转机构4将小方块物料11进行90度翻转至滚筒输送线ⅱ5,滚筒输送线ⅱ5继续将小方块物料11运送至滚筒输送线ⅲ6,之后小方块物料11被输送至薄片切割机10,最终切割成所需尺寸的成品,由滚筒输送线ⅳ7输送出来。
89.以上所述的本实用新型实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的修改、等同替换和改进等,均应包含在本实用新型的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1