一种气保焊丝钢盘条在线软化、改善混晶的生产方法与流程
1.本发明涉及轧制技术领域,尤其涉及一种气保焊丝钢盘条在线软化、改善混晶的生产方法。
背景技术:
2.高速线材的轧制是在规定的孔型系统中完成的,变形条件基本固定,各道次的变形参数已确定,因此,高速线材生产的核心控制就是控温轧制。包括两方面,一个是轧制过程的控制,另一个是冷却过程的控制,即控制轧制和控制冷却,简称控轧控冷。
3.延迟型为缓慢冷却型,需要盖保温罩,停止送风,盘卷在斯太尔摩辊道上缓慢行进。延迟型冷却用于要求有良好的塑性和韧性的产品。控冷关键是使奥氏体分解在适合的温度下进行,并延长分解转变时间,以便得到适量的铁素体和少量的珠光体。延迟型的技术参数一般为:辊道首段速度0.1~0.5m/s,冷却速率为0.4~5℃/s,适合生产低碳钢、冷镦钢、焊接用钢等。包钢线材生产线的斯太尔摩冷却线长度有限,一般线材生产线的斯太尔摩冷却线长度在100~120米,而包钢的仅有80米,对于si、mn合金含量较高的气保焊丝钢时,就突显出斯太尔摩冷却线长度有限的弊端。
技术实现要素:
4.本发明的目的是提供一种气保焊丝钢盘条在线软化、改善混晶的生产方法,主要是针对包钢线材斯太尔摩生产线存在较短的局限性,以解决er70s-6气保焊丝钢强度偏高和混晶超标的问题。
5.为解决上述技术问题,本发明采用如下技术方案:
6.本发明一种气保焊丝钢盘条在线软化、改善混晶的生产方法,包括:
7.1)碳含量控制在0.05~0.08%。残余元素总量高时,钢材淬透性明先升高,也会影响抗拉强度的一个因素,要求ni+cr+cu≤0.10%,al≤0.004%;
8.2)对加热炉温度微调,预热段、加热段、均热段温度按中下限控制,控制范围1125~1140℃,严格控制加热时间,不能超过1h30min;
9.3)开轧温度1040
±
20℃,入精轧温度950
±
20℃,吐丝温度930℃
±
10℃,起步辊道速度0.25m/s,同时要控制出保温罩到集卷筒之间的冷却速度不能大于2℃/s。
10.进一步的,所述气保焊丝钢的化学成分以质量百分比计为:c0.05~0.08%,si0.80~0.89%,mn1.40~1.49%,p≤0.020%,s0.006~0.020%,ni+cr+cu≤0.10%,al≤0.006%,其余为fe和其它不可避免的杂质。
11.进一步的,所生产的气保焊丝钢盘条在搭接点和非搭接点的性能差控制在26mpa以内,抗拉强度整体降低,抗拉强度在489~515mpa之间。
12.与现有技术相比,本发明的有益技术效果:
13.本发明降低了er70s-6气保焊丝钢的抗拉强度,同时改善了盘条的异常混晶组织。
附图说明
14.下面结合附图说明对本发明作进一步说明。
15.图1为搭接点、非搭接点取样位置;
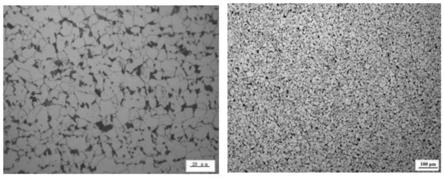
16.图2为调整前er70s-6气保焊丝钢盘条的显微组织;
17.图3为调整后er70s-6气保焊丝钢盘条的显微组织。
具体实施方式
18.本发明提供一种气保焊丝钢盘条在线软化、改善混晶的生产方法:
19.为了分析抗拉强度高、混晶超标问题的真正原因,通过文献调研,关键影响因素一:化学成分中的碳含量、残余元素总量,碳含量是决定钢材力学性能的最主要因素,在碳含量不超过1.0%,随着碳含量的增加,抗拉强度、屈服强度、硬度等性能都增加,而塑性、韧性下降,因此碳含量是影响焊丝钢抗拉强度的最主要因素,碳含量控制在0.05~0.08%。残余元素总量高时,钢材淬透性明先升高,也会影响抗拉强度的一个因素,要求ni+cr+cu≤0.10%,al≤0.004%。
20.关键影响因素二:加热炉温度、时间,包括塑性变形前的加热温度和固溶处理时的加热温度,温度对原子的扩散能力有重要影响。随着温度的升高,原子(特别是晶界原子)的移动、扩散能力不断增强,晶粒之间并吞速度加剧,晶粒的这种长大可以在很短的时间内完成。晶粒随温度升高而长大是一种必然现象,而原始晶粒尺寸较大,盘条最终的晶粒尺寸较大,er70s-6焊丝钢抗拉强度相对较低。但加热温度不能过于高,根据铁橄榄石fe2sio4生成条件,在温度≤1150℃时,si元素对氧化有阻碍作用;在温度≥1150℃时,易形成难以去除的feo-fe2sio4相,对加热炉温度微调,预热段、加热段、均热段温度按中下限控制,控制范围1125~1140℃,严格控制加热时间,不能超过1h30min,遇到事故要及时降温。
21.关键影响因素三:开轧温度、入精轧温度,吐丝温度以及斯太尔摩冷却线控冷工艺,为了降低抗拉强度和减少混晶的出现,轧制过程中控冷水开启尽量减少,因此,开轧温度1040
±
20℃,入精轧温度950
±
20℃,吐丝温度930℃
±
10℃,起步辊道速度0.25m/s,同时要控制出保温罩到集卷筒之间的冷却速度不能大于2℃/s,避免出现马氏体组织。
22.实施例1
23.本发明目的是降低er70s-6气保焊丝钢的抗拉强度,同时改善了盘条的异常混晶组织,本专利涉及的er70s-6气保焊丝钢成分:c0.05~0.08%,si0.80~0.89%,mn1.40~1.49%,p≤0.020%,s0.006~0.020%,ni+cr+cu≤0.10%,al≤0.006%,其余为fe和其他残余元素,具体实例成分如下表。
[0024][0025]
包钢生产er70s-6气保焊丝钢工艺调整前:
[0026]
1#出口温度:980
±
20℃。精轧入口温度:900
±
20℃。吐丝温度:860℃
±
10℃。保温罩:全关闭包括前两组,辊道速度(见下表),风机:全关。
[0027][0028][0029]
取搭接处和非搭接处进行力学性能检验,如下表所示。调整工艺前搭接点和非搭接点的性能差控制在24mpa以内,非搭接点抗拉强度明先高于搭接点,而且整体偏高,抗拉强度在515~534mpa之间。搭接点、非搭接点取样位置如图1所示,位置1、3为非搭接点,2、4为搭接点。
[0030]
试样编号位置抗拉强度/mpa试样编号位置抗拉强度/mpa3-1非搭接点530.683-2搭接点529.103-3非搭接点534.363-4搭接点525.164-1非搭接点522.754-2搭接点521.09
4-3非搭接点522.954-4搭接点515.645-1非搭接点538.485-2搭接点529.455-3非搭接点539.415-4搭接点519.54
[0031]
包钢生产er70s-6气保焊丝钢工艺调整后:
[0032]
1#出口温度:1040
±
20℃。精轧入口温度:950
±
20℃按上限控。吐丝温度:930℃
±
10℃。保温罩:全关闭包括前两组,具体测温实例和辊道速度如下表所示,风机:全关。
[0033][0034][0035][0036]
同样按照相同取样方法取搭接处和非搭接处进行力学性能检验,如下表所示。调整工艺后搭接点和非搭接点的性能差控制在26mpa以内,抗拉强度整体降低,抗拉强度在489~515mpa之间。
[0037]
试样编号位置抗拉强度/mpa试样编号位置抗拉强度/mpa9-1非搭接点505.499-2搭接点509.639-3非搭接点511.139-4搭接点491.069-5非搭接点506.009-6搭接点488.839-7非搭接点504.839-8搭接点493.9210-1非搭接点496.1710-2搭接点508.2510-3非搭接点508.7510-4搭接点508.3410-5非搭接点492.9010-6搭接点514.9010-7非搭接点496.1810-8搭接点511.57
[0038]
图2和图3是调整前后er70s-6气保焊丝钢盘条的显微组织,由于轧制过程减少了控冷水的水量,盘条混晶组织得到明显改善。
[0039]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1