一种加工端盖钻孔攻丝的装置的制作方法
本发明涉及一种精加工装置,尤其是涉及一种加工端盖钻孔攻丝的装置。
背景技术:
1、通过技术分析,夹具的使用很大程度上关系到数控铣床利用率。据不完全统计,国内企业数控铣床选用夹具不合理的比例高达50%以上。至2014年底,中国数控铣床保有量近一百万台,也就是说有50万台以上的数控铣床由于夹具选择不合理或应用不当,而出现了“窝工”现象;从另外一个角度来讲,在数控铣床夹具的选择与应用上大有文章可做,因为其中蕴含了可观的潜在经济效益。
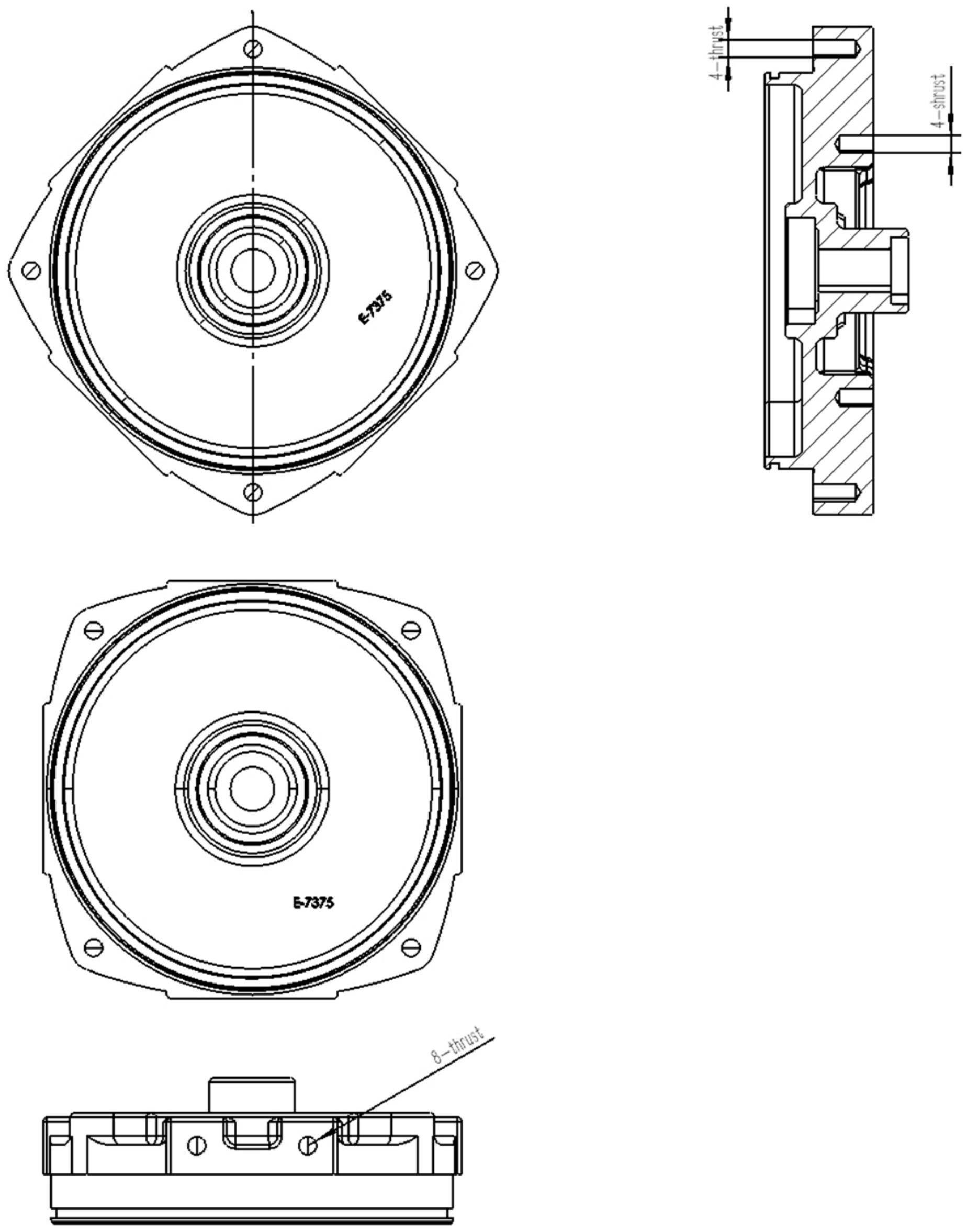
2、端盖钻孔攻丝的零件加工处示意图如图1所示,包括四个周面上的钻孔攻丝以及正反两面上的钻孔攻丝。现有的加工装夹方式中,是采用中心孔定位及限位,配合钻模,使用钻床进行钻孔的,需要三套工装分别加工端盖正面四孔,反面四孔及四周八孔,再进行攻丝,工序过多,加工时间较长。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种加工端盖钻孔攻丝的装置。
2、本发明的目的可以通过以下技术方案来实现:
3、一种加工端盖钻孔攻丝的装置,包括底板,安装在底板上的定位机构,与定位机构配合使用的限位机构和限位装置;
4、所述底板上设有加工孔,所述定位机构包括x轴、y轴方向上的定位机构,所述限位机构包括z轴方向上的限位机构,所述限位装置包括限制绕z轴方向转动的限位装置。
5、使用本发明进行端盖钻孔攻丝加工的过程为:
6、将待加工的端盖放置在底板上,通过定位机构和限位机构限制端盖在x轴、y轴和z轴方向上的移动,通过限位装置限制端盖绕z轴的旋转,先加工端盖正反面以及两个相对的周面上的钻孔攻丝程序,暂停,将端盖旋转90°再次压紧,完成四周剩余两面的钻孔攻丝程序。
7、优选的,x轴、y轴方向上的定位机构为安装在底板上的定位柱,所述定位柱与端盖上已车加工的内孔配合,限制待加工端盖在x轴、y轴方向上的移动。
8、优选的,定位柱的上端设有螺纹,z轴方向上的限位机构包括开口垫片和限位螺母,所述开口垫片和限位螺母与定位柱配合,拧动限位螺母从而向下压紧待加工端盖,限制待加工端盖在z轴方向上的移动。
9、优选的,所述限位螺母为m10螺母。
10、优选的,所述限位装置包括弹性虎钳、内撑块和螺栓,所述弹性虎钳包括左右两部分,滑动安装在底板上,所述内撑块安装在左右两部分之间,内撑块上设有通孔,底板上设有螺纹孔,螺栓穿过通孔后旋入螺纹孔内,随着螺栓向下旋入螺纹孔所述内撑块向下运动并将弹性虎钳左右两部分向外推开,所述弹性虎钳左右两部分的结构与端盖周面的凸台面贴合,用以贴合端盖四周面上的凸台面,找正端盖位置,限制端盖绕z轴的转动。
11、优选的,所述螺栓为m10螺栓。
12、优选的,所述弹性虎钳的外撑套使用40cr调制,具有良好的综合力学性能。
13、优选的,定位柱的下端设有螺纹,所述底板上设有通孔,定位柱插入通孔后由锁紧螺母锁紧在底板上。
14、优选的,所述锁紧螺母为m16螺母。
15、优选的,所述底板上设有多个平行的定位机构,限位机构与定位机构相配合,所述限位装置设置在相邻两个定位机构之间。
16、优选的,所述底板的两侧连接有四轴连接盘,用于连接四轴加工中心,四轴加工中心通过四轴连接盘带动底板及其上的端盖旋转360°。
17、优选的,所述四轴连接盘通过螺钉与底板连接。
18、与现有技术相比,本发明具有以下有益效果:
19、(1)通过本发明可以同时完成端盖正反两个及四周面的钻孔攻丝加工,不需要更换夹具,减少了夹具数量,减少了装夹时间,提高了加工效率,而且减少了累计偏差,加工精度高。
20、(2)弹性虎钳贴合工件的凸台面,通过内撑块和螺栓将弹性虎钳的左右部分向外推开,从而限制端盖绕z轴的转动,结构简单,操作方便。
21、(3)使用定位柱与端盖已车加工的内孔相配合,从而限制端盖在x轴和y轴方向上的移动,通过开口垫片和限位螺母向下压紧工件,从而限制端盖在z轴方向上的移动,结构简单,易于实现,能够很好的对工件进行定位和限位。
技术特征:
1.一种加工端盖钻孔攻丝的装置,其特征在于,包括底板,安装在底板上的定位机构,与定位机构配合使用的限位机构和限位装置;
2.根据权利要求1所述的一种加工端盖钻孔攻丝的装置,其特征在于,x轴、y轴方向上的定位机构为安装在底板上的定位柱,所述定位柱与端盖上已车加工的内孔配合,限制待加工端盖在x轴、y轴方向上的移动。
3.根据权利要求2所述的一种加工端盖钻孔攻丝的装置,其特征在于,定位柱的上端设有螺纹,z轴方向上的限位机构包括开口垫片和限位螺母,所述开口垫片和限位螺母与定位柱配合,向下压紧待加工端盖,限制待加工端盖在z轴方向上的移动。
4.根据权利要求3所述的一种加工端盖钻孔攻丝的装置,其特征在于,所述限位螺母为m10螺母。
5.根据权利要求2所述的一种加工端盖钻孔攻丝的装置,其特征在于,所述限位装置包括弹性虎钳、内撑块和螺栓,所述弹性虎钳包括左右两部分,滑动安装在底板上,所述内撑块安装在左右两部分之间,内撑块上设有通孔,底板上设有螺纹孔,螺栓穿过通孔后旋入螺纹孔内,随着螺栓向下旋入螺纹孔所述内撑块向下运动并将弹性虎钳左右两部分向外推开,所述弹性虎钳左右两部分的结构与端盖周面的凸台面贴合。
6.根据权利要求5所述的一种加工端盖钻孔攻丝的装置,其特征在于,所述螺栓为m10螺栓。
7.根据权利要求2所述的一种加工端盖钻孔攻丝的装置,其特征在于,定位柱的下端设有螺纹,所述底板上设有通孔,定位柱插入通孔后由锁紧螺母锁紧在底板上。
8.根据权利要求1所述的一种加工端盖钻孔攻丝的装置,其特征在于,所述底板上设有多个平行的定位机构,限位机构与定位机构相配合,所述限位装置设置在相邻两个定位机构之间。
9.根据权利要求1所述的一种加工端盖钻孔攻丝的装置,其特征在于,所述底板的两侧连接有四轴连接盘,用于连接四轴加工中心,四轴加工中心通过四轴连接盘带动底板及其上的端盖旋转360°。
10.根据权利要求9所述的一种加工端盖钻孔攻丝的装置,其特征在于,所述四轴连接盘通过螺钉与底板连接。
技术总结
本发明涉及一种加工端盖钻孔攻丝的装置,包括底板,安装在底板上的定位机构,与定位机构配合使用的限位机构和限位装置;底板上设有加工孔,定位机构包括X轴、Y轴方向上的定位机构,限位机构包括Z轴方向上的限位机构,限位装置包括限制绕Z轴方向转动的限位装置。与现有技术相比,本发明可以同时完成端盖正反两个及四周面的钻孔攻丝加工,不需要更换夹具,减少了装夹时间,提高了加工效率,而且减少了累计偏差,加工精度高。
技术研发人员:胡晓桦,王佳伟,于志国
受保护的技术使用者:上海国上机电科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!