一种热水器内胆生产用焊接设备及其操作方法与流程
本发明属于热水器内胆,具体的说是一种热水器内胆生产用焊接设备及其操作方法。
背景技术:
1、热水器内胆是热水器中用于存储水的装置,其必须符合保温、耐压、不生锈、无水垢、不渗水的要求,现在的热水器内胆主要是不锈钢内胆,其优点是内胆材质好、强度高、耐高温、抗腐蚀、性能稳定,不易生锈。由于热水器内胆一旦损坏难以修复,其制造工艺显得相当重要;众所周知,不锈钢内胆很难焊接,其中最大隐患是焊缝工艺。
2、现有技术中,在对内胆进行直缝焊接时,需要外在力将矩形板材进行挤压,让矩形板材两侧进行贴合,形成环形状,然后通过焊接装置进行焊接,但是现有焊接装置存在以下问题:第一,在对矩形板材进行挤压贴合时,因外力受力不均,易导致贴合错位,需要多次人工调整,且调整不便,后续在贴合位置也易出现轻微高度差,影响直缝焊接质量,也影响后续内胆和封头的焊接;第二,在将矩形板材进行挤压贴合后,此时直缝位置不定,需要调整焊接头和直缝的相对位置,调整操作繁琐,浪费大量的工作时间,造成焊接效率低下。
3、为此,本发明提供一种热水器内胆生产用焊接设备及其操作方法。
技术实现思路
1、为了弥补现有技术的不足,以解决在对矩形板材进行挤压贴合时,因外力受力不均,易导致贴合错位,需要多次人工调整,且调整不便,后续在贴合位置也易出现轻微高度差,影响直缝焊接质量,也影响后续内胆和封头的焊接的问题和在将矩形板材进行挤压贴合后,此时直缝位置不定,需要调整焊接头和直缝的相对位置,调整操作繁琐,浪费大量的工作时间,造成焊接效率低下的问题,本发明提出的一种热水器内胆生产用焊接设备及其操作方法。
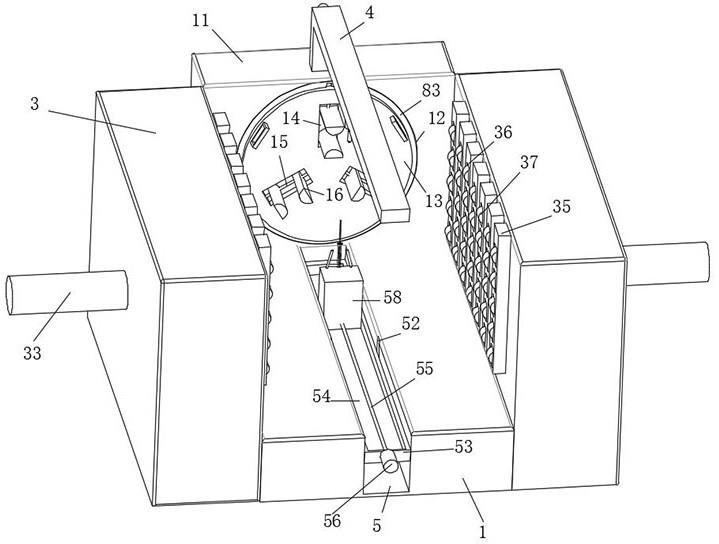
2、本发明解决其技术问题所采用的技术方案是:本发明所述的一种热水器内胆生产用焊接设备,包括底座;所述底座侧壁上固接有第一固定座;所述第一固定座侧壁上开设有圆形槽;所述圆形槽内设有圆盘;所述圆盘上设有第一凹槽,且第一凹槽为三组,第一凹槽朝向圆盘中心点设置;所述第一凹槽内转动连接有第一丝杠;所述第一丝杠上通过丝杠螺母副连接有一对弧形块,且一对弧形块对称设置,弧形块滑动连接在第一凹槽内;所述第一丝杠通过动力件转动;所述底座中部设有定位片,且定位片所在竖直面和圆盘中心点所在竖直面相互重合;所述第一固定座侧壁上设有第一电机,且第一电机的输出端设有第一转动轴;所述第一转动轴带动圆盘转动;所述第一固定座上固接有l形杆,且l形杆上设有焊接件;所述l形杆位于定位片的正上方;所述定位片通过移动件移动;现有技术中,在对内胆进行直缝焊接时,需要外在力将矩形板材进行挤压,让矩形板材两侧进行贴合,形成环形状,然后通过焊接装置进行焊接,但是现有焊接装置存在以下问题:第一,在对矩形板材进行挤压贴合时,因外力受力不均,易导致贴合错位,需要多次人工调整,且调整不便,后续在贴合位置也易出现轻微高度差,影响直缝焊接质量,也影响后续内胆和封头的焊接;第二,在将矩形板材进行挤压贴合后,此时直缝位置不定,需要调整焊接头和直缝的相对位置,调整操作繁琐,浪费大量的工作时间,造成焊接效率低下;为此本发明在工作时,通过机械手将已经处于弯曲状态的矩形板材放入第一凹槽内的一对弧形块之间,因此时矩形板材的底端处于轻微开口状态,在放置时,让矩形板材的开口底端通过定位片,此时定位片通过矩形板材底端开口并伸入矩形板材内,然后开动动力件带动第一丝杠转动,进而带动一对弧形块相向移动,进而对弯曲状态下的矩形板材进行趋向圆形进行挤压,在挤压时,因放置位置不可能保证矩形开口中心处和定位片处于同一竖直面上,通过定位片的设置,能够让正在弯曲的矩形板材的一侧贴合壁先和定位片碰撞时,通过三组弧形块的挤压进行微调处理,以保证在弯曲矩形板材趋向于圆形时,此时两侧贴合边的中心面和定位片中心面相互重合,重合后,通过移动件将定位片移出,同时在进行将矩形板材趋向圆形时,此时三组第一凹槽内的弧形块的挤压力处于均匀状态,有效避免出现错位的情况,然后通过第一电机带动圆盘转动180°,让直线贴合处,从最低端上升到最上端,因此时焊接件的竖直面和定位片的竖直面相互重合,即将焊接的直线处和焊接件的位置相互对应,直接进行焊接处理,无需额外再次进行对缝操作,通过上述弧形块的挤压和定位片的设置,能够让弯曲矩形板材受力均匀,让其均匀趋向于圆形,同时在进行趋圆处理后,通过转动180°,完成焊接件和直线贴合处的位置的对应,不仅能够有效提高焊接质量,也能够大幅度提高整体的焊接工作效率,避免大量无用功的时间浪费。
3、优选的,所述动力件包括第二电机;所述圆盘内开设有第一环形腔;所述第一丝杠端部伸入第一环形腔内并固接有第一齿轮;所述第一环形腔内转动连接有环形齿条;所述环形齿条的侧壁和第一齿轮相互啮合;所述圆盘内开设有第一空腔,且第一空腔和第一环形腔相互连通;所述第一空腔内固接有第二电机,且第二电机的输出端设有第二齿轮;所述第二齿轮和环形齿条的内环壁相互啮合;工作时,第二电机带动第二齿轮转动,进而通过第二齿轮和环形齿条相互啮合带动环形齿条转动,环形齿条转动会因与第一齿轮的啮合,进而带动第一丝杠转动,进而进行将位于第一凹槽内的一对弧形块相对运动,且运动距离相同(只能对单一尺寸的内胆进行挤压趋圆处理),进而保证受力均匀性。
4、优选的,所述底座两侧侧壁上均固接有第二固定座;所述第二固定座内开设有第二空腔;所述第二空腔内滑动连接有移动板;所述第二固定座侧壁上固接有第一液压缸,且第一液压缸的液压杆和移动板固接;所述移动板上固接有一组连接杆,且连接杆一端伸出第二固定座外并固接有推块;所述推块侧壁上开设有一组第二凹槽,且第二凹槽内转动连接有滚轮;工作时,因挤压力只在内胆的端部进行受力,会导致远离第一固定座的内胆的直线缝隙处于打开状态,为了避免后期焊接时,出现焊缝张开不均影响焊接质量的情况,故设有第二固定座,第二固定座上能够通过第一液压缸推动移动板,移动板通过连接杆推动推块移动,进而对趋圆的矩形板材进行挤压,因靠近第一固定座的焊接基本处于贴合状态,进而让后续起到导向作用,推块的挤压,能够让内胆整体挤压贴合,不会出现错位的情况。
5、优选的,所述焊接件包括焊接头;所述l形杆底端中部开设有第一滑槽;所述第一滑槽内转动连接有第二丝杠;所述第二丝杠通过丝杠螺母副连接有第一滑块,第一滑块滑动连接在第一滑槽内;所述第一滑块底端固接有第二液压缸,且第二液压缸的液压杆上设有焊接头;所述焊接头所在竖直面和定位片所在竖直面相互重合;所述l形杆侧壁上固接有第三电机,且第三电机的输出端和第二丝杠相互连通;所述第二液压缸上设有测距传感器;工作时,在直线贴合缝处于最高端时,此时通过开动第三电机,进而调动第一滑块移动,同时第二液压缸会通过测距传感器对焊缝位置的高度进行判断,进而通过液压杆进行下移焊接头,保证合适的焊接距离,进一步保证焊接质量。
6、优选的,所述移动件包括移动座;所述底座上开设有第二滑槽;所述第二滑槽内设有移动座;所述移动座顶端开设有第三滑槽;所述第三滑槽内转动连接有第三丝杠,且第三丝杠通过丝杠螺母副连接有移动箱,移动箱滑动连接在第三滑槽内;所述定位片设置在移动箱顶端上;所述移动座侧壁上固接有第四电机,且第四电机的输出端和第三丝杠相互连接;工作时,定位片定位结束后,通过开动第四电机,进而带动第三丝杠转动,第三丝杠转动会带动移动箱移动,移动箱移动会带动定位片移动,因此时会通过推块和弧形块让弯曲的矩形板材处于趋圆状态,且此时定位片会跟两侧贴合壁相互贴合,因此通过移动箱移动定位片时,定位片会对贴合壁进行刮料处理,能够有效清除两侧贴合壁上的杂质,保证后续两侧贴合壁的贴合距离,进而保证后续焊接质量。
7、优选的,所述移动箱内开设有第三空腔;所第三空腔侧壁上固接有第五电机;所述第五电机的输出端固接有转动盘;所述转动盘上转动连接有销钉;所述第三空腔远离第五电机侧壁上滑动连接有回形板;所述销钉滑动连接在回形板内壁上;所述定位片底端伸入第三空腔内并固接在回形板上;工作时,在移动箱移动时,此时开动第五电机,第五电机会通过带动转动盘转动进而带动回形板上下循环移动,回形板上下循环移动会带动定位片在移动处,进行循环上下移动,进一步保证清除质量。
8、优选的,所述移动箱顶端转动连接有一对关于定位片对称分布的弹性伸缩杆;所述弹性伸缩杆顶端固接有研磨轮;所述第二滑槽底端固接有第三液压缸,且第三液压缸的液压杆固接在移动座底端;所述第二滑槽两侧壁上开设有导向槽;所述移动座两侧侧壁上固接有导向块;所述导向块滑动连接在导向槽内;所述弹性伸缩杆通过转动件转动;工作时,在矩形板材趋圆后,此时要移动定位片时,通过第三液压缸让移动座上移,进而让定位片上移,同时让研磨轮和贴合缝的外侧壁相互贴合,在移动箱移动时,此时会通过转动件带动弹性伸缩杆转动,进而带动研磨轮转动,研磨轮转动会对即将焊缝的位置处进行初步打磨处理,去除其表面杂质,同时去除氧化层,增强后续焊接的牢固性。
9、优选的,所述转动件包括第一斜齿轮;所述弹性伸缩杆底端伸入第三空腔内并固接有第一斜齿轮;所述第三空腔侧壁上转动连接有第二转动轴;所述第二转动轴上固接有第二斜齿轮和第三齿轮;所述转动盘外侧壁上固接有齿块;所述第一斜齿轮和第二斜齿轮相互啮合;所述第三齿轮和转动盘外的齿块相互啮合;工作时,在第五电机转动时,会带动转动盘转动,因转动盘齿轮和第三齿轮啮合,进而带动第二转动轴转动,第二转动轴转动会带动第二斜齿轮转动,第二斜齿轮转动会带动第一斜齿轮转动,进而带动弹性伸缩杆转动,通过研磨轮顶部对焊接缝外壁进行研磨处理。
10、优选的,所述研磨轮外侧壁固接有一组清扫片;所述清扫片和定位片外侧壁上相互接触;所述移动箱设有一对对称分布的吹气管;工作时,研磨轮转动时,清扫片会对上下循环的定位片表面进行清理,保证定位片的研磨刮除效果,吹气管对研磨处进行吹气清理,避免杂质的残留。
11、优选的,所述第一转动轴包括第三转动轴;所述第三转动轴和第一电机的输出端相互连接;所述第三转动轴侧壁上开设有方形槽;所述圆盘侧壁上固接有方形杆;所述方形杆滑动连接在方形槽内;所述圆形槽开口处转动连接有圆环;所述圆环上开设有l形通槽;所述圆盘上固接有限位块;所述圆盘上固接有挂柄;工作时,因此时设置的圆盘能够对单一尺寸的内径的内胆进行操作,故在需要对不同尺寸的内胆进行操作时,此时按住圆环,让限位块脱离l形通槽,然后拉出圆盘,更换对应尺寸的圆盘,让限位块对准l形通槽,同时,方形杆插入方形槽内,完成拆卸更换的操作,能够方便对不同内胆的直缝焊接处理。
12、如图所示,一种热水器内胆生产用焊接设备的操作方法,该操作方法适用于上述的一种热水器内胆生产用焊接设备,该方法步骤如下所示:
13、s1:通过机械手将弯曲的矩形板材放入圆盘上,通过动力件带动一对弧形块相向运行进行夹持,同时通过定位片对弯曲矩形板材的贴合边进行定位处理,然后通过移动件移出定位片;
14、s2:通过第一电机带动圆盘转动180°,让趋圆的矩形板材转动,让其贴合缝从最低端转至最高端;
15、s3:通过推块对趋圆的矩形板材进行挤压处理,保证贴合缝的贴合紧密,然后通过焊接件对直缝进行焊接处理。
16、本发明的有益效果如下:
17、1.本发明所述的一种热水器内胆生产用焊接设备及其操作方法,通过弧形块的挤压和定位片的设置,能够让弯曲矩形板材受力均匀,让其均匀趋向于圆形,同时在进行趋圆处理后,通过转动180°,完成焊接件和直线贴合处的位置的对应,不仅能够有效提高焊接质量,也能够大幅度提高整体的焊接工作效率,避免大量无用功的时间浪费。
18、2.本发明所述的一种热水器内胆生产用焊接设备及其操作方法,通过第三液压缸让移动座上移,进而让定位片上移,同时让研磨轮和贴合缝的外侧壁相互贴合,在移动箱移动时,此时会通过转动件带动弹性伸缩杆转动,进而带动研磨轮转动,研磨轮转动会对即将焊缝的位置处进行初步打磨处理,去除其表面杂质,同时去除氧化层,增强后续焊接的牢固性。
- 还没有人留言评论。精彩留言会获得点赞!