用于无钎剂CAB钎焊的铝材料的制作方法
用于无钎剂cab钎焊的铝材料
1.分案信息
2.本技术是2018年1月24日递交的申请号为201880008613.6、发明名称为“用于无钎剂cab钎焊的铝材料”的发明专利申请的分案申请。
3.相关申请的交叉引用
4.本技术要求2017年1月30日提交的标题为“aluminum material for fluxless cab brazing(用于无钎剂cab钎焊的铝材料)”的美国临时申请号62/452,090的权益,该临时申请以引用方式全文并入本文。
技术领域
5.本发明涉及片材金属,更特别地,涉及由铝合金制成的片材金属,其用于结构如热交换器和热交换器部件通过在无钎剂的情况下的受控气氛钎焊(cab)的接合操作中。
背景技术:
6.金属的钎焊是众所周知的,其中使金属表面在填充金属的存在下紧密接近并加热,熔化填充金属,其通过毛细作用流入邻接部分之间的界面中并在冷却时硬化而接合金属件。为了使铝件钎焊成功,需要在钎焊工艺中的各个阶段过程中保护待接合的表面和填充金属使之免于氧化。真空钎焊是一种炉接合技术,其通过抽空腔室和使用氧气吸气剂如mg的组合有效地从钎焊室除去大部分氧气来保护零件使之免于氧化。目前炉钎焊的主要方法是可控气氛钎焊(cab),其中零件在马弗炉中于具有较低o2含量的保护性惰性气体气氛(如氮气)下加热。在cab钎焊中,使用钎剂来从待接合的零件去除氧化物并然后保护洁净的金属表面使之免于因炉气氛中残余的o2而氧化。现在广泛使用的一种这样的钎剂为nocolok
tm
钎剂。cab钎焊在很大程度上依赖于钎剂来应对零件上的氧化物和控制炉中的氧化,但有多种原因需要避免在cab钎焊中使用钎剂。这些原因包括对环境健康和安全(ehs)的关注以及钎焊后保留在零件上的残余钎剂所导致的问题。这已促使人们开发可在无钎剂cab钎焊工艺中接合的材料。
7.国际专利申请公开号wo 2013/180630(也为美国专利申请号14/404,093)描述了一种用于无钎剂cab钎焊的钎焊片材,其包含由包含≤1.0%si、0.1-2.5%mg的铝合金夹层所覆盖的铝合金芯材料,所述夹层由包含5-14%si、0.01-1.0%bi、《0.8%fe、《6%zn、《0.1%sn、《0.1%in、《0.3%cu、≤0.15%mn和《0.05%sr的al-si钎焊合金所覆盖。所述芯材料和所述夹层材料具有比所述钎焊合金高的熔融温度,例如,夹层和芯的熔点可》615c。夹层的厚度可为片材厚度的2.5%至25%。
8.欧洲专利ep 1430988b1描述了一种在不施加钎剂的情况下在由铝合金材料形成的结构的内部中空部分上钎焊的方法。钎焊在惰性气氛中进行并且用来形成中空结构的片材具有铝合金芯,其在一侧或两侧上包覆有厚度为“a”微米的al-si基钎焊合金。所述芯含有x%的mg(≥0.1%mg)而钎焊合金含有y%的mg,其中两者的相应组成满足以下关系:(x+y)≤a/60+0.5并且x》y。还公开了一种4层钎焊片材结构,其在芯层与所形成的中空部的外
侧上的填料层之间引入了防扩散层。尽管如此,替代的钎焊方法和材料仍然令人感兴趣。
技术实现要素:
9.所公开的主题涉及一种用于无钎剂cab钎焊的片材材料,其包含:3xxx、1xxx或6xxx系列铝合金的芯层;具有0.25至1.7重量%mg、0.3-1.1重量%si、0.09-0.5重量%bi及铝的衬里层;4xxx铝合金的钎焊衬垫层,其中所述衬里层设置在所述芯层和所述钎焊衬垫层之间,所述芯层、衬里层和钎焊衬垫层结合在一起形成所述片材材料。
10.在另一个实施方案中,衬里层还包含至多1.8重量%的mn、至多0.9重量%的cu、至多0.7重量%的fe、至多0.18重量%的ti、至多3.0重量%的zn、至多0.25重量%的cr和至多0.15重量%的zr。
11.在另一个实施方案中,钎焊衬垫层具有mg≤0.05重量%的组成。
12.在另一个实施方案中,钎焊衬垫层具有bi《0.010重量%的组成。
13.在另一个实施方案中,芯层具有0.08-1.1重量%的si、0.15至0.7重量%的fe、0.05-1.0重量%的cu、0.4-1.8重量%的mn、至多0.5重量%的mg、至多2重量%的zn、至多0.25重量%的cr和至多0.15重量%的zr。
14.在另一个实施方案中,钎焊衬垫层具有5-12重量%的si、至多0.7重量%的fe、至多3重量%的zn、铝和附带杂质。
15.在另一个实施方案中,芯具有片材材料的总厚度的60%至90%,衬里层具有总厚度的3%至20%,钎焊衬垫层具有总厚度的3%至20%。
16.在另一个实施方案中,衬里层为第一衬里层并还包括具有与第一衬里层的组成类似的组成的第二衬里层,所述第二衬里层与第一衬里层相对地设置在芯上。
17.在另一个实施方案中,钎焊衬垫层为第一钎焊衬垫层并还包括设置在芯远侧的第二衬里层上面的第二钎焊衬垫层。
18.在另一个实施方案中,一个另外的铝合金层与衬里层相对地设置在芯上,其中所述另外的合金层为3xxx合金、3xxx+zn合金、1xxx合金、7xxx合金或4xxx合金。
19.在另一个实施方案中,结构包括:由铝制成的第一部分;由上述片材材料制成的第二部分,所述第一部分和所述第二部分通过至少部分地由所述第二部分的钎焊衬垫层形成的钎焊接头接合在一起。
20.在另一个实施方案中,结构为热交换器的一部分,如油冷却器或散热器。
21.在另一个实施方案中,热交换器具有无钎剂残余的内部中空部。
22.在另一个实施方案中,衬里层组合物中存在的mg为0.25至.95重量%。
23.在另一个实施方案中,衬里层组合物中存在的mg为1.0至1.7重量%。
24.在另一个实施方案中,衬里层组合物中存在的si为0.3至0.65重量%。
25.在另一个实施方案中,衬里层组合物中存在的si为0.7至1.1重量%。
26.在另一个实施方案中,衬里层组合物中存在的bi为0.05至0.20重量%。
27.在另一个实施方案中,衬里层组合物中存在的bi为0.25至0.50重量%。
28.在另一个实施方案中,一种用于钎焊的方法包括:提供第一铝合金材料;提供第二铝合金材料,所述第二铝合金材料具有3xxx、1xxx或6xxx系列铝合金的芯层、具有0.25至1.7重量%mg、0.3-1.1重量%si、0.09-0.5重量%bi、铝的衬里层和具有小于0.05%mg和小
于0.010%bi的4xxx铝合金的钎焊衬垫层,其中衬里层设置在芯层和钎焊衬垫层之间,芯层、衬里层和钎焊衬垫层结合形成片材材料;使第一材料与第二材料接触,以第二片材的钎焊衬垫层面向第一片材;在不使用钎剂的情况下在惰性气氛钎焊炉中将第一材料钎焊到第二材料。
29.在另一个实施方案中,在其中氧气水平降到1ppm至约35ppm范围内的水平的受控气氛中进行钎焊步骤。
30.在另一个实施方案中,第一铝合金材料具有与第二铝合金材料相同的组成。
31.在另一个实施方案中,片材材料具有:3xxx系列铝合金的芯层;0.25至1.7重量%mg、0.3
–
1.1重量%si、0.09
–
0.5重量%bi、至多1.8重量%mn、至多0.9重量%cu、至多0.7重量%fe、至多0.18重量%ti、至多3.0重量%zn、至多0.25重量%cr和至多0.15重量%zr、其余为铝和杂质的衬里层;4xxx铝合金的钎焊衬垫层,其中衬里层设置在芯层和钎焊衬垫层之间,芯层、衬里层和钎焊衬垫层结合在一起形成片材材料。
附图说明
32.为了更全面地理解本公开,参考结合附图一起考虑的例示性实施例的以下详细说明。
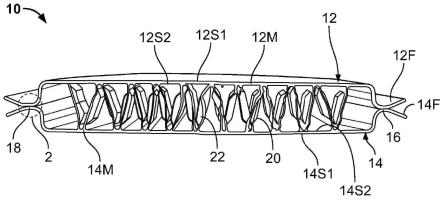
33.图1为根据本公开的一个示例性实施方案的钎焊结构的横截面。
34.图2为由图1的标记为2的圆圈所指示的放大片段。
35.图3为根据本公开的一个示例性实施方案的钎焊结构的透视图。
36.图4为根据本公开的片材材料的图解视图。
37.图5为在钎焊之前根据本公开的一个片材材料靠近根据本公开的另一片材材料定位的图解视图。
具体实施方式
38.图1示出了钎焊结构10的横截面,该钎焊结构具有由片材金属12m、14m如铝合金形成的一对相对的浅的牵伸杯形构件12、14,所述构件沿着圆形接缝钎焊以形成具有内部中空部20的结构10,该圆形接缝沿着杯的配合轨道形成,所述圆形接缝在接头16、18处示出。虽然图1示出了两个接头16、18,但这些是构件12、14之间的单个连续接头的不同区域。在示出的示例性结构10中,构件12、14是对称的并且形状相似,使得片材金属12m、14m可具有相同的组成和厚度。在其他应用中,例如,在将管结构接合到片材金属集管(未示出)时,集管的片材金属将具有不同的结构形状并可具有不同的组成和/或厚度。多个翅片22例如通过钎焊附接到相对的构件12、14,并横跨中空部20。由于构件12、14是杯形横截面的,故它们可被称为“杯”,并且总体结构10被称为“杯/杯结构”。在接头16、18处钎焊于一起的构件12、14的周边凸缘部12f、14f可被称为“轨道”。这种特定的样品几何形状被用作产品开发过程中材料评估的便利工具。
39.在商业应用中,此产品可能被用来产生可用于堆叠板式油冷却器中的管板结构或用作管状结构,例如用作汽车散热器中的管。测试结构10仅是可通过根据本公开钎焊片材金属形成的结构的一个非常简单的实例。每一个构件12、14的片材金属12m、14m分别具有两个表面12s1、12s2和14s1、14s2。在所示的结构10中,12s1、14s1形成在中空部20外部的表
面,而12s2、14s2形成内部表面,其中12s2和14s2与彼此及与翅片22形成钎焊联结16、18。出于这个原因,旨在形成钎焊联结的表面12s2、14s2可具有特定的组成以支持钎焊。在另一个替代方案中,表面12s1和/或14s1还可旨在钎焊到另一元件如邻近的管、外部翅片或收集槽(未示出)并还可专用于钎焊。
40.图2示出了结构10的放大片段,其中制造接头18的填充金属24可见桥接于构件12、14之间。当构件12、14在接头18的任一侧上发散时,液态填充金属24的自吸引与填充金属向表面12s2和14s2的吸引之间的平衡将填充金属拉进半径re(中空部20外部的半径)和ri(中空部20内部的半径)中。这些半径是接头有效性的一种可量化量度。接头质量的另一可量化量度为接头18w的宽度。如下文将说明的,构件12、14以钎焊前状态提供,其中离散的层具有不同的组成并在表面12s2、14s2上包括钎焊衬垫层,其将熔化填充金属24并提供给接头18。
41.图3示出了结构100,其具有在接头116、118处钎焊到u-形中间构件114的端板110、112。钎焊接头116、118具有填充金属116m、118m,其“润湿”中间构件114的内外表面114i、114e,并且其末端(在接头116和118处)与构件110和112在110的内表面(在该视图中不可见)和112的内表面即112i处接触。在结构100中,表面112i和110i被钎焊衬垫包覆,所述钎焊衬垫为接头提供填充金属。任选地,表面114e、114i和与中间构件114接触的构件110表面中的一者或多者可设置有钎焊衬垫,如下文参考图4所述。
42.图4示出了根据本公开具有多个层210、212、214、216、218的金属片材200,其可用作制造结构的材料,如图1的杯形结构10,或通过钎焊多个单独的金属部件形成的任何其他结构,其中至少一个金属部件为由金属片材200制成的部件。由于片材200适于通过钎焊制造结构,故可被称为“钎焊片材”并可用于无钎剂cab钎焊。芯210(也标记为“c”)通常由3xxx系列铝合金组成。衬里层212(也标记为“ia”)结合到芯210。在一个实例中,衬里212为具有0.25重量%至1.7重量%mg、0.3重量%至1.1重量%si和0.09重量%至0.5重量%bi的铝合金。衬里212还可包含至多1.8%的mn、至多0.9%的cu、至多0.7%的fe、至多3%的zn、至多0.18%的ti、至多0.20%的cr,其余为铝和附带杂质。由具有通常5%至12%的si、至多0.7%的fe、其余为铝和附带杂质的4xxx系列铝合金组成的钎焊衬垫214(也标记为“bla”)结合到芯210远侧的衬里212。可向钎焊衬垫214的4xxx系列合金中引入至多3%的zn。芯210、衬里212和钎焊衬垫214层可通过热轧层的堆叠并随后冷轧和热处理材料而结合,从而产生具有所需内部结构和状态的最终层合物结构,厚度在0.100mm至4.0mm范围内,其中芯占总厚度的60%至94%、衬里212占3%至20%、钎焊衬垫214占3%至20%。
43.在根据本公开的替代实施方案中,针对衬里、芯和钎焊衬垫的组成给出的范围包括所有中间值。例如,对于具有0.25重量%至1.7重量%mg、0.3重量%至1.1重量%si和0.09重量%至0.5重量%bi、其余为al和杂质的铝合金的衬里组成,组成的范围可包括量为0.25、0.30、0.35、0.40、0.45、0.50、0.55、0.60、0.65、0.70、0.75、0.80、0.85、0.90、0.95、1.0、1.05、1.10、1.15、1.20、1.25、1.30、1.35、1.40、1.45、1.50、1.55、1.60、1.65或1.7重量%或任何中间值的mg;量为0.3、0.35、0.40、0.45、0.50、0.55、0.60、0.65、0.70、0.75、0.80、0.85、0.90、0.95、1.0或1.1重量%或任何中间值的si;和量为0.09、0.10、0.15、0.20、0.25、0.30、0.35、0.40、0.45或0.50重量%或任何中间值的bi。
44.在根据本公开的替代实施方案的另一个实例中,对于还包含至多1.8%mn、至多0.9%cu、至多0.7%fe、至多3%zn、至多0.18%ti、至多0.20%cr、其余为铝和附带杂质的
衬里212,这些组成范围可包括量为0.0、0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1.0、1.1、1.2、1.3、1.4、1.5、1.6、1.7或1.8重量%或任何中间值的mn;量为0.0、0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8或0.9重量%或任何中间值的cu;量为0.0、0.1、0.2、0.3、0.4、0.5、0.6或0.7重量%或任何中间值的fe;量为0.0、0.5、1.0、1.5、2.0、2.5或3.0重量%或任何中间值的zn;量为0.0、0.01、0.02、0.03、0.04、0.05、0.06、0.07、0.08、0.09、0.10、0.11、0.12、0.13、0.14、0.15、0.16、0.17或0.18重量%或任何中间值的ti;和量为0.0、0.01、0.02、0.03、0.04、0.05、0.06、0.07、0.08、0.09、0.10、0.11、0.12、0.13、0.14、0.15、0.16、0.17、0.18、0.19或0.20重量%或任何中间值的cr。
45.在根据本公开的替代实施方案的再一个实例中,由典型地具有5%至12%si、至多0.7%fe、至多3.0重量%zn、其余为铝和其他附带杂质的4xxx系列合金组成的钎焊衬垫214可包含量为5.0、5.5、6.0、6.5、7.0、7.5、8.0、8.5、9.0、9.5、10.0、10.5、11.0、11.5或12.0重量%或任何中间值的si;量为0.0、0.1、0.2、0.3、0.4、0.5、0.6或0.7重量%或任何中间值的fe;和量为0.0、0.5、1.0、1.5、2.0、2.5或3.0重量%或任何中间值的zn。
46.如上所述,钎焊片材如片材200可预期在一侧或两侧上钎焊至相邻结构。片材200以虚线示出了任选的衬里层216和钎焊衬垫层218并标记为“ib”和“blb”以表示这些层的任选性质,如果片材要钎焊在这些任选层的侧面上的话,将提供这些层。芯210和层212(ia)、214(bla)可被称为片材200的“a侧”,其中芯210和层216(ib)、218(blb)形成片材200的“b侧”。或者,任选的层ib和blb可用另外的一个或多个铝合金层代替,所述铝合金层设计为在钎焊之后赋予该表面特定的性能属性,如耐腐蚀性。例如,它们可用另一个3xxx层、3xxx+zn层、1xxx层、7xxx层或4xxx层代替。
47.图5示意了在钎焊之前彼此靠近定位的两个钎焊片材340、342,其中每个钎焊片材的a侧在界面i处面对面。当置入具有低环境氧气水平且经受加热的cab炉中时,片材340、342的相对的钎焊衬垫层bla将熔化并在凝固时结合形成在界面i处的结合物,该结合物将片材340、342粘固成结构350。任选地,片材340、342可定向为使得一个片材(例如,340)的a侧面向另一个片材(例如,342)的b侧。作为又一选择,b侧钎焊衬垫层218(图4)和/或b侧衬里层216层可不存在于片材340、342中的一个或两个上,使得在钎焊之前一个片材的钎焊衬垫214定位在另一个片材的b侧衬里层216或芯层210近旁。作为又一个替代方案,有或没有b侧的一个片材(例如,340)的a侧可邻近不具有片材200(图4)的层结构和/或组成的另一金属结构定位并钎焊到其上。也就是说,本技术中公开的片材材料200的a侧或b侧(如果存在)可钎焊到如本公开所定义的另一片片材材料200的a侧或b侧(如果存在)上或本文中未描述的其他材料上。
48.芯层210最通常为3xxx系列铝合金。芯合金的组成没有特别限制。可以使用广泛范围的3xxx芯合金。3xxx芯合金的容许组成包含0.08至1.1重量%的si、0.15至0.7重量%的fe、0.05至1.0重量%的cu、0.4%至1.8重量%的mn、至多0.5重量%的mg、至多2重量%的zn、至多0.25重量%的cr、至多0.15重量%的zr。如上文关于衬里所述,芯的替代实施方案的组成量可在每种元素的组成范围内逐渐变化。应指出,其他芯合金可在此结构中有效。如果强度不重要,则可使用1xxx合金。对于需要高强度的一些应用,可采用6xxx合金作为芯合金。
49.有助于促进无钎剂钎焊的一个或多个衬里层212、216含有mg,其将通过熔融填充
金属扩散到片材表面并还原表面处的氧化铝。衬里合金的mg含量在0.25重量%和1.7重量%之间。如果mg低于0.25重量%,则不足以促进钎焊,但高于1.7%的mg没有发现额外的益处。si也是所述一个或多个衬里212、216的重要组分,因为它有助于控制衬里的固相线温度。衬里212、216的si含量在0.3重量%和1.1重量%之间。铋也是衬里的重要组分,因为它有助于促进填充金属的润湿。如果bi低于约0.09重量%,则其对钎焊的影响不明显,但高于约0.5重量%没有发现额外的益处。为了提高钎焊后强度或增强耐腐蚀性,可向衬里合金中引入其他元素。这些元素包括至多1.8重量%的mn、至多0.9重量%的cu、至多0.7重量%的fe、至多0.18重量%的ti、至多3重量%的zn、至多0.25重量%的cr和至多0.15重量%的zr。衬里厚度可在最终复合物的厚度的3%至20%的范围内。
50.钎焊填充金属为典型的cab钎焊合金,如aa4343、aa4045、aa4047等,没有有意的mg或bi添加。为了对最终的钎焊产品提供腐蚀保护,可在钎焊衬垫中引入至多3重量%的zn。钎焊衬垫的厚度可在最终复合物厚度的3%至约20%的范围内。
51.本公开采用元素周期表中出现的元素的标准缩写,例如mg(镁)、o(氧)、si(硅)、al(铝)、bi(铋)、fe(铁)、zn(锌)、in(铟)、cu(铜)、mn(锰)、sr(锶)、ti(钛)、zr(锆)等。
52.附图构成本说明书的一部分并包括本公开的说明性实施方案且示出其各种目的和特征。另外,图中所示的任何测量值、规格及其类似方面希望具有说明性,而非限制性。因此,本文所公开的具体结构和功能细节不应理解为具限制性,而仅仅作为一个代表性基础用于传授所属领域的技术人员以不同方式利用本发明。
53.在已经公开的那些效益和改良中,根据以下描述,结合附图将明显易知本发明的其他目标和优点。本文中公开了本发明的详细实施例;然而应了解,所公开的实施例仅仅是说明本发明可以多种形式实施。另外,结合本发明的各种实施方案给出的每个实施例旨在示意而非限制。
54.在通篇说明书和权利要求书中,除非上下文另有明确规定,否则以下术语采取本文明确相关的含义。如本文所用,表述“在一个实施例中”和“在一些实施例中”不一定指同一个或同一些实施例,虽然其可指同一个或同一些实施例。此外,如本文所用,表述“在另一个实施例中”和“在一些其他实施例中”不一定指不同的实施例,虽然其可指不同的实施例。因此,如下文所述,可以容易地将本发明的各种实施例组合,而不偏离本发明的范围或精神。
55.另外,除非上下文另外明确规定,否则如本文所用,术语“或”是一种包括性的“或”运算符,且相当于术语“和/或”。除非上下文另外明确规定,否则术语“基于”不具有排它性且允许基于未描述的其它因素。另外,在通篇说明书中,“一个”、“一种”和“该”的含义包括多个提及物。“在
……
中”的含义包括“在
……
中”和“在
……
上”。
56.实施例和测试结果
57.为了确定上文为促进钎焊所描述的片材200的功效,进行了测试。进行两项内部测试以测量材料在无钎剂cab钎焊中的有效性。第一个称为杯/杯钎焊测试,其中已被冲压成浅杯形制品的两个片材金属结构在cab钎焊中被钎焊于一起。所使用的钎焊炉通常在马弗炉气氛中在临界钎焊温度范围(577
°
至600℃)上具有约50ppm的o2。图1示出了典型的杯/杯钎焊样品结构10的横截面。为了评价接头16、18(实际上是连续的外围接头)的质量,将这些样品的周边轨道/轨道接头在5或6个不同的位置切开并测量钎焊接头的各种参数,包括内
部圆角半径(ri)、外部圆角半径(re)和接头宽度(参见图2)。另外,对裸露的3003翅片22与杯的内表面12s2、14s2之间的内部接头的质量给予定性评级。
58.第二测试涉及将裸露的3003片材的u形弯曲部分114(图3)无钎剂钎焊到测试材料的两个片110、112。图3示出了代表性的钎焊试件结构100。该钎焊在石英炉中进行,其中可向氮气(n2)气氛中引入受控量的氧气(o2)。通过视觉检查量化接头的质量并相对于总的可能接头长度的量测量良好的接头长度的量。假设是“较好质量”或更有效的材料能够比“较低质量”的材料在较高的o2污染水平下产生可接受的接头。
59.下文描述了一些测试,其示意了本发明材料的钎焊属性。下表1列出了本工作中使用的芯和衬里合金的组成。所有情况下的钎焊衬垫均为aa4045,其组成限制在铝业协会的teal sheets中描述。
60.表1:测试中使用的芯和衬里合金组成
[0061][0062][0063]
测试1
[0064]
在一组测试中,评价各种实验室制造的实验材料的钎焊性能。在钎焊之前,材料均为o-状态并在表2中描述。钎焊衬垫和衬里的包覆率以片材厚度的百分数示于括号中。
[0065][0066]
使用上述材料中的每一种在cab炉中钎焊杯/杯样品。对于前两种材料,在用和不用钎剂的情况下钎焊杯/杯样品。表3报告了对每一材料测得的平均圆角尺寸。
[0067][0068]
从表3中我们可以看到,在标准的cab钎焊(具有钎剂)中,ri和re大致相等,两者都是相当大的圆角半径并且该几何形状样品的接头宽度在3000-3500微米范围内。这些圆角尺寸代表了我们想要接近的“目标”,但是在不使用钎剂的情况下。在无钎剂时,无mg材料13-242-2和14-157-3不支持接头的形成。对于其中向芯和钎焊衬垫之间的衬里中引入了mg、si和bi的材料15-128-2,内部翅片/杯接头良好,ri良好,同时re和圆角宽度比无衬里的材料好,尽管仍小于有钎剂时的接头。
[0069]
测试2
[0070]
第二个测试用表4中列出的实验室制造的o-状态材料进行。这些中的四种是不对称的复合材料。
[0071][0072]
在所有情况下,当从不对称材料冲压和钎焊杯时,我们将a侧贴靠a侧或b侧贴靠b侧钎焊。杯/杯钎焊测试的结果示于表5中。
[0073]
[0074][0075]
从表5中我们看到,尽管具有高的填充金属包覆率,并入了无bi衬里的材料(14-120-3)给出显著较小的圆角半径和圆角长度。在衬里中都包含mg、si和bi的其他材料产生更好的圆角。
[0076]
测试3
[0077]
第三个测试用表6中列出的实验室制造的o-状态材料进行。
[0078][0079]
在n2气氛中具有不同o2水平的石英炉中将这些材料钎焊到裸露的3003u形弯曲条带。评估并量化接头的质量。结果在表7中报告。空白表示未对该材料/气氛组合进行测试。
[0080][0081][0082]
质量%评级表示形成的良好接头的百分数。评级具有两个部分。部分a值20%并仅由3003u形弯曲和钎焊片材件之间的接头长度决定。潜在的接头长度为80mm,因此如果u形弯曲和片材之间没有间隙,则a部分得分为20%。部分b值80%并沿接头集中在圆角半径上。它仅是良好的圆角半径的长度除以总的可能圆角半径长度(160mm)的比率。因此,如果顶部件和底部件两者都钎焊到u形弯曲并具有130mm良好圆角半径长度,那么得分为(80/80)*20%+(130/160)*80%=85%。表7中的数据清楚地显示了位于芯和钎焊衬垫之间的al-mg-si-bi衬里在惰性气氛中具有低到中等o2含量下在无钎剂的情况下促进良好接头形成的益
处。
[0083]
根据本公开的片材材料可允许热交换器制造商生产具有高的内部清洁度水平的钎焊热交换器以满足其客户尤其是汽车oem的需求。虽然真空钎焊是生成非常清洁的内部单元的一种方式,但并非所有热交换器制造商都具有真空钎焊设备。由于易于操作和维护,故大多数都有cab钎焊炉并更喜欢使用它们。然而,常用于cab钎焊中的钎剂会导致钎焊后在整个热交换器中存在残余物。对于许多大规模生产的热交换器,认为可接受的钎剂残余水平正在降低。因此,希望有一种在惰性炉气氛中钎焊而无需钎剂的材料。消除钎剂还带来成本的节约并通过消除助焊操作而增加钎焊炉区域的清洁度并减少钎焊马弗炉、皮带和固定装置的维护时间。根据本公开的片材材料还可导致ehs问题的降低,因为钎剂可能因可吸入的细微粒材料而带来健康问题。
[0084]
虽然已经描述了本发明的多个实施例,但应了解这些实施例仅具说明性且无限制性,且多种润饰对于所属领域的技术人员而言可为显而易见的。此外,各种步骤可以按任何期望的顺序执行(并且可以添加任何期望的步骤和/或可以取消任何期望的步骤)。所有此类变化和修改都意在包括在权利要求的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1