精冲机板带自动送料、步距检测闭环控制装置的制作方法
本发明涉及机械制造,具体是一种用于精冲机等大型冲压设备的自动送料、步距检测闭环控制装置。
背景技术:
1、随着汽车等现代工业的快速发展,比如冲压机或精冲机等大型冲压设备的使用越来越多,吨位越来越大,而冲压设备的模具也是越来越复杂,有单工位和多工位的模具。为提高设备模具的送料精度和减少送料时间,通常采用通过一定比例关系间接送料技术,也就是通过伺服电机和设定一定传动比的夹送板带机构,按理论计算的伺服电机的转动圈数来送料,但送料过程基本都是开环控制,即模具要求送料精度有公差要求,送料步距大了或小了,都会造成模具的叠料或欠料,使送料精度满足不了冲压生产的要求,这样就会造成价格昂贵的模具损坏或报废,影响冲压工序的正常操作,并给设备、模具和操作人员带来安全风险。
技术实现思路
1、为克服现有技术的不足,本发明的发明目的在于提供一种精冲机板带自动送料、步距检测闭环控制装置,以解决精冲机板带送料步距不稳定和精确度不高的问题。
2、为实现上述发明目的,本发明的伺服电机通过齿轮一带动双联齿轮转动,双联齿轮经中间齿轮通过齿轮二带动下夹送辊旋转,双联齿轮通过传动轴一、传动轴二经齿轮三、齿轮四带动上夹送辊旋转,上夹送辊和下夹送辊通过相同转速和相反旋转方向,把板带往前夹送;辊座的两端分别通过轴承与传动轴一、传动轴二转动连接,辊座的两端还通过轴承十、轴承十一与上夹送辊连接,上油缸一和上油缸二的活塞杆一、活塞杆二抵在与上夹送辊连接的辊座处的上面,下油缸的活塞杆抵在辊座的下面,下油缸的尾部带有位移传感器,上油缸一和上油缸二的柱塞进油,下油缸的柱塞出油,上油缸一、上油缸的活塞杆一、活塞杆二把辊座往下压,辊座绕传动轴一、传动轴二的轴线摆动旋转,通过上夹送辊把板带夹紧在上夹送辊与下夹送辊中间。
3、打滑监测组件由上部组件和下部组件组成;上部组件的气缸底座通过螺钉一与支架连接,上部组件的带导柱气缸通过螺钉二固定在气缸底座上,检测辊安装在由横板、侧板一和侧板二经螺钉三组成的u字型框架里,在检测辊和侧板一及侧板二间安装有轴承十二和轴承十三,轴承十二和轴承十三分别通过其外侧的挡圈一、挡圈二定位,在检测辊的轴端安装有可以实现送料步距监控的编码器,u字型框架通过螺钉四、销钉与气缸活塞杆连结为一体,气缸活塞杆带动u字型框架上、下移动。由于检测辊的监测,可以避免上夹送辊和下夹送辊之间,因板带的送料摩擦力不足打滑或送料步距不够,或上夹送辊压力过大所造成板带被压延送料、步距过长的情况发生。
4、下部组件的底座通过螺钉五与支架连接,下部组件的底座与轴承座一、轴承座二连接,固定辊通过轴承十四和轴承十五装在轴承座一、轴承座二的内孔中,由非金属材料制作的导板安装在轴承座一、轴承座二上,固定辊凸出在导板外,螺钉六把轴承座一、轴承座二连接在底座上。
5、所述带导柱气缸经气缸控制阀与控制系统连接,上油缸一、上油缸二、下油缸经油缸控制阀与控制系统连接,伺服电机经伺服电机控制器与控制系统连接,装在下油缸上的位移传感器、装在检测辊上的编码器与控制系统连接,润滑循环系统与控制系统连接。
6、所述伺服电机固定在箱体上,齿轮一与伺服电机的输出轴连接;传动轴一的一端通过轴承和轴承端盖一连接在箱盖二上,传动轴二的一端通过轴承和轴承端盖二连接在箱盖一上,传动轴一和传动轴二通过联轴器连接为一体,双联齿轮装在传动轴一的一端,双联齿轮与齿轮一相啮合;下夹送辊的两端通过轴承连接在箱体上,齿轮二装在下夹送辊的一端,中间齿轮通过中间齿轮轴和轴承安装在箱体上,双联齿轮与中间齿轮相啮合,中间齿轮与齿轮二相啮合;齿轮三装在传动轴二的一端,齿轮三与齿轮四相啮合,齿轮四装在上夹送棍的轴端,齿轮三与齿轮四、上夹送辊置于辊座内。
7、所述箱体上设有用于辊座极限位置限位的限位柱。
8、本发明与现有技术相比,具有以下优点:
9、1、伺服控制系统具备快速的启动、停止、较大的加、减加速度以及较小的定位误差和重复定位误差等功能,既缩短了送料过渡时间,又可保证送料步距精度。
10、2、通过机械、液压和电控的协同配合,能实现自动送料及步距监控闭环控制,当打滑监测组件监测到送料步距与系统设定值不一致(或误差超过设定比值),控制系统即给设备发讯,控制设备暂停工作,且报警,可提高设备和模具的安全性能,消除设备操作人员的安全隐患,降低送料机构的精度,综合降低设备成本。
11、3、可以避免上夹送辊和下夹送辊间因板带送料摩擦力不够打滑,造成送料步距不够,或上夹送辊压力过大造成板带被压延,致使送料步距过长的情况发生,通过控制系统协同控制各传感器和执行元件,可以合理设定用于不同材料板带、不同强度板带和不同宽度板带的上夹送辊压力值,保证送料步距的精确和闭环控制,最大限度保护模具、设备和操作人员的安全。
技术特征:
1.一种精冲机板带自动送料、步距检测闭环控制装置,其特征在于:
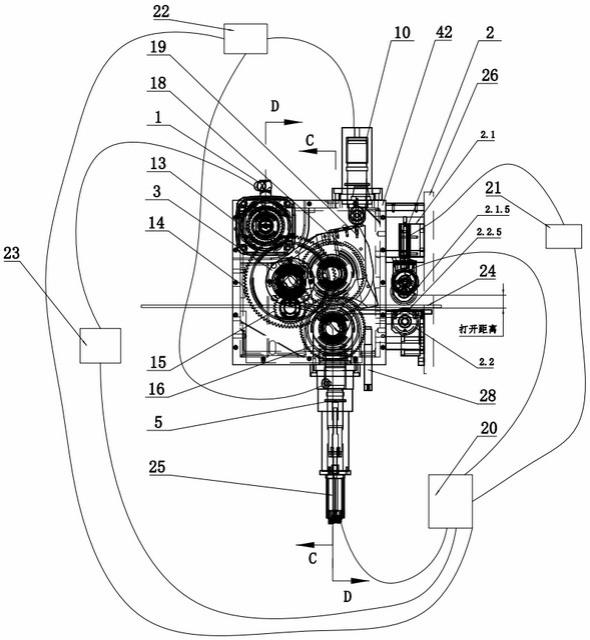
2.根据权利要求1所述的精冲机板带自动送料、步距检测闭环控制装置,其特征在于:所述带导柱气缸(2.1.8)经气缸控制阀(21)与控制系统(20)连接,上油缸一(9)、上油缸二(10)、下油缸(5)经油缸控制阀(22)与控制系统(20)连接,伺服电机(1)经伺服电机控制器(23)与控制系统(20)连接,装在下油缸(5)上的位移传感器(25)、装在检测辊(2.1.5)上的编码器(2.1.1)与控制系统(20)连接,润滑循环系统(45)与控制系统(20)连接。
3.根据权利要求1所述的精冲机板带自动送料、步距检测闭环控制装置,其特征在于:所述伺服电机(1)固定在箱体(27)上,齿轮一(13)与伺服电机(1)的输出轴连接;传动轴一(7)的一端通过轴承和轴承端盖一(3)连接在箱盖二(42)上,传动轴二(7a)的一端通过轴承和轴承端盖二(3a)连接在箱盖一(41)上,传动轴一(7)和传动轴二(7a)通过联轴器(4)连接为一体,双联齿轮(14)装在传动轴一(7)的一端,双联齿轮(14)与齿轮一(13)相啮合;下夹送辊(8)的两端通过轴承连接在箱体(27)上,齿轮二(16)装在下夹送辊(8)的一端,中间齿轮(15)通过中间齿轮轴和轴承安装在箱体(27)上,双联齿轮(14)与中间齿轮(15)相啮合,中间齿轮(15)与齿轮二(16)相啮合;齿轮三(17)装在传动轴二(7a)的一端,齿轮三(17)与齿轮四(18)相啮合,齿轮四(18)装在上夹送棍(11)的轴端,齿轮三(17)与齿轮四(18)、上夹送辊(11)置于辊座(19)内。
4.根据权利要求3所述的精冲机板带自动送料、步距检测闭环控制装置,其特征在于:所述箱体(27)上设有用于辊座(19)极限位置限位的限位柱(28)。
技术总结
一种精冲机板带自动送料、步距检测闭环控制装置,用于冲压前的板带送料。打滑监测组件的上部组件带导柱气缸与支架连接,检测辊安装在U字型框架里,在检测辊与U字型框架间安装有轴承,检测辊轴端安装有编码器,U字型框架通过与气缸活塞杆连结为一体;下部组件的底座与支架连接,底座与轴承座连接,固定辊通过轴承装在轴承座的内孔中,导板安装在轴承座上,固定辊凸出在导板外。本发明通过机械、液压和电控的协同配合,能实现自动送料及步距监控闭环的精准控制,可避免上夹送辊和下夹送辊间因板带送料摩擦力不够打滑,造成送料步距不够,或上夹送辊压力过大造成板带被压延,致使送料步距过长的情况发生,最大限度保护模具、设备和操作人员的安全。
技术研发人员:秦志洪,赵林昌,李明明,高立峰,张艺炜,刘玉波,李文喜
受保护的技术使用者:襄阳博亚精工装备股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!