弹夹式齿轮自动上下料装置的制作方法
1.本实用新型涉及的是一种上下料输送领域的技术,具体是一种弹夹式齿轮自动上下料装置。
背景技术:
2.在热后磨齿轮双端面的工序中,未经自动化上下料改造的磨床通常需要人工手动上下料,而双端面磨床的加工节拍通常在10s/件,在每小时工作中,工人需要手动上下料几百次,这种高强度负荷不符合人体工程学且效率较低。
技术实现要素:
3.本实用新型针对现有技术存在的上述不足,提出一种弹夹式齿轮自动上下料装置,效率高、工作储备量大、结构简单且能够自动上下料。
4.本实用新型是通过以下技术方案实现的:
5.本实用新型包括:料道、过渡料槽、动力传输机构和控制机构,其中:料道通过过渡料槽分别与外接设备的进料口和出料口连接,动力传输机构与控制机构分别设置于料道和过渡料槽上且相互配合以控制装置运行,实现高效有序作业。
6.所述的料道包括:机架和多个v字形料槽,其中:v字形料槽的两端设置于机架上并依次等间距排列。
7.所述的过渡料槽与v字形料槽之间设有v字形过渡块。
8.所述的动力传输机构包括:电机、无杆气缸、圆形气缸和直线气缸,其中:电机通过链条带动v字形料槽步进式运动以实现靠近或远离外接设备,无杆气缸推动v字形料槽上的工件水平运动,圆形气缸带动工件竖直向上运动使工件达到极限高度再依靠自身重力进入外接设备,直线气缸推动v字形过渡块上的工件直线运动。
9.所述的无杆气缸设有挡板以防止工件歪斜。
10.所述的控制机构包括:积放料结构、接近开关、光电开关、对射检测开关、发信块、上料模块和下料模块,其中:积放料结构设置于出料口的过渡料槽上以控制下料速度,第一接近开关和第二接近开关分别设置于机架近外接设备的宽侧两端并检测设置于v字形料槽端部的发信块,第三接近开关设置于入料口的过渡料槽上并检测积放料结构信号,第六接近开关设置于第一直线气缸的旁侧,对射检测开关设置于机架远外接设备的端角并检测工件位置,光电开关设置于无杆气缸初始位置的对侧并检测挡板的位置,上料模块与下料相连并传输放料信号,下料模块与放料相连并传输放料信号。
11.所述的积放料结构包括:依次设置于壳体内的第二直线气缸、第四接近开关、第三直线气缸和第五接近开关,其中:第二直线气缸的初始状态为伸出,第三直线气缸的初始状态为缩进,当工件由磨床流出则被第二直线气缸挡住,第四接近开关接收到第六接近开关传来的工作信号,则第三直线气缸伸出,第二直线气缸缩进,放行工件。
12.所述的外接设备为磨床。
13.技术效果
14.本实用新型整体克服了现有技术手动上下料效率低,劳动强度大,上下料过程中有误差产生磕碰影响产品质量的问题。与现有技术相比,本实用新型降低了人工劳动强度,提高了上下料效率,降低了人为因素的不良率,提升了设备自动化程度,增加产能,降低了成本,使工人的工作节拍从10s/件不间断工作,变为只需1小时乃至数小时上下料一次,改善了人机工程,降低了由人为因素而造成的不良率,提升了设备的自动化程度,提升了磨床的使用效率,增加了产能,降低了成本。
附图说明
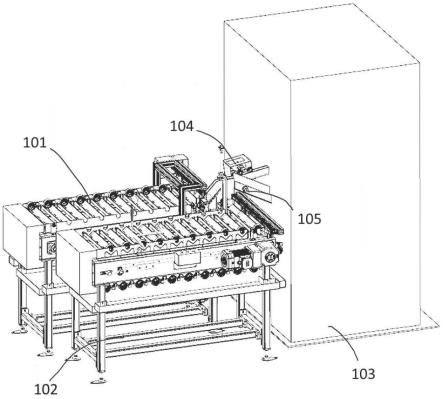
15.图1为总装示意图;
16.图2为上料道示意图;
17.图3为下料道示意图;
18.图4为v字形料槽示意图;
19.图5为下料系统部分示意图;
20.图6为上料系统部分示意图;
21.图7为积放料结构示意图;
22.图8为上料提升零件示意图;
23.图9为积放料结构安装示意图;
24.图中:101下料道、102上料道、103磨床示意图、104积放料机构、105进料口检测接近开关、201工件、202发信块、203 v字形料槽、204第一接近开关、205无杆气缸模块、206上料机构模块、207第二接近开关、301工件、302 v字形料槽、303发信块、304第一光电开关、305无杆气缸模块、306第一接近开关、307下料机构模块、308第二接近开关、309、30第二光电开关、401 v字形块、402 v字形板、403发信块、501过渡料槽、502工件、503直线气缸、504接近开关、505连接工装、506 v字形过渡块、601连接工装、602 v字形过渡块、603圆形气缸、604工件、605接近开关、606上料提升零件、701第一直线气缸、702连接工装、703第一接近开关、704第二直线气缸、705第二接近开关。
具体实施方式
25.如图1~图7所示,本实施例为以磨床加工工件的自动上下料装置,包括:上料道、下料道、过渡料槽、v字形过渡块、动力传输机构和控制机构,其中:上料道依次通过v字形过渡块和过渡料槽与磨床的进料口连接,下料道依次通过v字形过渡块和过渡料槽与磨床的出料口连接,动力传输机构与控制机构分别设置于料道和过渡料槽上且相互配合以控制装置运行,实现高效有序作业。
26.所述的料道包括:机架和十个v字形料槽,其中:十个v字形料槽的两端垂直于机架的长边依次等间距排列并由链条连接。
27.所述的v字形料槽能够放入30个工件。
28.所述的动力传输机构包括:电机、无杆气缸、圆形气缸和第一直线气缸,其中:电机通过链条带动v字形料槽步进式运动以实现靠近或远离磨床,无杆气缸位于v字形料槽的一端并推动v字形料槽上的工件水平运动,圆形气缸设置于进料口的旁侧并带动工件竖直向
上运动,第一直线气缸设置于v字形过渡块的旁侧并推动v字形过渡块上的工件直线运动至v字形料槽上。
29.所述的无杆气缸设有挡板以防止工件歪斜。
30.所述的控制机构包括:积放料结构、接近开关、光电开关、对射检测开关、发信块、上料模块和下料模块,其中:积放料结构设置于出料口的过渡料槽上以控制下料速度,第一接近开关和第二接近开关分别设置于机架近外接设备的宽侧两端并检测设置于v字形料槽端部的发信块,第三接近开关设置于入料口的过渡料槽上并检测积放料结构信号,第六接近开关设置于第一直线气缸的旁侧,对射检测开关设置于机架远外接设备的端角并检测工件位置,光电开关设置于无杆气缸初始位置的对侧并检测挡板的位置,下料相连并传输放料信号,下料模块与放料相连并传输放料信号。
31.所述的积放料结构包括:依次设置于壳体内的第二直线气缸、第四接近开关、第三直线气缸和第五接近开关,其中:第二直线气缸的初始状态为伸出,第三直线气缸的初始状态为缩进,当工件由磨床流出则被第二直线气缸挡住,第四接近开关接收到第六接近开关传来的工作信号,则第三直线气缸伸出,第二直线气缸缩进,放行工件。
32.上述装置通过以下方式工作:上料过程:电机带动v字形料槽运动至第一接近开关和第二接近开关之间,第一接近开关和第二接近开关检测到电信块并发出电机停止信号,电机停止,v字形料槽与v字形过渡块对接,无杆气缸接收到积放料结构传来的启动信号,便由近第一接近开关的位置向第二接近开关的方向推动一整列工件,当第一个工件被推至上料模块,第二接近开关收到上料模块传来的工件到位信号,圆形气缸将该工件提起至极限高度,再由该工件的自身重力和过渡料槽的坡度作用使工件滑入磨床。由于圆形气缸提起至放下工件的过程为2~3秒,而磨床的加工速度为10s/件,因此,工件将会在磨床内排队,所以设置第三接近开关,当第三接近开关处于常发信状态,即工件排队状态则向圆形气缸发出停止工作信号,圆形气缸停止工作。当无杆气缸将最后一个工件推入,此时无杆气缸处于运动到极限位置,第二接近开关发出信号令无杆气缸退回原位,第一接近开关检测到无杆气缸退回则令电机运动,使下一列装满工件的v字形料槽与v字形过渡块对接,重复上述动作,直至所有工件送入磨床,当检测到无杆气缸在没有工件的情况下“空走”一次,则上料模块发出空料信号,提醒工人上料。
33.下料过程:当经加工工件由磨床流出,工件顺着过渡料槽运动,由于磨床的加工速度为10s/件,而第一直线气缸的工作效率为2~3s/件,因此,工件将会形成排队现象,所以在v字形料槽满料或需要换空料的v字形料槽对接时,积料结构根据光电开关的命令使第二直线气缸处于伸出状态,第三直线气缸处于缩进状态,工件被第二直线气缸挡住,待第四接近开关接收到光电开关传来的信号使第三直线气缸伸出后,第二直线气缸再缩进,此时工件被放行,落入v字形过渡块,第六接近开关检测到工件令第一直线气缸将工件推入v字形料槽,设置于无杆气缸的挡板随着工件被第一直线气缸推动而移动,当整列v字形料槽装满工件,无杆气缸运动到极限位置,即挡板位于v字形料槽外,光电开关检测检测到挡板的位置并发送信号至下料模块,第一直线气缸停止工作,电机带动下一列v字形料槽与v字形过渡块对接,重复上述动作,直到对射检测开关检测到满料,则下料模块发出满料信号,提醒工人下料。
34.经过具体实际实验,在温度20℃,相对湿度63的%具体环境设置下,以电机转速
100转参数启动/运行上述装置/方法,能够得到的实验数据是:每10秒可加工一件产品,设备的cpk值达到1.87,设备的加工精度和稳定性提高,定位端面的垂直精度为0.02mm。
35.综上,与现有技术相比,本实用新型通过设置料道通过过渡料槽分别与外接设备的进料口和出料口连接,动力传输机构与控制机构分别设置于料道和过渡料槽上且相互配合以控制装置运行,实现高效有序作业无杆气缸设有挡板以防止工件歪斜。
36.上述具体实施可由本领域技术人员在不背离本实用新型原理和宗旨的前提下以不同的方式对其进行局部调整,本实用新型的保护范围以权利要求书为准且不由上述具体实施所限,在其范围内的各个实现方案均受本实用新型之约束。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1