一种镍片自添加的锂电池组点焊装置的制作方法
1.本发明涉及锂电池组加工领域,尤其涉及一种镍片自添加的锂电池组点焊装置。
背景技术:
2.锂电池是在我们日常生活中较为常见的电池,随着科学技术的发展,锂电池得到了广泛的应用,锂电池具有高容量、寿命长、重量轻的优点。目前市场上的锂电池组大部分是由多个圆柱形锂电池拼装而成的,以增大锂电池组的容量,在锂电池组的生产加工过程中,需要通过镍片将多个圆柱形的锂电池点焊到一起,使圆柱形的锂电池之间相连接。
3.在点焊锂电池组的过程中,需要先将镍片放到锂电池组的上方,在进行点焊,现有技术通常是工作人员手动将镍片放置到锂电池组上方,放好镍片后需要人手动移动锂电池组,同时工作人员需要踩踏点焊机,使点焊机上的焊头向下焊接,然而通过人手动移动锂电池组难以精准地控制移动量,焊接的位置可能会出错,影响锂电池组的成品质量,还有可能会导致工作人员的手被焊头烫伤,且现有技术可能会出现漏焊的现象,如果有一个位置漏焊,会影响各圆柱形的锂电池之间的连接,进而影响锂电池组的成品质量。
4.如何设计一种能够便于精准地对锂电池组进行点焊、能够同时移动锂电池组并放置镍片、可以防止漏焊、能够对整个锂电池组进行完整焊接的镍片自添加的锂电池组点焊装置,成为目前要解决的问题。
技术实现要素:
5.本发明的目的在于提供一种镍片自添加的锂电池组点焊装置,包括有支架、工作面、滑动导条、电池组移动机构、点焊调节机构、点焊控制机构、镍片放置机构和镍片固定机构;
6.工作面,支架顶部固接有工作面;
7.滑动导条,工作面顶部右侧滑动式连接有滑动导条;
8.电池组移动机构,工作面上设有电池组移动机构且与滑动导条滑动式连接,电池组移动机构用于使锂电池组移动;
9.点焊调节机构,电池组移动机构上设有点焊调节机构;
10.点焊控制机构,工作面上设有点焊控制机构且与电池组移动机构连接;
11.镍片放置机构,支架上设有镍片放置机构,镍片放置机构用于在锂电池组顶部放置镍片;
12.镍片固定机构,电池组移动机构上设有镍片固定机构。
13.进一步的,电池组移动机构包括有电池组放置框、电动推杆、滑动架、第一复位弹簧、固定导条、固定块、第一固定条、第二固定条、楔形条、第二复位弹簧、转动条和第一扭力弹簧,滑动导条上滑动式连接有电池组放置框,工作面底部固定安装有电动推杆,工作面上滑动式连接有滑动架,滑动架与电动推杆的伸缩轴之间连接有第一复位弹簧,滑动架顶部固接有固定导条,固定导条与电池组放置框滑动式连接,电池组放置框底部前侧固接有七
块固定块,工作面顶部固接有第一固定条,第一固定条位于电池组放置框下方,工作面顶部固接有第二固定条,第二固定条位于第一固定条左方,第一固定条顶部后侧滑动式连接有楔形条,楔形条与第一固定条之间连接有两根第二复位弹簧,第二固定条后端转动式连接有转动条,转动条与第二固定条之间连接有两根第一扭力弹簧。
14.进一步的,点焊调节机构包括有缺齿齿条、连接条、磁环、固定板、转动板、转动杆、第二扭力弹簧、单齿齿轮、第三扭力弹簧、弧形档条、第一固定架、滑动卡架、第三复位弹簧、磁块和开关,滑动架下部固接有缺齿齿条,缺齿齿条前端固接有连接条,连接条的外层包覆有多个磁环,支架顶面后侧固接有两块固定板,固定板呈对称设置,位于右方的固定板上部转动式连接有转动板,位于左方的固定板上部转动式连接有转动杆,转动杆左端固接有单齿齿轮,单齿齿轮位于缺齿齿条上方,单齿齿轮与位于左方的固定板之间连接有第二扭力弹簧,缺齿齿条会与单齿齿轮接触,转动杆与转动板之间连接有第三扭力弹簧,转动板顶部固接有弧形档条,支架顶面后侧固接有第一固定架,第一固定架上部滑动式连接有滑动卡架,滑动卡架与第一固定架之间连接有第三复位弹簧,滑动卡架卡入至转动板右侧的卡槽内,滑动卡架下部固接有磁块,支架顶面后侧固接有开关。
15.进一步的,点焊控制机构包括有楔形导架、点焊机、焊头和第三固定条,固定导条顶部固接有楔形导架,工作面顶部后侧固接有点焊机,点焊机前侧下部滑动式连接有焊头,焊头上固接有第三固定条,第三固定条与楔形导架活动式配合。
16.进一步的,镍片放置机构包括有第二固定架、平齿轮、镍片放置框、滑动推架、第一齿条和第二齿条,工作面底部固接有第二固定架,第二固定架下部转动式连接有平齿轮,支架顶面前侧固接有镍片放置框,镍片放置框底部滑动式连接有滑动推架,滑动推架底部固接有第一齿条,第二固定架与平齿轮啮合,滑动架右侧固接有第二齿条,第二齿条同样与平齿轮啮合,平齿轮位于第二齿条与第一齿条之间。
17.进一步的,镍片固定机构包括有第三固定架和弹性夹紧片,固定导条顶部固接有第三固定架,第三固定架顶部固接有弹性夹紧片,弹性夹紧片位于镍片放置框下方。
18.进一步的,还包括有点焊稳定机构,点焊稳定机构设于支架上且与滑动架连接,点焊稳定机构包括有第四固定条、滑动条、挡块、楔形块、螺旋弹簧和推动杆,支架顶面前侧固接有第四固定条,第四固定条上部滑动式连接有滑动条,滑动条顶部固接有多块挡块,滑动架上固接有楔形块,从前至后数的第一块挡块与楔形块接触,滑动条与第四固定条之间连接有螺旋弹簧,电动推杆伸缩轴上固接有推动杆,推动杆位于滑动条上方,从前至后数的第二块挡块与推动杆接触。
19.与现有技术相比,本发明具有以下优点:
20.1、通过本装置内部零件的配合,电池组放置框会带着锂电池组一边前后往复运动,一边向左移动一定的距离,锂电池组每次移动的行程一定,便于焊头精准地对锂电池组进行点焊,避免点焊的位置出错,同时避免漏焊,提高了成品质量,实现了能够便于精准地对锂电池组进行点焊的目的。
21.2、通过该装置交替进行点焊和放置镍片,以完成对整个锂电池组的点焊,在点焊的过程中,弹性夹紧片可以将镍片夹紧,便于将镍片固定在合适的位置,防止在点焊的过程中镍片发生偏移,进一步地提高了该装置点焊时的精准性,达到了能够同时移动锂电池组并放置镍片的效果。
22.3、通过点焊调节机构和点焊控制机构的配合,每当电池组放置框及锂电池组向前运动一个单位,焊头就会完成一次点焊操作,便于焊头在合适的位置进行点焊,避免出现漏焊的现象,确保该装置完整地对锂电池组进行点焊。
23.4、通过点焊稳定机构,可以让电池组放置框及锂电池组在向后运动的过程中先停顿再迅速向后运动一定的距离,确保焊头有足够的时间完成点焊动作,同样可以防止出现漏焊的现象,进一步地保证了该装置能够对整个锂电池组进行完整焊接。
附图说明
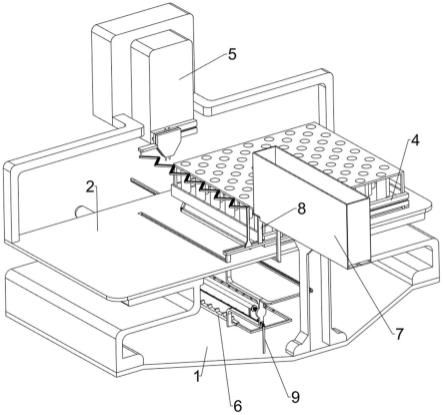
24.图1为本发明的立体结构示意图。
25.图2为本发明的部分立体结构示意图。
26.图3为本发明电池组移动机构的第一种部分立体结构示意图。
27.图4为本发明电池组移动机构的第一种部分拆分立体结构示意图。
28.图5为本发明电池组移动机构的第二种部分拆分立体结构示意图。
29.图6为本发明电池组移动机构的第二种部分立体结构示意图。
30.图7为本发明点焊调节机构的第一种部分立体结构示意图。
31.图8为本发明点焊调节机构的第二种部分立体结构示意图。
32.图9为本发明点焊调节机构的第三种部分立体结构示意图。
33.图10为本发明点焊控制机构的立体结构示意图。
34.图11为本发明镍片放置机构和镍片固定机构的立体结构示意图。
35.图12为本发明镍片放置机构的部分剖视立体结构示意图。
36.图13为本发明镍片固定机构的立体结构示意图。
37.图14为本发明点焊稳定机构的部分立体结构示意图。
38.图15为本发明a的放大立体结构示意图。
39.图中零部件名称及序号:1_支架,2_工作面,3_滑动导条,4_电池组移动机构,41_电池组放置框,42_电动推杆,43_滑动架,44_第一复位弹簧,45_固定导条,46_固定块,47_第一固定条,48_第二固定条,49_楔形条,411_第二复位弹簧,412_转动条,413_第一扭力弹簧,5_点焊调节机构,51_缺齿齿条,52_连接条,53_磁环,54_固定板,55_转动板,56_转动杆,561_第二扭力弹簧,57_单齿齿轮,58_第三扭力弹簧,59_弧形档条,511_第一固定架,512_滑动卡架,513_第三复位弹簧,514_磁块,515_开关,6_点焊控制机构,61_楔形导架,62_点焊机,63_焊头,64_第三固定条,7_镍片放置机构,71_第二固定架,72_平齿轮,73_镍片放置框,74_滑动推架,75_第一齿条,76_第二齿条,8_镍片固定机构,81_第三固定架,82_弹性夹紧片,9_点焊稳定机构,91_第四固定条,92_滑动条,93_挡块,94_楔形块,95_螺旋弹簧,96_推动杆。
具体实施方式
40.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
41.实施例1
42.一种镍片自添加的锂电池组点焊装置,如图1、图2、图3、图4、图5、图6、图7、图8、图
9、图10、图11、图12、图13所示,包括有支架1、工作面2、滑动导条3、电池组移动机构4、点焊调节机构5、点焊控制机构6、镍片放置机构7和镍片固定机构8,支架1顶部固接有工作面2,工作面2顶部右侧滑动式连接有滑动导条3,工作面2上设有电池组移动机构4且与滑动导条3滑动式连接,电池组移动机构4用于使锂电池组移动,电池组移动机构4上设有点焊调节机构5,工作面2上设有点焊控制机构6且与电池组移动机构4连接,在点焊调节机构5和点焊控制机构6的配合之下便于精准地点焊,支架1上设有镍片放置机构7,镍片放置机构7用于在锂电池组顶部放置镍片,电池组移动机构4上设有镍片固定机构8,镍片固定机构8用于将镍片夹紧。
43.电池组移动机构4包括有电池组放置框41、电动推杆42、滑动架43、第一复位弹簧44、固定导条45、固定块46、第一固定条47、第二固定条48、楔形条49、第二复位弹簧411、转动条412和第一扭力弹簧413,滑动导条3上滑动式连接有电池组放置框41,电池组放置框41上放置有锂电池组,工作面2底部固定安装有电动推杆42,工作面2上滑动式连接有滑动架43,滑动架43与电动推杆42的伸缩轴之间连接有用于复位的第一复位弹簧44,电动推杆42会通过第一复位弹簧44带动滑动架43运动,滑动架43顶部固定焊接有固定导条45,固定导条45与电池组放置框41滑动式连接,电池组放置框41底部前侧固接有七块固定块46,工作面2顶部通过焊接的方式连接有第一固定条47,第一固定条47位于电池组放置框41下方,工作面2顶部固接有第二固定条48,第二固定条48位于第一固定条47左方,第一固定条47顶部后侧滑动式连接有楔形条49,楔形条49与第一固定条47之间连接有两根第二复位弹簧411,第二固定条48后端转动式连接有转动条412,转动条412与第二固定条48之间连接有两根用于复位的第一扭力弹簧413。
44.点焊调节机构5包括有缺齿齿条51、连接条52、磁环53、固定板54、转动板55、转动杆56、第二扭力弹簧561、单齿齿轮57、第三扭力弹簧58、弧形档条59、第一固定架511、滑动卡架512、第三复位弹簧513、磁块514和开关515,滑动架43下部通过焊接的方式连接有缺齿齿条51,缺齿齿条51前端固接有连接条52,连接条52的外层包覆有多个磁环53,支架1顶面后侧固接有两块固定板54,固定板54呈对称设置,位于右方的固定板54上部转动式连接有转动板55,位于左方的固定板54上部转动式连接有转动杆56,转动杆56左端固接有单齿齿轮57,单齿齿轮57位于缺齿齿条51上方,单齿齿轮57与位于左方的固定板54之间连接有用于复位的第二扭力弹簧561,缺齿齿条51会与单齿齿轮57接触,转动杆56与转动板55之间连接有第三扭力弹簧58,转动板55顶部固接有弧形档条59,在转动板55复位时,弧形档条59可以暂时将滑动卡架512挡住,确保滑动卡架512可以重新卡到转动板55上的卡槽内,支架1顶面后侧固接有第一固定架511,第一固定架511上部滑动式连接有滑动卡架512,滑动卡架512与第一固定架511之间连接有第三复位弹簧513,滑动卡架512卡入至转动板55右侧的卡槽内,滑动卡架512下部固接有磁块514,磁环53会将磁块514磁吸,支架1顶面后侧固接有开关515,转动板55转动会按压开关515。
45.点焊控制机构6包括有楔形导架61、点焊机62、焊头63和第三固定条64,固定导条45顶部固定焊接有楔形导架61,工作面2顶部后侧固定安装有点焊机62,点焊机62前侧下部滑动式连接有焊头63,焊头63用于对锂电池组进行点焊,焊头63上固接有第三固定条64,第三固定条64与楔形导架61活动式配合。
46.镍片放置机构7包括有第二固定架71、平齿轮72、镍片放置框73、滑动推架74、第一
齿条75和第二齿条76,工作面2底部固接有第二固定架71,第二固定架71下部转动式连接有平齿轮72,支架1顶面前侧通过螺栓连接有镍片放置框73,镍片放置框73底部滑动式连接有滑动推架74,滑动推架74底部固接有第一齿条75,第二固定架71与平齿轮72啮合,滑动架43右侧固定焊接有第二齿条76,第二齿条76同样与平齿轮72啮合,平齿轮72位于第二齿条76与第一齿条75之间,第二齿条76会通过平齿轮72带动第一齿条75运动。
47.镍片固定机构8包括有第三固定架81和弹性夹紧片82,固定导条45顶部固接有第三固定架81,第三固定架81顶部固接有弹性夹紧片82,弹性夹紧片82用于将镍片夹紧,防止在点焊的过程中镍片发生偏移,弹性夹紧片82位于镍片放置框73下方。
48.当需要点焊锂电池组时,首先工作人员再将六片双排镍片放置在镍片放置框73内,位于最下方的双排镍片底部会与弹性夹紧片82顶部接触,接着工作人员手动将待加工的锂电池组放置到电池组放置框41上,工作人员手动将弹性夹紧片82向上拉动,再将一片单排镍片放置到锂电池组顶部左侧,然后工作人员松开弹性夹紧片82,弹性夹紧片82会将单排镍片夹紧,防止在后续点焊的过程中单排镍片发生偏位,便于后续将单排镍片点焊到锂电池组上,接着工作人员手动控制电动推杆42收缩,电动推杆42会通过第一复位弹簧44带动滑动架43及其上装置向后运动,在此过程中第二齿条76会通过平齿轮72带动第一齿条75及其上装置向前运动,同时固定导条45会带动第三固定架81及其上装置向前运动,弹性夹紧片82会与镍片放置框73内位于最下方的双排镍片分离,镍片放置框73内位于最下方的双排镍片随之会落到滑动推架74顶部,随后第一齿条75会带动滑动推架74向前运动到最大行程,滑动推架74会与镍片放置框73内位于最下方的的双排镍片分离,位于最下方的双排镍片随之会落到镍片放置框73内底部。
49.当电池组放置框41及其上装置向后运动时,从左至右数的第一块固定块46会与转动条412接触,通过转动条412和第一扭力弹簧413的配合,从左至右数的第一块固定块46及其上装置可以运动到转动条412前方;然后电动推杆42会伸长,电动推杆42会通过第一复位弹簧44带动滑动架43及其上装置向前复位,在此过程中从左至右数的第一块固定块46会再次与转动条412接触,由于第一固定条47将转动条412挡住,转动条412及其上装置不会转动,从左至右数的第一块固定块46及其上装置会沿着转动条412向左运动一个单位,通过楔形条49和第二复位弹簧411的配合,从左至右数的第二块固定块46可以运动到楔形条49左方,然后从左至右数的第一块固定块46及其上装置会沿着第二固定条48向前复位,弹性夹紧片82会与锂电池组顶部左侧的单排镍片分离,同时第一齿条75会带动滑动推架74向后复位,滑动推架74会将镍片放置框73内位于最下方的双排镍片向后推动到锂电池组的顶部,在此过程中被推出的双排镍片会穿过弹性夹紧片82,弹性夹紧片82可以将锂电池组顶部的双排镍片夹紧,此时锂电池组的顶部已经有一片单排镍片和一片双排镍片,后续还要在锂电池组的顶部点焊五片双排镍片,电动推杆42再伸缩五次,镍片放置框73内的其余五片双排镍片会依次被滑动推架74推到锂电池组顶部,使锂电池组顶部布满镍片,便于在锂电池组顶部完整地焊好镍片,实现了能够自动地添加镍片的功能。
50.当电池组放置框41及其上装置第一次向后运动时,由于楔形导架61的导向作用,第三固定条64及其上装置会左右往复运动,当第三固定条64及其上装置向右运动到最大行程时,焊头63刚好位于锂电池组顶部的单排镍片上方,便于焊头63将单排镍片点焊在锂电池组上,后续电池组放置框41及其上装置会再次向后运动,焊头63及其上装置同样会左右
往复运动,焊头63会位于锂电池组顶部的双排镍片上方,便于焊头63将双排镍片点焊在锂电池组上。
51.当电动推杆42收缩时,电池组放置框41上的锂电池组顶部已经放置有一片单排镍片,同时弹性夹紧片82会将单排镍片夹紧,电池组放置框41及其上的锂电池组和单排镍片会一同向后运动,同时滑动架43会带动缺齿齿条51向后运动,缺齿齿条51会推动单齿齿轮57及其上装置转动一定的角度,第二扭力弹簧561随之会被压缩,由于滑动卡架512将转动板55卡住,转动板55及其上装置不会转动,第三扭力弹簧58随之会被压缩,同时滑动架43向后运动会带动连接条52及其上装置向后运动,随后其中一个磁环53会吸引磁块514及其上装置向右运动,第三复位弹簧513随之会被压缩,滑动卡架512不再卡住转动板55,第三扭力弹簧58随之会复位并带动转动板55及其上装置快速摆动,使得转动板55快速按压开关515,开关515会控制点焊机62运作,焊头63会向下运动并将锂电池组和单排镍片点焊;随后缺齿齿条51会与单齿齿轮57分离,第二扭力弹簧561随之会复位并带动单齿齿轮57及其上装置快速复位,转动板55会快速与按压开关515分离,磁环53会与磁块514分离,同时由于弧形档条59会将滑动卡架512挡住,滑动卡架512及其上装置暂时不会复位,当转动板55上的卡槽刚好对准滑动卡架512时,第三复位弹簧513随之会复位并带动滑动卡架512复位,滑动卡架512会重新卡在转动板55上的卡槽内,如此往复,便于自动地触发点焊机62运作,让电池组放置框41上的锂电池组每向前运动一个单位,焊头63就完成一次点焊动作,通过上述操作,便于焊头63可以快速地完成一次点焊动作。当电池组放置框41上的锂电池组点焊完成时,工作人员手动将点焊完成的锂电池组取出,再向右推动电池组放置框41及其上装置复位到初始位置,便于点焊下一个锂电池组。
52.实施例2
53.在实施例1的基础之上,如图14和图15所示,还包括有点焊稳定机构9,点焊稳定机构9设于支架1上且与滑动架43连接,点焊稳定机构9用于确保快速稳定地完成锂电池组的点焊,点焊稳定机构9包括有第四固定条91、滑动条92、挡块93、楔形块94、螺旋弹簧95和推动杆96,支架1顶面前侧固定焊接有第四固定条91,第四固定条91上部滑动式连接有滑动条92,滑动条92顶部固接有多块挡块93,滑动架43上通过焊接的方式连接有楔形块94,从前至后数的第一块挡块93与楔形块94接触,滑动条92与第四固定条91之间连接有用于复位的螺旋弹簧95,电动推杆42伸缩轴上固定焊接有推动杆96,推动杆96位于滑动条92上方,从前至后数的第二块挡块93与推动杆96接触。
54.当电动推杆42收缩时,由于从前至后数的第一块挡块93将楔形块94挡住,楔形块94及其上装置不会向后运动,第一复位弹簧44随之会被拉伸,便于预留时间给焊头63在锂电池组上点焊;当推动杆96与从前至后数的第三块挡块93接触时,推动杆96会挤压从前至后数的第三块挡块93及其上装置向下运动,使得从前至后数的第一块挡块93不再挡住楔形块94,第一复位弹簧44随之会快速复位并带动滑动架43及其上装置快速向后运动,电池组放置框41及其上的锂电池组会快速向后运动一个单位,如此往复,使得电池组放置框41及其上的锂电池组间歇性地向后运动,且电池组放置框41及其上的锂电池组向后运动的速度较快,方便焊头63在锂电池组上点焊,确保快速稳定地完成锂电池组的点焊,且不会有漏焊的现象,保证了锂电池组的焊接质量。
55.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1