一种加工圆弧的铰刀的制作方法
1.本实用新型涉及数控刀具技术领域,尤其涉及一种加工圆弧的铰刀。
背景技术:
2.切削刀具过程中,对于企业来说,效率、时间就是成本,决定着利润的高低;对于通过铰刀修整轮廓的工艺来说,加工过程中对于不同曲度的要求,通常使用不同规格刀具分别加工,加工出产品表面存在接刀痕,孔同轴度容易超差,多次换刀加工效率低,加工工序多致使产品质量稳定性下降,工人劳动强度大,工艺规程繁琐,加工工艺复杂,稍有不慎就可能导致加工失败,而且此种加工方式工作效率低下、费时费力、加工精度难以保证。故此,需要提出改进。
技术实现要素:
3.本实用新型的目的在于提供一种加工圆弧的铰刀,以解决上述背景技术中提出的问题。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种加工圆弧的铰刀,包括依次设置的刀柄、刀体和刀头,所述刀头包括切削刀头和导向刀头,所述导向刀头为圆柱结构,其端部设置有导向刀片,所述导向刀片包括突出于导向刀头端面的底刃和突出于导向刀头圆周面的导向刃,所述切削刀头为阶梯轴结构,并设置有切削刀片,所述切削刀片包括圆弧刃、第一扩孔刃和第二扩孔刃,所述圆弧刃的末端延伸有光面刃,所述光面刃通过锪面刃连接于第一扩孔刃,所述第一扩孔刃通过倒角刃连接于所述第二扩孔刃,所述圆弧刃、第一扩孔刃和第二扩孔刃突出于导向刀头对应的圆周面。
6.作为优选,在上述加工圆弧的铰刀中,所述刀头内设置有排屑槽,所述排屑槽沿刀头轴向贯穿切削刀头和导向刀头,并延伸至刀体。
7.作为优选,在上述加工圆弧的铰刀中,所述排屑槽内设置有用于导向刀片和切削刀片安装的安装槽,所述排屑槽的底角为90
°
,所述排屑槽的开口角度为95-105
°
。
8.作为优选,在上述加工圆弧的铰刀中,所述光面刃相切于所述圆弧刃,所述第一扩孔刃和倒角刃之间连接有断屑槽。
9.作为优选,在上述加工圆弧的铰刀中,所述底刃和导向刃之间圆滑过渡。
10.作为优选,在上述加工圆弧的铰刀中,所述刀柄中心设置有盲孔结构的冷却通道,所述冷却通道延伸至刀头内。
11.作为优选,在上述加工圆弧的铰刀中,所述刀头内设置有若干连通于冷却通道的冷却孔,所述冷却孔分别与导向刀片和切削刀片对应设置。
12.与现有技术相比,本实用新型的有益效果为:
13.本实用新型结构简单,能够同时完成多道工序的加工,减少工件装夹次数,提高加工精度,可同时完成多种加工需求,刀具内设置冷却通道,改善冷却效果,延长刀具使用寿
命。
附图说明
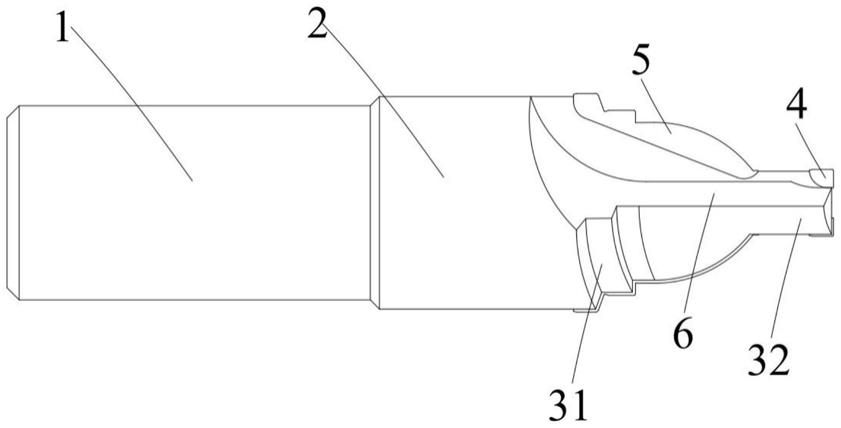
14.图1为本实用新型具体实施例中加工圆弧的铰刀的结构示意图。
15.图2为本实用新型具体实施例中加工圆弧的铰刀的侧视图。
16.图3为本实用新型具体实施例中切削刀片的结构示意图。
17.图4为本实用新型具体实施例中冷却通道的结构示意图。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
19.参照图1至图4,一种加工圆弧的铰刀,包括依次设置的刀柄1、刀体2和刀头3,刀头3包括切削刀头31和导向刀头32,导向刀头32为圆柱结构,其端部设置有导向刀片4,导向刀片4包括突出于导向刀头32端面的底刃41和突出于导向刀头32圆周面的导向刃42,切削刀头31为阶梯轴结构,并设置有切削刀片5,切削刀片5包括圆弧刃51、第一扩孔刃52和第二扩孔刃53,圆弧刃51的末端延伸有光面刃54,光面刃54通过锪面刃55连接于第一扩孔刃52,第一扩孔刃52通过倒角刃56连接于第二扩孔刃53,圆弧刃51、第一扩孔刃52和第二扩孔刃53突出于导向刀头32对应的圆周面。
20.该技术方案中,导向刀片对底孔进行精加工,并为切削刀片加工提供导向,保证加工的同心度,其中,导向刃所在的侧面包括斜面,减少与加工后底面接触,切削刀片首先通过圆弧刃对精加工后的底孔进行圆弧加工,并延伸至指定深度,第一扩孔刃和第二扩孔刃可用于台阶孔,锪面刃和倒角刃用于对应端面和孔开口端的加工,一刀多用,能够同时完成多道工序的加工,减少工件装夹次数,提高加工精度,可同时完成多种加工需求。
21.参见图4,刀头3内设置有排屑槽6,排屑槽沿刀头3轴向贯穿切削刀头31和导向刀头32,并延伸至刀体2。
22.该技术方案中,切削刀头和导向刀头内的排屑槽想通,或看作一整体,排屑槽的末端为向外的弧面,方便碎屑排出。
23.参加图1和2,排屑槽6内设置有用于导向刀片4和切削刀片5安装的安装槽,排屑槽的底角为90
°
,排屑槽的开口角度为100
°
。
24.该技术方案中,大角度开口的排屑槽,有利于碎屑的排出,提高散热效果和加工精度。
25.参见图3,光面刃54相切于圆弧刃51,第一扩孔刃52和倒角刃56之间连接有断屑槽57。
26.该技术方案中,光面刃用于修整圆弧刃后端对应的孔壁,圆弧刃前端还连接有延长刃,作为圆弧刃加工前的过渡刃,起导向作用,保证加工精度,第一扩孔刃和倒角刃之间连接有断屑槽,避免加工后的废屑过大过长,切削刀头为与切削刀片对应的阶梯轴结构,且阶梯轴的环面向刀柄一侧倾斜,利于排屑。
27.参见图1和图4,底刃41和导向刃42之间圆滑过渡。
28.该技术方案中,便于快速切入底孔。
29.参见图4,刀柄1中心设置有盲孔结构的冷却通道7,冷却通道延伸至刀头3内,刀头3内设置有若干连通于冷却通道的冷却孔71,冷却孔分别与导向刀片4和切削刀片5对应设置。
30.在加工过程中,通过刀柄端部的盲孔向刀具内注入冷却液,冷却液流经中心冷却通道,对刀具进行冷却后,最终经冷却孔喷向导向刀片和切削刀片,冷却金刚石刀片,同时将排屑槽内所积聚的废屑冲出,大大改善了排屑性能。
31.综上所述,本实用新型结构简单,能够同时完成多道工序的加工,减少工件装夹次数,提高加工精度,可同时完成多种加工需求,刀具内设置冷却通道,改善冷却效果,延长刀具使用寿命。
32.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
33.以上所述仅是本申请的具体实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本申请原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本申请的保护范围。
技术特征:
1.一种加工圆弧的铰刀,其特征在于,包括依次设置的刀柄、刀体和刀头,所述刀头包括切削刀头和导向刀头,所述导向刀头为圆柱结构,其端部设置有导向刀片,所述导向刀片包括突出于导向刀头端面的底刃和突出于导向刀头圆周面的导向刃,所述切削刀头为阶梯轴结构,并设置有切削刀片,所述切削刀片包括圆弧刃、第一扩孔刃和第二扩孔刃,所述圆弧刃的末端延伸有光面刃,所述光面刃通过锪面刃连接于第一扩孔刃,所述第一扩孔刃通过倒角刃连接于所述第二扩孔刃,所述圆弧刃、第一扩孔刃和第二扩孔刃突出于导向刀头对应的圆周面。2.根据权利要求1所述的一种加工圆弧的铰刀,其特征在于,所述刀头内设置有排屑槽,所述排屑槽沿刀头轴向贯穿切削刀头和导向刀头,并延伸至刀体。3.根据权利要求2所述的一种加工圆弧的铰刀,其特征在于,所述排屑槽内设置有用于导向刀片和切削刀片安装的安装槽,所述排屑槽的底角为90
°
,所述排屑槽的开口角度为95-105
°
。4.根据权利要求1所述的一种加工圆弧的铰刀,其特征在于,所述光面刃相切于所述圆弧刃,所述第一扩孔刃和倒角刃之间连接有断屑槽。5.根据权利要求1所述的一种加工圆弧的铰刀,其特征在于,所述底刃和导向刃之间圆滑过渡。6.根据权利要求1所述的一种加工圆弧的铰刀,其特征在于,所述刀柄中心设置有盲孔结构的冷却通道,所述冷却通道延伸至刀头内。7.根据权利要求6所述的一种加工圆弧的铰刀,其特征在于,所述刀头内设置有若干连通于冷却通道的冷却孔,所述冷却孔分别与导向刀片和切削刀片对应设置。
技术总结
本实用新型公开了一种加工圆弧的铰刀,包括依次设置的刀柄、刀体、切削刀头和导向刀头,所述导向刀头为圆柱结构,其端部设置有导向刀片,所述导向刀片包括突出于导向刀头端面的底刃和突出于导向刀头圆周面的导向刃,所述切削刀头为阶梯轴结构,并设置有切削刀片,所述切削刀片包括圆弧刃、第一扩孔刃和第二扩孔刃,所述圆弧刃的末端延伸有光面刃,所述光面刃通过锪面刃连接于第一扩孔刃,所述第一扩孔刃通过倒角刃连接于所述第二扩孔刃。本实用新型结构简单,能够同时完成多道工序的加工,减少工件装夹次数,提高加工精度。提高加工精度。提高加工精度。
技术研发人员:吴博 朱冬冬 张汉葳
受保护的技术使用者:戴贝尔(苏州)刀具有限公司
技术研发日:2021.12.08
技术公布日:2022/4/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1