一种可快速脱模的电机铁芯模具的制作方法
1.本实用新型涉及模具技术领域,具体涉及一种可快速脱模的电机铁芯模具。
背景技术:
2.永磁电机具有结构简单,体积小、效率高、功率因数高等优点,目前,永磁同步电机已经在冶金行业(炼铁厂和烧结厂等)、陶瓷行业(球磨机)、橡胶行业(密炼机)、石油行业(抽油机)、纺织行业(倍捻机、细纱机)等行业的中、低压电动机中获得业绩,并逐步积累设计和运行经验,永磁电机铁芯一般规格相同,可以采取大批量生产,采用冲压进行加工会提高加工的效率,因此会用到电机铁芯模具。
3.针对现有技术存在以下问题:
4.1、现有技术中,采取冲压模具加工模式下,产品冲压完成后需要人工将模具拆除后取出电机铁芯再重新进行安装,操作较为麻烦而繁琐,非常影响加工效率;
5.2、现有技术中,冲压模具加工一般缺少过压保护装置,一旦发生过压现象,不仅会损失铸件,也会对模具本身造成损坏,极大的增加了经济损失。
技术实现要素:
6.本实用新型提供一种可快速脱模的电机铁芯模具,其中一种目的是为了具备快速脱模的作用,解决传统冲压模具加工模式下产品冲压完成后需要人工将模具拆除后取出电机铁芯再重新进行安装操作较为麻烦繁琐的问题;其中另一种目的是为了解决冲压模具发生过压现象不仅会损失铸件也会对模具本身造成损坏的问题,以达到对冲压模具进行过压保护的效果。
7.为解决上述技术问题,本实用新型所采用的技术方案是:
8.一种可快速脱模的电机铁芯模具,包括铁芯模具主体,所述铁芯模具主体的上端固定安装有冲压上模具,所述冲压上模具的下方设置有脱模装置,所述脱模装置的周边设置有过压保护装置,所述脱模装置包括有基座、电机、螺纹杆、限位杆、边模、弹力垫圈和中心柱,所述基座的上端表面与冲压上模具的表面固定连接,所述过压保护装置包括有套杆、支撑杆、转轮、橡胶垫和弹力保护柱,所述套杆的下表面与基座的底端上表面固定连接。
9.本实用新型技术方案的进一步改进在于:所述电机的表面与基座的表面固定连接,所述螺纹杆的一端与电机的输出端固定连接,所述螺纹杆的另一端与基座的侧表面活动连接。
10.本实用新型技术方案的进一步改进在于:所述螺纹杆的外表面与边模的内壁螺纹连接,所述限位杆的两端与基座的侧表面固定连接,所述限位杆的外表面与边模的内壁活动连接。
11.本实用新型技术方案的进一步改进在于:所述边模的下表面与基座的底端上表面活动连接,所述弹力垫圈、中心柱的下表面与基座的底端上表面固定连接,所述弹力垫圈的内表面与中心柱的侧表面活动连接。
12.本实用新型技术方案的进一步改进在于:所述弹力垫圈的中间设置有折叠支杆,所述折叠支杆的外侧设置有弹力触杆,所述弹力触杆的表面与弹力垫圈的表面固定连接,所述中心柱的中心设置有弹簧杆,所述折叠支杆的中部与弹簧杆的侧表面相接触。
13.本实用新型技术方案的进一步改进在于:所述支撑杆的外表面与套杆的内表面活动连接,所述支撑杆的下表面固定安装有压力杆,所述转轮的侧表面与套杆的内壁活动连接,所述压力杆的下端与转轮的表面相接触。
14.本实用新型技术方案的进一步改进在于:所述橡胶垫的上表面与转轮的外表面相接触,所述弹力保护柱的上端与橡胶垫的下表面固定连接,所述弹力保护柱的下端与套杆的内壁固定连接。
15.由于采用了上述技术方案,本实用新型相对现有技术来说,取得的技术进步是:
16.1、本实用新型提供一种可快速脱模的电机铁芯模具,通过安装脱模装置,电机带动螺纹杆转动,在限位杆的作用下使两组边模相对运动卡接组成完整的下模具,将铸件放置其中,在冲压上模具冲压成型后,电机使螺纹杆反向转动,弹力垫圈在折叠支杆的作用下将电机铁芯顶出使其便于脱模,解决传统冲压模具加工模式下产品冲压完成脱模操作较为繁琐的问题,达到提升加工效率的效果。
17.2、本实用新型提供一种可快速脱模的电机铁芯模具,通过安装过压保护装置,支撑杆与冲压上模具的顶板相接触时向下收缩到套杆的内部,压力杆向下挤压转轮使其转动,对橡胶垫造成挤压,弹力保护柱为橡胶垫提供弹力支撑,起到过压保护的作用,解决冲压模具发生过压现象不仅会损失铸件也会对模具本身造成损坏的问题。
附图说明
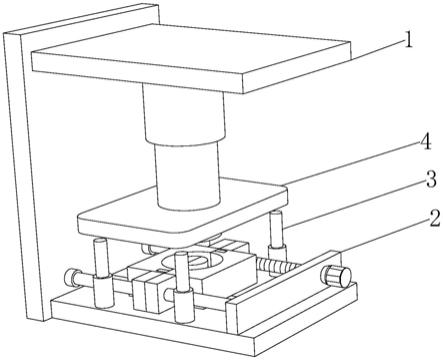
18.图1为本实用新型的结构示意图;
19.图2为本实用新型的结构脱模装置剖面示意图;
20.图3为本实用新型的结构剖面示意图;
21.图4为本实用新型的结构过压保护装置剖面示意图。
22.图中:1、铁芯模具主体;2、脱模装置;21、基座;22、电机;23、螺纹杆;24、限位杆;25、边模;26、弹力垫圈;261、折叠支杆;262、弹力触杆;27、中心柱;271、弹簧杆;3、过压保护装置;31、套杆;32、支撑杆;321、压力杆;33、转轮;34、橡胶垫;35、弹力保护柱;4、冲压上模具。
具体实施方式
23.下面结合实施例对本实用新型做进一步详细说明:
24.实施例1
25.如图1-4所示,本实用新型提供了一种可快速脱模的电机铁芯模具,包括铁芯模具主体1,铁芯模具主体1的上端固定安装有冲压上模具4,冲压上模具4的下方设置有脱模装置2,脱模装置2的周边设置有过压保护装置3,脱模装置2包括有基座21、电机22、螺纹杆23、限位杆24、边模25、弹力垫圈26和中心柱27,基座21的上端表面与冲压上模具4的表面固定连接,过压保护装置3包括有套杆31、支撑杆32、转轮33、橡胶垫34和弹力保护柱35,套杆31的下表面与基座21的底端上表面固定连接,电机22的表面与基座21的表面固定连接,螺纹
杆23的一端与电机22的输出端固定连接,螺纹杆23的另一端与基座21的侧表面活动连接,螺纹杆23的外表面与边模25的内壁螺纹连接,限位杆24的两端与基座21的侧表面固定连接,限位杆24的外表面与边模25的内壁活动连接。
26.在本实施例中,电机22带动螺纹杆23转动,在限位杆24的作用下使两组边模25在基座21上相对运动卡接组成完整的下模具,将铸件放置其中,在冲压上模具4冲压成型后,电机22使螺纹杆23反向转动,两组边模25分开使铸件便于脱模。
27.实施例2
28.如图1-4所示,在实施例1的基础上,本实用新型提供一种技术方案:边模25的下表面与基座21的底端上表面活动连接,弹力垫圈26、中心柱27的下表面与基座21的底端上表面固定连接,弹力垫圈26的内表面与中心柱27的侧表面活动连接,弹力垫圈26的中间设置有折叠支杆261,折叠支杆261的外侧设置有弹力触杆262,弹力触杆262的表面与弹力垫圈26的表面固定连接,中心柱27的中心设置有弹簧杆271,折叠支杆261的中部与弹簧杆271的侧表面相接触。
29.在本实施例中,冲压上模具冲压成型时,弹力垫圈26受压力导致在折叠支杆261转动折叠与中心柱27中心的弹簧杆271发生接触,弹簧杆271两端被挤压发生抵触起到缓冲的作用,弹力触杆262接触分担压力起到保护折叠支杆261的作用,铸件冲压成型后,弹力垫圈26在折叠支杆261的作用下将电机铁芯顶出使其便于脱模。
30.实施例3
31.如图1-4所示,在实施例1的基础上,本实用新型提供一种技术方案:支撑杆32的外表面与套杆31的内表面活动连接,支撑杆32的下表面固定安装有压力杆321,转轮33的侧表面与套杆31的内壁活动连接,压力杆321的下端与转轮33的表面相接触,橡胶垫34的上表面与转轮33的外表面相接触,弹力保护柱35的上端与橡胶垫34的下表面固定连接,弹力保护柱35的下端与套杆31的内壁固定连接。
32.在本实施例中,支撑杆32与冲压上模具4的顶板相接触时向下收缩到套杆31的内部,压力杆321向下挤压转轮33使其转动,对橡胶垫34造成挤压,弹力保护柱35为橡胶垫34提供弹力支撑,起到过压保护的作用。
33.下面具体说一下该可快速脱模的电机铁芯模具的工作原理。
34.如图1-4所示,首先,电机22带动螺纹杆23转动,在限位杆24的作用下使两组边模25在基座21上相对运动卡接组成完整的下模具,然后,将铸件放置其中,在冲压上模具4冲压成型后,电机22使螺纹杆23反向转动,两组边模25分开使铸件便于脱模,在冲压上模具冲压成型时,弹力垫圈26受压力导致在折叠支杆261转动折叠与中心柱27中心的弹簧杆271发生接触,弹簧杆271两端被挤压发生抵触起到缓冲的作用,弹力触杆262接触分担压力起到保护折叠支杆261的作用,铸件冲压成型后,弹力垫圈26在折叠支杆261的作用下将电机铁芯顶出使其便于脱模,最后,支撑杆32与冲压上模具4的顶板相接触时向下收缩到套杆31的内部,压力杆321向下挤压转轮33使其转动,对橡胶垫34造成挤压,弹力保护柱35为橡胶垫34提供弹力支撑,起到过压保护的作用。
35.上文一般性的对本实用新型做了详尽的描述,但在本实用新型基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本实用新型思想精神的修改或改进,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1