一种冰箱背板成型模的制作方法
1.本发明属于冰箱加工设备技术领域,尤其涉及一种冰箱背板成型模。
背景技术:
2.冰箱后背板主要通过拉延、冲孔与折弯等工序进行加工成型而成,但现有技术中对胚板进行折弯时,胚板容易出现移动的现象,降低成型模的加工精度,为此,我们提出一种冰箱背板成型模,以解决上述问题,且便于市场推广与应用。
3.现有技术中对胚板进行折弯时,胚板容易出现移动的现象,降低成型模的加工精度的问题。
4.因此,发明一种冰箱背板成型模显得非常必要。
技术实现要素:
5.为了解决上述技术问题,本发明提供一种冰箱背板成型模,以解决现有技术中对胚板进行折弯时,胚板容易出现移动的现象,降低成型模的加工精度的问题。一种冰箱背板成型模,包括底板、立柱、顶板、负压发生器、模具组件、成型组件、电控柜、第一控制按钮和第二控制按钮,所述立柱采用多个,且立柱安装在底板上方的四个角部;所述顶板安装在立柱的上方;所述负压发生器安装在底板上方的一侧;所述模具组件安装在底板上方的中间位置;所述成型组件安装在顶板上方的中间位置,且成型组件的下端位于顶板的下方;所述电控柜、第一控制按钮和第二控制按钮安装在立柱的一侧;所述模具组件包括模板、放置槽、移动组件、凹槽、支撑杆和支撑板,所述模板安装在底板上方的中间位置;所述放置槽开设在模板上方的中间位置;所述凹槽开设在放置槽内侧下方的中间位置;所述支撑杆采用多个,且支撑杆安装在凹槽内侧下方的四个角部;所述支撑板采用多个,且支撑板安装在支撑杆的上方;所述移动组件安装在凹槽的内部。
6.优选的,所述移动组件包括移动板、通孔、负压罩和弹簧,所述弹簧采用多个,且弹簧的下端安装在凹槽内侧的下方;所述移动板安装在弹簧的上方;所述通孔采用多个,且通孔开设在移动板上;所述负压罩采用多个,且负压罩安装在移动板的下方,该负压罩位于通孔下方的外侧。
7.优选的,所述成型组件包括压力机、成型板和橡筋板,所述压力机安装在顶板上方的中间位置,且压力机的输出轴贯穿至顶板的下方;所述成型板安装在压力机的下端;所述橡筋板安装在成型板的下方。
8.优选的,所述底板采用长方体结构;所述立柱采用方柱形结构,且立柱对称设置;所述顶板与底板平行设置,且顶板的尺寸与底板的尺寸匹配,该顶板的边沿与底板的边沿对齐,其中顶板采用长方体结构。
9.优选的,所述负压发生器通过导线分别与电控柜和第一控制按钮相连,且负压发生器通过管道与负压罩的下端相连;所述电控柜通过电源线与市电相连;所述第一控制按钮和第二控制按钮通过导线分别与电控柜相连。
10.优选的,所述模板采用长方体结构;所述放置槽的尺寸与胚板的尺寸匹配;所述支撑杆对称设置,且支撑杆采用圆柱形结构;所述支撑板采用圆盘形结构,且支撑板与支撑杆采用相同的个数。
11.优选的,所述移动板采用长方体结构,且移动板的尺寸与凹槽的尺寸匹配,该移动板的上端与放置槽内侧的下方平齐;所述通孔对称设置,且通孔采用圆柱形结构,该通孔的深度等于移动板的厚度。
12.优选的,所述负压罩与通孔采用相同的个数,且负压罩与通孔对齐,该负压罩采用喇叭形结构,其中负压罩上端的直径大于负压罩下端的直径;所述弹簧对称设置,且弹簧用于将移动板顶起。
13.优选的,所述压力机通过导线分别与电控柜和第二控制按钮相连;所述成型板采用长方体结构,且成型板与移动板对齐;所述橡筋板采用长方体结构,且橡筋板的尺寸与成型板的尺寸匹配,该橡筋板的边沿与成型板的边沿对齐。
14.与现有技术相比,本发明具有如下有益效果:1.本发明的模具组件和负压发生器的设置,使用时,将胚板放置在放置槽内,放置槽的尺寸与胚板的尺寸匹配,放置槽对胚板起到限位的作用,保证成型板与胚板的折弯位置对齐,通过第一控制按钮控制负压发生器通电运行,负压发生器通过管道和负压罩在通孔的内部形成负压环境,将胚板吸附在移动板,避免折弯过程中胚板出现移动的现象,提高成型模的加工精度。
15.2.本发明的模具组件的设置,移动板向下移动时,支撑板对移动板起到限位的作用,移动板的下端与支撑板的上端贴合时,胚板折弯到位,便于对折弯尺寸进行控制,进一步提高成型模的加工精度。
16.3.本发明的移动组件的设置,移动板向下移动时,移动板向下压缩弹簧,当折弯结束后,压力机带动成型板上移,同时弹簧推动移动板向上移动,达到对移动板复位的目的,同时移动板将成型的胚板推出,达到自动出料的目的,提高成型模的工作效率。
17.4.本发明的成型组件的设置,通过第二控制按钮控制压力机通电运行,压力机推动成型板和橡筋板向下移动,通过成型板和橡筋板对胚板进行折弯成型,同时橡胶板与胚板直接接触,避免成型板对胚板造成划伤,提高成型模的安全性能。
附图说明
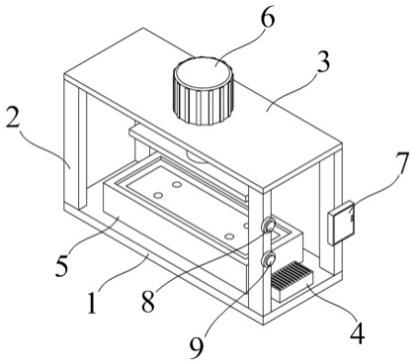
18.图1是本发明的结构示意图。
19.图2是本发明的模具组件的结构示意图。
20.图3是本发明的模具组件的剖视图。
21.图4是本发明的移动组件的结构示意图。
22.图5是本发明的成型组件的结构示意图。
23.图中:1-底板,2-立柱,3-顶板,4-负压发生器,5-模具组件,51-模板,52-放置槽,53-移动组件,531-移动板,532-通孔,533-负压罩,534-弹簧,54-凹槽,55-支撑杆,56-支撑板,6-成型组件,61-压力机,62-成型板,63-橡胶板,7-电控柜,8-第一控制按钮,9-第二控制按钮。
具体实施方式
24.以下结合附图对本发明做进一步描述:实施例:如附图1至附图5所示本发明提供一种冰箱背板成型模,包括底板1、立柱2、顶板3、负压发生器4、模具组件5、成型组件6、电控柜7、第一控制按钮8和第二控制按钮9,立柱2采用多个,且立柱2安装在底板1上方的四个角部;顶板3安装在立柱2的上方;负压发生器4安装在底板1上方的一侧;模具组件5安装在底板1上方的中间位置;成型组件6安装在顶板3上方的中间位置,且成型组件6的下端位于顶板3的下方;电控柜7、第一控制按钮8和第二控制按钮9安装在立柱2的一侧;底板1采用长方体结构;立柱2采用方柱形结构,且立柱2对称设置;顶板3与底板1平行设置,且顶板3的尺寸与底板1的尺寸匹配,该顶板3的边沿与底板1的边沿对齐,其中顶板3采用长方体结构;负压发生器4通过导线分别与电控柜7和第一控制按钮8相连,且负压发生器4通过管道与负压罩533的下端相连;电控柜7通过电源线与市电相连;第一控制按钮8和第二控制按钮9通过导线分别与电控柜7相连;使用时,将胚板放置在放置槽52内,放置槽52的尺寸与胚板的尺寸匹配,放置槽52对胚板起到限位的作用,保证成型板62与胚板的折弯位置对齐,通过第一控制按钮8控制负压发生器4通电运行,负压发生器4通过管道和负压罩533在通孔532的内部形成负压环境,将胚板吸附在移动板531,避免折弯过程中胚板出现移动的现象,提高成型模的加工精度。
25.本实施例中,模具组件5包括模板51、放置槽52、移动组件53、凹槽54、支撑杆55和支撑板56,模板51安装在底板1上方的中间位置;放置槽52开设在模板51上方的中间位置;凹槽54开设在放置槽52内侧下方的中间位置;支撑杆55采用多个,且支撑杆55安装在凹槽54内侧下方的四个角部;支撑板56采用多个,且支撑板56安装在支撑杆55的上方;移动组件53安装在凹槽54的内部;模板51采用长方体结构;放置槽52的尺寸与胚板的尺寸匹配;支撑杆55对称设置,且支撑杆55采用圆柱形结构;支撑板56采用圆盘形结构,且支撑板56与支撑杆55采用相同的个数;移动板531向下移动时,支撑板56对移动板531起到限位的作用,移动板531的下端与支撑板56的上端贴合时,胚板折弯到位,便于对折弯尺寸进行控制,进一步提高成型模的加工精度。
26.本实施例中,移动组件53包括移动板531、通孔532、负压罩533和弹簧534,弹簧534采用多个,且弹簧534的下端安装在凹槽54内侧的下方;移动板531安装在弹簧534的上方;通孔532采用多个,且通孔532开设在移动板531上;负压罩533采用多个,且负压罩533安装在移动板531的下方,该负压罩533位于通孔532下方的外侧;移动板531采用长方体结构,且移动板531的尺寸与凹槽54的尺寸匹配,该移动板531的上端与放置槽52内侧的下方平齐;通孔532对称设置,且通孔532采用圆柱形结构,该通孔532的深度等于移动板531的厚度;负压罩533与通孔532采用相同的个数,且负压罩533与通孔532对齐,该负压罩533采用喇叭形结构,其中负压罩533上端的直径大于负压罩533下端的直径;弹簧534对称设置,且弹簧534用于将移动板531顶起;移动板531向下移动时,移动板531向下压缩弹簧534,当折弯结束后,压力机61带动成型板62上移,同时弹簧534推动移动板531向上移动,达到对移动板531复位的目的,同时移动板531将成型的胚板推出,达到自动出料的目的,提高成型模的工作效率。
27.本实施例中,成型组件6包括压力机61、成型板62和橡筋板63,压力机61安装在顶板3上方的中间位置,且压力机61的输出轴贯穿至顶板3的下方;成型板62安装在压力机61的下端;橡筋板63安装在成型板62的下方;压力机61通过导线分别与电控柜7和第二控制按钮9相连;成型板62采用长方体结构,且成型板62与移动板531对齐;橡筋板63采用长方体结构,且橡筋板63的尺寸与成型板62的尺寸匹配,该橡筋板63的边沿与成型板62的边沿对齐;通过第二控制按钮9控制压力机61通电运行,压力机61推动成型板62和橡筋板63向下移动,通过成型板62和橡筋板63对胚板进行折弯成型,同时橡胶板63与胚板直接接触,避免成型板62对胚板造成划伤,提高成型模的安全性能。
28.工作原理本发明中,使用时,电控柜7接通市电进行供电,将胚板放置在放置槽52内,放置槽52的尺寸与胚板的尺寸匹配,放置槽52对胚板起到限位的作用,保证成型板62与胚板的折弯位置对齐,通过第一控制按钮8控制负压发生器4通电运行,负压发生器4通过管道和负压罩533在通孔532的内部形成负压环境,将胚板吸附在移动板531,避免折弯过程中胚板出现移动的现象,提高成型模的加工精度,通过第二控制按钮9控制压力机61通电运行,压力机61推动成型板62和橡筋板63向下移动,通过成型板62和橡筋板63对胚板进行折弯成型,同时橡胶板63与胚板直接接触,避免成型板62对胚板造成划伤,提高成型模的安全性能,移动板531向下移动时,支撑板56对移动板531起到限位的作用,移动板531的下端与支撑板56的上端贴合时,胚板折弯到位,便于对折弯尺寸进行控制,进一步提高成型模的加工精度,移动板531向下移动时,移动板531向下压缩弹簧534,当折弯结束后,压力机61带动成型板62上移,同时弹簧534推动移动板531向上移动,达到对移动板531复位的目的,同时移动板531将成型的胚板推出,达到自动出料的目的,提高成型模的工作效率。
29.利用本发明所述技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1