一种适用于扇形板纵缝焊接的专用设备的制作方法
1.本实用新型涉及扇形板纵缝焊接设备领域,尤其是涉及一种适用于扇形板纵缝焊接的专用设备。
背景技术:
2.混凝土搅拌车是用来运送建筑用混凝土的专用车,在混凝土搅拌车的车上都装置圆筒型的搅拌筒以运载混合后的混凝土,在运输过程中会始终保持搅拌筒转动,以保证所运载的混凝土不会凝固,运送完混凝土后, 通常都会用水冲洗搅拌筒内部, 防止硬化的混凝土占用空间, 使搅拌筒的容积越来越少,混凝土搅拌车上的搅拌筒是由扇形板进行焊接后通过卷边设备加工而成的,目前,市场上的扇形板料在进行焊接时,都是通过人工进行摆放工件并进行位置调整固定,在生产过程中,存在工作效率低,生产时间长以及操作人员劳动强度大的缺点,因此,不能满足人们的生产使用需要。
技术实现要素:
3.本实用新型的发明设计目的是提供一种适用于扇形板纵缝焊接的专用设备,在具体操作使用时,本实用新型可替代人工摆放方式,实现对扇形板稳定的安装吸紧作业,保证了焊接位置不发生偏移,降低了操作人员的劳动强度。
4.为了实现上述目的,本实用新型采用以下技术方案:
5.一种适用于扇形板纵缝焊接的专用设备,包括,第一侧支撑、第二侧支撑、连接横梁、同步升降机构、焊接机、第一轨道安装部、第二轨道安装部及移动平台机构,所述的第一轨道安装部、第二轨道安装部二者的底部固定安装在水平地面上,所述的移动平台机构的一侧设置在第一轨道安装部上与第一轨道安装部相连,移动平台机构的另一侧设置在第二轨道安装部上与第二轨道安装部相连,在第一侧支撑及第二侧支撑上安装有连接横梁,所述的连接横梁与第一侧支撑及第二侧支撑二者相连在一起,在第一侧支撑及第二侧支撑二者上安装有同步升降机构,所述的焊接机安装在同步升降机构上并与同步升降机构相连在一起。
6.所述的第一侧支撑、第二侧支撑二者为相同的结构组成,其二者包括,支撑底座、竖直支撑架及安装侧支架,所述的竖直支撑架安装在支撑底座的上部部位并与支撑底座固定相连在一起,所述的安装侧支架设置在竖直支撑架的内侧部位上并与竖直支撑架固连在一起。
7.所述的同步升降机构包括,第一升降气缸、第二升降气缸、第一气缸杆、第二气缸杆及焊机安装架,所述的第一升降气缸及第二升降气缸安装在安装侧支架上并与安装侧支架相连,在第一升降气缸上安装有第一气缸杆,在第二升降气缸上安装有第二气缸杆,所述的焊机安装架安装在第一气缸杆、第二气缸杆上并与第一气缸杆、第二气缸杆二者相连在一起。
8.所述的第一轨道安装部及第二轨道安装部二者为相同的结构组成,其二者具体包
括,h型钢、连接卡件、支撑导轨及移动安装部,所述的h型钢布置在水平地面上并与水平地面通过膨胀螺丝相连在一起,在h型钢的上部安装有支撑导轨,所述的支撑导轨的底部通过连接卡件与h型钢卡连在一起,所述的移动安装部安装在支撑导轨上并与支撑导轨相接触。
9.所述的移动安装部包括第一导向轮组、第二导向轮组、导向轮组安装板及连接支撑架,所述的导向轮组安装板安装在连接支撑架的底部并与连接支撑架固焊在一起,在导向轮组安装板上安装有第一导向轮组及第二导向轮组,所述的第一导向轮组及第二导向轮组二者与导向轮组安装板固连在一起。
10.所述的第一导向轮组、第二导向轮组二者为相同的结构组成,其二者包括,导向轮本体及导向轮安装轴,所述的导向轮安装轴安装在导向轮组安装板上并与导向轮组安装板固定相连,在导向轮安装轴上安装有安装轴承,所述的导向轮本体通过安装轴承安装在导向轮安装轴上。
11.所述的移动平台机构包括,移动平台本体、调平螺栓及电磁铁,所述的移动平台本体安装在移动安装部上并与移动安装部相连接,在移动平台本体上加工有螺纹孔,所述的调平螺栓安装在螺纹孔部位并与螺纹孔通过螺纹配合相连,所述的电磁铁安装在移动平台本体上台面部位并与移动平台本体固定相连。
12.所述的在移动平台本体上加工有n个螺纹孔,所述的螺纹孔均布在移动平台本体上台面部位上。
13.本实用新型的有益效果如下:本实用新型所提供的一种适用于扇形板纵缝焊接的专用设备,在具体使用时,可替代人工摆放方式,实现对扇形板稳定的安装吸紧作业,保证了扇形板的位置稳定,进而使扇形板在焊接时,焊接位置不发生偏移,具体的说,本实用新型移动平台机构上的调平螺栓可对扇形板材进行调平、调高安装支撑,在上述作业完成后,安装在移动平台本体上的电磁铁可将扇形板材进行稳固的磁力吸附作用,从而保证扇形板在移动平台本体上的位置固定,同时,第一轨道安装部及第二轨道安装部可对移动平台机构进行稳定的位置移动支撑导向作用,在上述安装结构的共同作用下,可实现对扇形板的稳定焊接作业,极大的满足了人们对扇形板的焊接使用需要。
附图说明
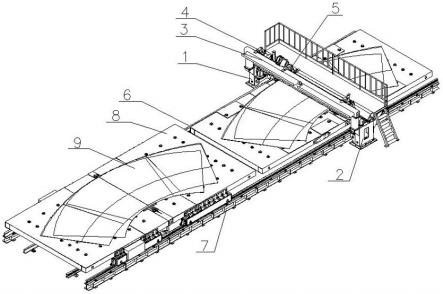
14.图1是本实用新型整体立体结构示意图;
15.图2是本实用新型的整体俯视结构示意图;
16.图3是本实用新型中的第一侧支撑、第二侧支撑二者的结构示意图;
17.图4是本实用新型中的同步升降机构的结构示意图;
18.图5是本实用新型中的第一轨道安装部及第二轨道安装部二者的结构示意图;
19.图6是本实用新型中的移动安装部的结构示意图;
20.图7是本实用新型中的移动平台机构的结构示意图;
21.图中标号为:1-第一侧支撑、2-第二侧支撑、3-连接横梁、4-同步升降机构、5-焊接机、6-第一轨道安装部、7-第二轨道安装部、8-移动平台机构、9-扇形板材、101-支撑底座、102-竖直支撑架、103-安装侧支架、401-第一升降气缸、402-第二升降气缸、403-第一气缸杆、404-第二气缸杆、405-焊机安装架、601-h型钢、602-连接卡件、603-支撑导轨、604-移动安装部、6041-第一导向轮组、6042-第二导向轮组、6043-导向轮组安装板、6044-连接支撑
架、801-移动平台本体、802-调平螺栓、803-电磁铁。
具体实施方式
22.具体实施例1:针对现有扇形板料在进行焊接时,需要通过人工进行摆放工件并进行位置调整固定,这在生产过程中,存在工作效率低,扇形板料在焊接过程中容易位置偏移,进而影响焊接效果及焊接质量,同时,操作人员劳动强度大的问题,本实用新型设计出了一种适用于扇形板纵缝焊接的专用设备,其在使用过程中,能够对扇形板料进行稳固的位置固定,同时降低了操作工人的劳动强度,下面结合说明书附图,对本实用新型的实施例做进一步的说明,具体的说,如说明书附图1及说明书附图2所示,本实用新型的一种适用于扇形板纵缝焊接的专用设备,主要包括,第一侧支撑1、第二侧支撑2、连接横梁3、同步升降机构4、焊接机5、第一轨道安装部6、第二轨道安装部7及移动平台机构8,其中,用于对移动平台机构8进行安装支撑作用的第一轨道安装部6、第二轨道安装部7二者的底部通过地脚固定件固定安装在水平地面上,移动平台机构8用于直接对扇形板料进行安装支撑及位置固定作业,其中,移动平台机构8的一侧安装在第一轨道安装部6上与第一轨道安装部6相连,其另一侧安装设置在第二轨道安装部7上与第二轨道安装部7相连,在第一侧支撑1及第二侧支撑2上固定安装有连接横梁3,在第一侧支撑1及第二侧支撑2二者上安装有用于对焊接机5进行安装支撑作用的同步升降机构4,其中,焊接机5安装在同步升降机构4上并与同步升降机构4紧固在一起。
23.参见说明书附图3,用于对同步升降机构4进行安装支撑作用的第一侧支撑1、第二侧支撑2二者为相同的结构组成,其二者包括,支撑底座101、竖直支撑架102及安装侧支架103,其中,用于对连接横梁3进行安装支撑的竖直支撑架102的底部安装在支撑底座101的上部部位并与支撑底座101固定相连在一起,用于直接安装同步升降机构4的安装侧支架103安装设置在竖直支撑架102的内侧部位上并与竖直支撑架102固连在一起。
24.参见说明书附图4,用于安装并带动焊接机5上下移动的同步升降机构4包括,第一升降气缸401、第二升降气缸402、第一气缸杆403、第二气缸杆404及焊机安装架405,其中,第一升降气缸401及第二升降气缸402二者的底部固定安装在安装侧支架103上,在第一升降气缸401上安装设置有第一气缸杆403,在第二升降气缸402上安装设置有第二气缸杆404,用于直接对焊接机5进行安装支撑作用的焊机安装架405的两侧部位安装在第一气缸杆403、第二气缸杆404上并与第一气缸杆403、第二气缸杆404二者分别相连在一起。
25.参见说明书附图5,用于对移动平台机构8进行安装支撑及输送的第一轨道安装部6及第二轨道安装部7二者为相同的结构组成,其二者具体包括,h型钢601、连接卡件602、支撑导轨603及移动安装板604,其中,用于对支撑导轨603进行安装支撑的h型钢601布置在水平地面上并与水平地面通过膨胀螺丝相连在一起,在h型钢601的上部安装有支撑导轨603,使用时,支撑导轨603的底部通过连接卡件602与h型钢601卡连在一起,用于直接对移动平台机构8进行安装支撑的移动安装板604安装在支撑导轨603上并与支撑导轨603相接触。参见说明书附图6,移动安装板604包括第一导向轮组6041、第二导向轮组6042、导向轮组安装板6043及连接支撑架6044,其中,用于安装第一导向轮组6041、第二导向轮组6042的导向轮组安装板6043安装在连接支撑架6044的底部并与连接支撑架6044固焊在一起,在导向轮组安装板6043上安装有用于与支撑导轨603接触夹紧的第一导向轮组6041及第二导向轮组
6042,第一导向轮组6041、第二导向轮组6042二者为相同的结构组成,其二者包括,导向轮本体及导向轮安装轴,用于安装导向轮本体的导向轮安装轴固定安装在导向轮组安装板6043上,在导向轮安装轴上安装有安装轴承,其中,直接接触支撑导轨603的导向轮本体通过安装轴承安装在导向轮安装轴上。
26.参见说明书附图7,用于对扇形板料进行安装支撑及位置固定的移动平台机构8包括,移动平台本体801、调平螺栓802及电磁铁803,其中,移动平台本体801的两侧安装在移动安装板604上并与移动安装板604固定相连接,在移动平台本体801上加工有用于调平螺栓802安装的螺纹孔,用于对扇形板料进行调平支撑的调平螺栓802安装在螺纹孔部位并与螺纹孔通过螺纹配合相连,在移动平台本体801上台面部位安装布置有电磁铁803,电磁铁803用于对扇形板料进行工作吸附及位置固定作业。
27.参见说明书附图1所示,本实用新型的一种适用于扇形板纵缝焊接的专用设备在具体操作使用时的工作过程如下:首先,操作人员可通过外设机械手将扇形板材9放置于本实用新型中的移动平台机构8上,需要说明的是,在放置之前,操作人员可对移动平台机构8上的调平螺栓802在螺纹孔上进行调平作业,从而使调平螺栓802能够对扇形板材9的支撑处于平衡状态,当上述作业完成后,操作人员可控制电磁铁803工作,此时,电磁铁803即可对扇形板材9进行稳固的吸附作业,此时,扇形板材9的位置固定在移动平台机构8上的移动平台本体801上,此时,操作人员可控制第一轨道安装部6、第二轨道安装部7上的自行走机构驱动移动安装板604在支撑导轨603上向焊接机5的方向移动(如没有加装自行走机构,操作人员可推动移动安装板604在支撑导轨603上向焊接机5的方向移动),当移动平台机构8带着扇形板材9移动至焊接机5下方部位时,操作人员可控制同步升降机构4中的第一升降气缸401、第二升降气缸402工作,第一升降气缸401、第二升降气缸402通过第一气缸杆403及第二气缸杆404带动焊机安装架405下移,此时,焊机安装架405带动其上安装的焊接机5下移到工作部位,此时,操作人员即可控制焊接机5对扇形板材9进行焊接作业,焊接作业完成后,操作人员可控制同步升降机构4上移复位,同时,控制第一轨道安装部6、第二轨道安装部7带动移动平台机构8继续前移至下料工作,当到达下料工位时,操作人员可控制电磁铁803停止工作,此时,操作人员即可通过外设下料机械手将焊接后的扇形板材9进行下料作业。以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1