一种夹层式隔热结构、耐热防护罩及机床的制作方法
1.本技术涉及机床防护装置领域,具体而言涉及一种夹层式隔热结构、耐热防护罩及机床。
背景技术:
2.现有一字型防护罩的内衬采用焊接工艺,普通面料制作而成。由于内衬与防护罩内部支撑板之间固定连接时所采用的焊接工艺本身是采用高温焊接的。因此,高温工作环境下,两者之间焊接位置会再次融化,从而损坏内衬连接,导致防护罩无法使用。
3.此外,现有防护罩内衬所采用的普通面料在高温环境下不耐热,容易受热变形,同样影响使用。
技术实现要素:
4.本技术针对现有技术的不足,提供一种夹层式隔热结构、耐热防护罩及机床,本技术通过隔热单元隔离机床内部高温点,能够在不改变原有护罩的强度和运行情况下,使护罩在高温环境下能够正常使用。本技术具体采用如下技术方案。
5.首先,为实现上述目的,提出一种夹层式隔热结构,其用于伸缩防护罩内侧,包括:隔热单元,其沿一字型顺序排列并连接于伸缩防护罩前、后两安装板之间,且每一隔热单元均分别设置有中空鼓气隔层;首端连接件,其一端连接伸缩防护罩的前安装板,另一端连接伸缩防护罩内部首个隔热单元的首端;末端连接件,其一端连接伸缩防护罩的后安装板,另一端连接伸缩防护罩内部最后一个隔热单元的末端;所述首端连接件与末端连接件之间逐级传导并牵拉前、后两安装板之间的各隔热单元,各隔热单元随前、后两安装板之间往复移动而同步地拉伸或压缩中空鼓气隔层,鼓动伸缩防护罩内部气体流动。
6.可选的,如上任一所述的夹层式隔热结构,其中,隔热单元之间、隔热单元与首端连接件之间、隔热单元与末端连接件之间均由耐高温线车缝连接。
7.可选的,如上任一所述的夹层式隔热结构,其中,各隔热单元均分别包括环形连接的:首端耐高温面层以及末端耐高温面层。
8.可选的,如上任一所述的夹层式隔热结构,其中,各隔热单元中,所述首端耐高温面层的上下两端与末端耐高温面层的上下两端分别由耐高温线车缝连接,包围形成环形结构且宽度可变的中空鼓气隔层;相邻两隔热单元之间,本隔热单元中首端耐高温面层的中部与上一隔热单元中末端耐高温面层的中部由耐高温线车缝连接,本隔热单元中末端耐高温面层的中部与下一隔热单元中首端耐高温面层的中部由耐高温线车缝连接;各隔热单元随前、后两安装板之间往复直线运动而由其中部的车缝连接位置同步地向两端拉伸或向内部压缩。
9.可选的,如上任一所述的夹层式隔热结构,其中,所述首端连接件为由耐高温线车缝连接于前安装板内侧首个隔热单元中首端耐高温面层外侧中部的耐高温面料;所述末端连接件为由耐高温线车缝连接于后安装板内侧最后一个隔热单元中末端耐高温面层中部
外侧的耐高温面料。
10.可选的,如上任一所述的夹层式隔热结构,其中,所述首端连接件与前安装板的连接位置位于隔热单元耐高温线车缝连接位置的上下两侧或仅位于隔热单元耐高温线车缝连接位置的下侧;所述末端连接件与后安装板的连接位置位于隔热单元耐高温线车缝连接位置的上下两侧或仅位于隔热单元耐高温线车缝连接位置的下侧。
11.同时,为实现上述目的,本技术还提供一种耐热防护罩,其包括如上任一所述的夹层式隔热结构。
12.可选的,如上任一所述的耐热防护罩,其中,所述耐热防护罩前、后两安装板为硬质金属板或耐高温硬质工程塑料板;各隔热单元、首端连接件以及末端连接件均采用耐高温面料。
13.可选的,如上任一所述的耐热防护罩,其中,各隔热单元通过前安装板后侧的首端连接件悬挂设置,并通过后安装板前侧的末端连接件安装于机床伸缩部件外侧,各隔热单元鼓动其内部高温气体流动。
14.同时,基于上述的夹层式隔热结构,本技术还提供有一种机床,其包括如上任一所述的耐热防护罩。
15.有益效果
16.本技术包括一字型顺序排列于伸缩防护罩内部的隔热单元,以及将各隔热单元固定于机床伸缩部位的首端连接件和末端连接件。本技术能够在不改变防护罩外形结构和运行方式的状态下,通过隔热单元内部的中空鼓气隔层随机床设备往复伸缩而同步地拉伸或压缩,鼓动护罩内部气体流动。由此,本技术夹层式的隔热单元结构能够有效将机床内高温点隔离开,避免高温影响护罩结构变形,还能通过中空鼓气隔层运行过程中的张合以鼓动高温气体流动,防止高温气体在隔层处滞留。本技术的中空鼓气各层结构能够在一定程度上降低隔层的温度,使护罩更加耐热,从而有效达到隔热的目的。
17.本技术采用隔热单元的耐高温线通过车缝方式连接形成。由于无焊接部位,且选择耐高温面料制作,因此能够避免焊接部位变形,并保证隔热单元功能结构不受工作环境高温影响。本技术中蜂窝式结构的隔热单元能够利用其环形结构的中空鼓气隔层将伸缩防护罩内部隔离形成机床伸缩部件至隔热单元底部、隔热单元内部两层夹层结构,从而通过隔热单元相应向两端拉伸或向内部压缩带动空鼓气隔层的开合伸缩,从而同时对两层夹层内的热空气进行鼓动,促进其流动、散热,避免热量集聚在伸缩防护罩内部各层位置滞留。因此,本技术可通过气流交换方式促进机床伸缩部件安装位置热交换,在通过双层结构在隔离机床内侧高温的同时,进行散热。
18.本技术的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本技术而了解。
附图说明
19.附图用来提供对本技术的进一步理解,并且构成说明书的一部分,并与本技术的实施例一起,用于解释本技术,并不构成对本技术的限制。在附图中:
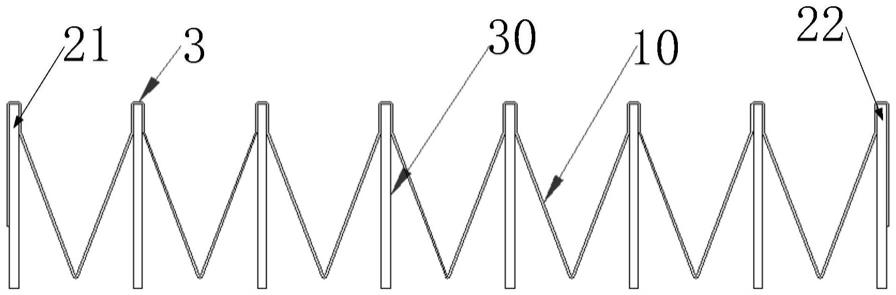
20.图1是现有一字型防护罩剖面结构的示意图;
21.图2是本技术的耐热防护罩剖面结构的示意图;
22.图中,1表示隔热单元;10表示尼龙布;11表示首端耐高温面层;12表示末端耐高温面层;13表示车缝连接位置;21表示前安装板;22表示后安装板;3表示焊接点;30表示pvc支撑板;31表示首端连接件;32表示末端连接件。
具体实施方式
23.为使本技术实施例的目的和技术方案更加清楚,下面将结合本技术实施例的附图,对本技术实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于所描述的本技术的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
24.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本技术所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
25.本技术中所述的“和/或”的含义指的是各自单独存在或两者同时存在的情况均包括在内。
26.本技术中所述的“内、外”的含义指的是相对于防护罩本身而言,由其密封表层指向内部隔热单元中心的方向为内,反之为外;而非对本技术的装置机构的特定限定。
27.本技术中所述的“首、末”的含义指的是使用者正对防护罩伸缩方向时,防护罩的静侧即为首端,防护罩的动侧即为末端,而非对本技术的装置机构的特定限定。
28.本技术中所述的“连接”的含义可以是部件之间的直接连接也可以是部件间通过其它部件的间接连接。
29.本技术中所述的“上、下”的含义指的是使用者正对防护罩时,由隔热单元内部指向护罩密封表层外表面的方向即为上,反之即为下,而非对本技术的装置机构的特定限定。
30.图1为根据现有的护罩中内衬结构的连接方式示意图。现有方式下,护罩中内部分别设置有pvc支撑板30,尼龙布10构成的内衬预先按照pvc支撑板30位置进行压褶,将褶皱折角位置通过焊接方式固定在pvc支撑板30顶角,将内衬前后两端固定在护罩内壁,实现对护罩结构的封闭。但是,由于pvc支撑板30顶角上的焊接点3会在高温环境下融化失去固定功能。因此,现有护罩会在高温环境下失效,极端情况下,其内衬会阻碍机床内部设备伸缩运行。
31.为克服上述缺陷,本技术提出一种如图2所示的夹层式隔热结构,以替代图1中尼龙布10及pvc支撑板30。本技术所提供的夹层式隔热结构同样设置于伸缩防护罩内侧,用于保护机床伸缩部件提供密封和隔热效果。
32.本技术的夹层式隔热结构具体包括设置在护罩结构内部的:
33.隔热单元1,其沿一字型顺序排列并连接于伸缩防护罩中前、后两安装板之间,且图2虚线框中所示的每一隔热单元内部均分别形成有中空鼓气隔层;
34.首端连接件31,其一端连接伸缩防护罩的前安装板21,另一端连接伸缩防护罩内部首个隔热单元的首端;
35.末端连接件32,其一端连接伸缩防护罩的后安装板22,另一端连接伸缩防护罩内部最后一个隔热单元的末端;
36.所述首端连接件与末端连接件之间逐级传导并牵拉前、后两安装板内的各隔热单元,使各隔热单元随前、后两安装板之间往复伸缩而同步地拉伸或压缩中空鼓气隔层,鼓动伸缩防护罩内部气体流动。
37.由此,当护罩在高温环境下运行时,随着温度的逐渐升高,护罩内部温度也逐渐升高。护罩内部菱形蜂窝式隔热单元结构随护罩伸缩一张一合运行而同步地进行伸缩,鼓动气体流动,防止高温气体在护罩内部隔层中滞留。由此,气流运动能够带走护罩内层热量,在一定程度上提供热交换以降低隔层内部温度,使护罩更加耐热。
38.具体实现时,考虑到焊接部位容易在高温环境下失效,因此,本技术优选将相邻各隔热单元1之间、隔热单元1与首端连接件31之间、隔热单元1与末端连接件32之间分别设置为由耐高温线车缝连接。由此,护罩内衬夹层式隔热结构本身可通过选择耐热面料而具有优良的耐热性能,其还可通过夹层式蜂窝结构提供隔热效果,并通过护罩伸缩带动夹层式蜂窝结构内部热气流进行热交换散热,此过程中夹层式隔热结构本身连接位置可通过耐高温线而始终保持连接稳定,因此,可在高温作业环境下提供更好耐热性能。
39.本技术的护罩内衬中所采用的夹层式隔热结构,其车缝连接可选择将耐高温线保留在车缝位置外侧的外缝线方式或将耐高温线收缩在车缝位置内侧中空鼓气隔层内部的内缝线方式,缝线连接方式并不会影响隔热效果。由于夹层式隔热结构具有较好的隔热效果并且能够促进热气流交换,因此,在工况要求不那么苛刻的情况下,也可以采用普通的焊接工艺实现,隔热单元具体连接方式不应作为对本技术技术方案的限定。
40.为简化对隔热单元1内部中空鼓气隔层的加工方式,本技术可具体将护罩内部各隔热单元1均分别设置为包括环形连接的两片耐高温面料:首端耐高温面层11以及末端耐高温面层12。各隔热单元1之间通过将两层耐高温面料收尾相连,可通过护罩伸长而直接拉伸撑开面料使两片面料之间形成中空鼓气隔层。
41.以图2中任意一个隔热单元1为例,其中,所述首端耐高温面层11的上下两端与末端耐高温面层12的上下两端分别由耐高温线车缝连接,两层面料通过上下两处车缝线包围形成环形结构,且两片面料之间夹层的宽度可随前后安装板之间安装间距的伸缩调整而增加或缩小,形成可变的中空鼓气隔层;相邻两隔热单元1之间,本隔热单元中首端耐高温面层11的中部可通过耐高温线与上一隔热单元1中末端耐高温面层的中部由车缝方式实现连接,将相邻两隔热单元中位于前一级的末端耐高温面层12的中部与下一级隔热单元1中首端耐高温面层11的中部通过耐高温线车缝连接。由此,各隔热单元随前、后两安装板之间往复伸缩而通过其中部的车缝连接位置同步地向两端拉伸或向内部压缩,将中空鼓气隔层鼓起或压扁实现对隔层内部高温气流的鼓动,促使其将机床内部热量通过气流交换方式排出伸缩防护罩内部。
42.类似于上述连接结构,本技术还可同样选择耐高温面料通过车缝方式实现所述首端连接件31结构和末端连接件32结构。由此,首端连接件31可设置为由耐高温线车缝连接于前安装板内侧首个隔热单元中首端耐高温面层11外侧中部的一片耐高温面料;所述末端连接件32同样可设置为由耐高温线车缝连接于前安装板内侧最后一个隔热单元中末端耐高温面层12外侧中部的另一片耐高温面料。由此,整个伸缩防护罩从前至后由:前安装板21、首端连接件31、若干串联连接的隔热单元1、末端连接件32以及后安装板22连接形成可伸缩结果。本技术中直接通过耐高温面料实现对隔热单元的连接和传动,可省去pvc支撑板
30结构,从而有效降低护罩结构整体重量,减少其驱动阻力,使护罩运行更为顺畅,使护罩不会因为pvc支撑板30之间交错而被错误地锁定,影响机床进行后续加工。本技术中耐高温面层采用双面硅胶玻璃纤维面料,其使用温度可满足-50℃~260℃工况需求。
43.本技术中,所述首端连接件31与前安装板21的连接位置可任选位于隔热单元1耐高温线车缝连接位置的上下两侧或任选其中一侧进行设置。考虑到护罩结构安装板内侧可能需要安装其他部件,并且安装板内侧端部更方便安装内衬固定件,因此,本技术可直接将首端连接件31固定于隔热单元1耐高温线车缝连接位置的下侧,通过锁止结构实现与护罩内侧端部的固定;类似的,所述末端连接件32与后安装板22的连接位置同样可任选设置位于隔热单元1耐高温线车缝连接位置的上下两侧或仅位于隔热单元1耐高温线车缝连接位置的上、下任一侧。
44.本技术所提供的耐热防护罩外部可覆盖多节鳞片结构,实现防水和阻止废屑飞溅的效果;也可直接将各隔热单元串接形成的护罩结构作为独立的伸缩防护罩结构提供隔热和对飞溅废屑的阻挡。
45.本技术的伸缩防护罩中,顺序串联的隔热单元1的一端通过前安装板后侧的首端连接件31连接并固定于前安装板内侧;顺序串联的隔热单元1的另一端通过后安装板前侧的末端连接件32连接于后安装板内侧。由此,顺序串联的各隔热单元1封闭在机床伸缩部件的外部,实现对机床加工碎屑的阻挡,并通过隔热单元伸缩过程驱动其隔层内部气体流通,实现散热效果。本技术所提供的伸缩防护罩中,各隔热单元1的宽度尺寸和数量根据该护罩内部伸缩器件伸缩的极限距离而相应设置。对于伸缩距离较大的机床,本技术还可将若干伸缩防护罩的前后安装板相互串联,并相应在安装板上设置导向结构,以保证各隔热单元均分别由其两端安装板提供导向,沿导向轨道直线方向封闭机床内部伸缩器件,鼓动密封表层内部高温气体流动。
46.以上仅为本技术的实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些均属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1