一种轧件温度的控制方法和装置与流程
1.本技术涉及直轧轧件温度控制的技术领域,尤其涉及一种轧件温度的控制方法和装置。
背景技术:
2.棒线材免加热直轧生产技术是指取消常规的燃气加热炉对钢坯的加热工艺,将方坯由连铸机输送到轧机直接轧制。该技术打破了炼钢和轧钢之间的工序界限,将炼钢、连铸和轧钢统一考虑,更有利于充分发挥各个工序的能力。具有节能减排的巨大优势,符合国家的产业政策要求,又有助于钢企降本增效。免加热直轧工艺的经济效益显著,可以直接取消加热炉燃气消耗,避免加热炉加热造成的铸坯表面氧化烧损,可以降低轧制成本。此外,还可以显著提高环保水平,降低加热炉燃烧煤气产生的co2、so2等有害气体,符合国家产业政策,具有良好的社会效益。
3.常规加热方式可以实现连铸坯全长的均衡加热,连铸坯头、中、尾部的稳定较为均衡,一般在5-10℃范围内。而直接轧制时,由于轧件的连铸坯头部先出结晶器,尾部后出结晶器,连铸坯头部温度低于中部和尾部温度,连铸坯头、中、尾部温度呈逐步上升的趋势。由于连铸坯温度不均衡,造成轧件终轧温度不均衡,影响直轧轧件力学性能的稳定性。
4.因此,如何提高轧件在直轧过程中温度的均匀性,是目前亟待解决的技术问题。
技术实现要素:
5.本发明的一种轧件温度的控制方法和装置,提高了轧件在直轧过程中温度的均匀性。
6.本发明实施例提供了以下方案:
7.第一方面,本发明实施例提供了一种轧件温度的控制方法,所述方法应用于直轧设备中,所述直轧设备包括沿轧件直轧牵引方向依次设置的中轧机、冷却器和精轧机,所述方法包括:
8.获取当前轧件进入所述精轧机的目标温度;
9.获取所述当前轧件位于目标位置的当前温度,其中,所述目标位置为所述当前轧件在直轧牵引过程中位于所述中轧机和所述冷却器之间的位置;
10.判断所述当前温度是否大于所述目标温度;
11.若是,则控制所述冷却器冷却所述目标位置至所述目标温度。
12.在一种可选的实施例中,所述冷却器为水冷冷却器,所述水冷冷却器上设有控制冷却温度的流量阀;所述控制所述冷却器冷却所述目标位置至所述目标温度,包括:
13.获取所述水冷冷却器的冷却水量曲线;
14.根据所述当前温度和所述目标温度,获得所述当前轧件的目标冷却温度;
15.根据所述冷却水量曲线和所述目标冷却温度,控制所述流量阀开启至目标开度冷却所述目标位置。
16.在一种可选的实施例中,所述获取所述水冷冷却器的冷却水量曲线,包括:
17.获取所述当前轧件的冷却温度和对应所述流量阀的阀门开度;
18.根据所述冷却温度和所述阀门开度的拟合关系,获得所述冷却水量曲线。
19.在一种可选的实施例中,所述根据所述冷却水量曲线和所述目标冷却温度,控制所述流量阀开启至目标开度冷却所述目标位置,包括:
20.获取温度划分阈值;
21.根据所述温度划分阈值分割所述冷却水量曲线,获得多个冷却温度区间;
22.根据多个所述冷却温度区间,对应获得所述流量阀的流量开度,其中,一个所述冷却温度区间对应一个所述流量开度;
23.根据所述目标冷却温度,控制所述流量阀开启至对应的所述流量开度冷却所述目标位置。
24.在一种可选的实施例中,所述温度划分阈值为10℃。
25.在一种可选的实施例中,所述目标位置沿所述直轧牵引方向的侧面设有第一测温仪,所述获取所述当前轧件位于目标位置的当前温度,包括:
26.获取所述第一测温仪的预设采集周期;
27.根据所述预设采集周期测量所述目标位置,获得当前测量结果;
28.根据所述当前测量结果,获得所述当前温度。
29.在一种可选的实施例中,所述控制所述冷却器冷却所述目标位置至所述目标温度之后,还包括:
30.获取所述当前轧件的当前规格;
31.获取控制所述冷却器冷却所述当前轧件的冷却参数;
32.根据所述当前规格对应存储所述冷却参数,获得所述当前轧件的标准冷却工艺。
33.第二方面,本发明实施例还提供了一种轧件温度的控制装置,所述装置应用于直轧设备中,所述直轧设备包括沿轧件直轧牵引方向依次设置的中轧机、冷却器和精轧机,所述装置包括:
34.第一获取模块,用于获取当前轧件进入所述精轧机的目标温度;
35.第二获取模块,用于获取所述当前轧件位于目标位置的当前温度,其中,所述目标位置为所述当前轧件在直轧牵引过程中位于所述中轧机和所述冷却器之间的位置;
36.判断模块,用于判断所述当前温度是否大于所述目标温度;
37.控制模块,用于在所述当前温度大于所述目标温度时,则控制所述冷却器冷却所述目标位置至所述目标温度。
38.在一种可选的实施例中,所述冷却器为水冷冷却器,所述水冷冷却器上设有控制冷却温度的流量阀;所述控制模块,包括:
39.第一获取子模块,用于获取所述水冷冷却器的冷却水量曲线;
40.第一获得子模块,用于根据所述当前温度和所述目标温度,获得所述当前轧件的目标冷却温度;
41.第一控制子模块,用于根据所述冷却水量曲线和所述目标冷却温度,控制所述流量阀开启至目标开度冷却所述目标位置。
42.在一种可选的实施例中,所述第一获取子模块,包括:
43.第一获取单元,用于获取所述当前轧件的冷却温度和对应所述流量阀的阀门开度;
44.第一获得单元,用于根据所述冷却温度和所述阀门开度的拟合关系,获得所述冷却水量曲线。
45.在一种可选的实施例中,所述第一控制子模块,包括:
46.第二获取单元,用于获取温度划分阈值;
47.第二获得单元,用于根据所述温度划分阈值分割所述冷却水量曲线,获得多个冷却温度区间;
48.第三获得单元,用于根据多个所述冷却温度区间,对应获得所述流量阀的流量开度,其中,一个所述冷却温度区间对应一个所述流量开度;
49.控制单元,用于根据所述目标冷却温度,控制所述流量阀开启至对应的所述流量开度冷却所述目标位置。
50.在一种可选的实施例中,所述目标位置沿所述直轧牵引方向的侧面设有第一测温仪,所述第二获取模块,包括:
51.第二获取子模块,用于获取所述第一测温仪的预设采集周期;
52.第二获得子模块,用于根据所述预设采集周期测量所述目标位置,获得当前测量结果;
53.第三获得子模块,用于根据所述当前测量结果,获得所述当前温度。
54.在一种可选的实施例中,所述控制装置,还包括:
55.第三获取模块,用于获取所述当前轧件的当前规格;
56.第四获取模块,用于获取控制所述冷却器冷却所述当前轧件的冷却参数;
57.获得模块,用于根据所述当前规格对应存储所述冷却参数,获得所述当前轧件的标准冷却工艺。
58.第三方面,本发明实施例还提供了一种电子设备,包括处理器和存储器,所述存储器耦接到所述处理器,所述存储器存储指令,当所述指令由所述处理器执行时使所述电子设备执行第一方面中任一项所述方法的步骤。
59.第四方面,本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现第一方面中任一项所述方法的步骤。
60.本发明提供的一种轧件温度的控制方法和装置与现有技术相比,具有以下优点:
61.本发明通过的控制方法应用于直轧设备中,轧件在依次穿过中轧机、冷却器和精轧机的直轧设备时,通过获取当前轧件进入精轧机轧制的目标温度,获取当前轧件位于中轧机和冷却器之间位置的当前温度,在当前温度大于目标温度时,控制冷却器冷却目标位置至目标温度,使轧件的各部位进入精轧机前均能够准确冷却到目标温度,提高了轧件在直轧过程中温度的均匀性,进而提高了轧件直轧的轧制质量。
附图说明
62.为了更清楚地说明本说明书实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本说明书的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附
图获得其他的附图。
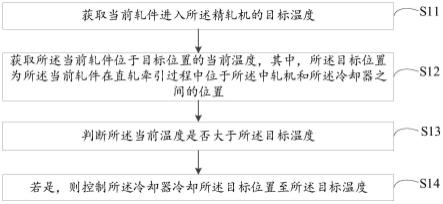
63.图1为本发明实施例提供的一种轧件温度的控制方法的流程图;
64.图2为本发明实施例提供的直轧设备的结构示意图;
65.图3为本发明实施例提供的轧件温度控制方法的另一流程图;
66.图4为实施本发明实施例的控制方法后的轧件温度变化曲线示意图;
67.图5为实施本发明实施例的控制方法后轧件的抗拉强度示意图;
68.图6为实施本发明实施例的控制方法后轧件的屈服强度示意图;
69.图7为实施本发明实施例的控制方法前的轧件温度变化曲线示意图;
70.图8为实施本发明实施例的控制方法前轧件的抗拉强度示意图;
71.图9为实施本发明实施例的控制方法前轧件的屈服强度示意图;
72.图10为本发明实施例提供的一种轧件温度的控制装置的结构示意图。
73.附图标记说明,1-中轧机、2-冷却器、3-精轧机、4-轧件、5-第二测温仪、6-第一测温仪、7-流量阀。
具体实施方式
74.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明实施例保护的范围。
75.请参阅图1,图1为本发明实施例提供的一种轧件温度的控制方法的流程图,所述方法应用于直轧设备中,请参阅图2,图2为直轧设备的结构示意图,所述直轧设备包括沿轧件直轧牵引方向依次设置的中轧机1、冷却器2和精轧机3,轧件4在中轧机2和精轧机3轧辊的牵引下,按预设速度经中轧机轧制后,再经冷却器2冷却,最后经过精轧机轧制为目标形状和规格,所述方法包括:
76.s11、获取当前轧件进入所述精轧机的目标温度。
77.具体的,在直轧工艺中,轧件的目标温度通常可以根据直轧工艺的确定,因此,目标温度可以根据直轧轧制工艺获取,目标温度可以是经直轧工艺确定的一温度范围。获取目标温度后进入步骤s12。
78.s12、获取所述当前轧件位于目标位置的当前温度,其中,所述目标位置为所述当前轧件在直轧牵引过程中位于所述中轧机和所述冷却器之间的位置。
79.具体的,当前温度可以通过设置于当前轧件位于目标位置一侧的第一测温仪6测量获取,第一测温仪6可以为激光测温仪或红外测温仪,能够测量当前轧件位于目标位置的当前温度即可;当然,当前温度也可以通过直轧轧制工艺中的相关参数进行计算,以获取当前轧件位于中轧机出口的温度,即当前温度。
80.在一种具体的实施方式中,目标位置沿直轧牵引方向的侧面设有第一测温仪6,获取目标位置的目标温度,包括:
81.获取第一测温仪6的预设采集周期;根据预设采集周期测量目标位置,获得当前测量结果;根据当前测量结果,获得当前温度。
82.具体的,预设采集周期可以根据第一测温仪6输出温度的额定频率确定,也可以根
据实际需要的测量周期和当前轧件的直轧牵引速度自由设定,例如可以将预设采集周期预设为0.2s、0.5s或1s。根据预设采集周期对目标位置进行测温可获得当前测量结果,即当前温度。当测量的当前测量结果因周围环境因素导致测量出现偏差时,也可以将当前测量结果乘以一校正系数,获得准确的目标温度,获得当前温度后进入步骤s13。
83.s13、判断所述当前温度是否大于所述目标温度。
84.具体的,若当前温度不大于目标温度,说明目标位置不需要通过冷却器冷却处理;若当前温度大于目标温度,说明目标位置需要通过冷却器冷却处理,冷却处理后才符合进入直轧工艺的精轧要求。本领域技术人员可以理解,在冷却器中,通常包括冷却段和恒温段,当前温度不大于目标温度,不经冷却段冷却处理,但经恒温段处理后能够满足精轧工序的要求。
85.s14、若是,则控制所述冷却器冷却所述目标位置至所述目标温度。
86.具体的,控制冷却目标位置至目标温度,可以根据冷却器的类型确定,例如在水冷冷却器中,可以控制喷淋至目标位置的冷却水量控制。当前温度与目标温度的温差较大时,采用大流量喷淋;当前温度与目标温度的温差较小时,采用小流量喷淋,能够将目标位置的当前温度冷却至目标温度即可。
87.在实际应用时,由于当前温度存在一定的波动,采用水冷冷却器冷却当前轧件时,不能自动精准控制喷淋的冷却水流量。
88.在一种具体的实施方式中,冷却器为水冷冷却器,水冷冷却器上设有控制冷却温度的流量阀7;控制冷却器冷却目标位置至目标温度,包括:
89.获取水冷冷却器的冷却水量曲线;根据当前温度和目标温度,获得当前轧件的目标冷却温度;根据冷却水量曲线和目标冷却温度,控制流量阀开启至目标开度冷却目标位置。
90.具体的,冷却水量曲线为冷却水流量与对应冷却温度的拟合关系曲线,流量阀7可以为一伺服阀,流量阀7根据冷却水量曲线进行闭环控制,目标冷却温度为当前温度和目标温度的温差值,计算出目标冷却温度后,可以通过冷却水量曲线进一步计算出流量阀的开度,控制流量阀7开启至目标开度,即可喷淋出对应流量的冷却水,以将目标位置的当前温度冷却至目标温度。
91.为进一步提高冷却目标位置的精度,在位于精轧机3入口位置还设有第二测温仪5;优选的,第二测温仪5设置于冷却器2的出口位置。控制冷却器冷却目标位置至目标温度后,再通过第二测温仪5获取目标位置的当前测量温度,若当前测量温度大于目标温度,则对应修正流量阀的当前开度,即控制流量阀的当前开度变大,以将后续牵引的目标位置精确冷却至目标温度。通过设置第二测温仪5,可以实现流量阀开度的对应修正,进一步提高温度控制的准确性。
92.不同规格的轧件,其外形尺寸存在一定的不同,在具体进行冷却时,若采用同一规格轧件的冷却水量曲线,可能造成冷却效果不佳,而不能达到目标温度。
93.在一种具体的实施方式中,获取水冷冷却器的冷却水量曲线,包括:
94.获取当前轧件的冷却温度和对应流量阀的阀门开度;根据冷却温度和阀门开度的拟合关系,获得冷却水量曲线。
95.具体的,当前轧件具有对应的规格尺寸,因而不同规格轧件的冷却温度和流量阀
的阀门开度存在对应拟合关系,通过该拟合关系可以计算出当前轧件的冷却水量曲线。通过冷却水量曲线可以控制流量阀开启至目标开度,以喷淋对应流量的冷却水,实现当前轧件目标位置的精准冷却。
96.在具体实施时,流量阀开度大小的控制是通过其自身的伺服电机、阀芯和阀体,在不同控制信息的驱动下完成的,由于直轧过程中当前温度可能会存在波动,持续调整流量阀易因机械疲劳而产生损坏。
97.在一种具体的实施方式中,根据冷却水量曲线和目标冷却温度,控制流量阀开启至目标开度冷却目标位置,包括:
98.获取温度划分阈值;根据温度划分阈值分割冷却水量曲线,获得多个冷却温度区间;根据多个冷却温度区间,对应获得流量阀的流量开度,其中,一个冷却温度区间对应一个流量开度;根据目标冷却温度,控制流量阀开启至对应的流量开度冷却目标位置。
99.具体的,温度划分阈值可以根据技术人员的划分经验自由设定,也可以通过流量阀开度对应的冷却温度划分,冷却温度区间能够满足直轧工艺的轧制温度要求即可,温度划分阈值可以是6℃、8℃或12℃。一个温度冷却区间对应一个流量开度,获取目标冷却温度后,即知晓对应的温度冷却区间,控制流量阀开启至对应的流量开度,以恒定流量冷却目标位置至目标温度,在满足直轧工艺温度要求的同时,可以减小流量阀频繁动作,进而减少流量阀过度调整引起的提前损坏。可以理解,温度划分阈值取值越小,冷却温度控制越精准,但是流量阀的动作频率越高;温度划分阈值取值越大,冷却温度控制精准稍差,但是流量阀的动作频率会相应减少。为达到冷却温度控制和流量阀使用寿命最长的兼得效果,经反复试验论证,可以设定温度划分阈值为10℃。以14mm规格的hrb400钢筋轧制为例,轧件未冷却前的当前温度的波动介于930-990℃之间,目标温度为930-940℃。以930-940℃、940-950℃、950-960℃、960-970℃、980-990℃分别作为温度冷却区间,一个温度冷却区间对应一个流量开度,保障冷却温度精准控制和流量阀使用寿命的同时,减小控制过程中计算数据的冗余。
100.在一种具体的实施方式中,控制冷却器冷却目标位置至目标温度之后,还包括:
101.获取当前轧件的当前规格;获取控制冷却器冷却当前轧件的冷却参数;根据当前规格对应存储冷却参数,获得当前轧件的标准冷却工艺。
102.具体的,为保障生产效率和生产次序,在直轧设备中,通常定义一直轧设备直轧固定的若干个规格。冷却参数为该轧件由头部至尾部整体直轧过程中,冷却温度和对应流量阀所有开度控制的数据,通过当前规格对应存储冷却参数,即可获得当前轧件的标准冷却工艺,再次直轧当前规格的轧件时,可以直接调用该标准冷却工艺控制冷却器冷却轧件。需要说明的是,再次直轧时可对精轧机入口温度和目标温度的偏差进行修正,不断完善标准冷却工艺。
103.下面本发明实施例将结合图3,整体阐述如何实施本发明的轧件温度控制方法,先建立精轧机入口温度与冷却水量的拟合曲线,设定精轧机入口的目标温度;再通过中轧机(或称预精轧机)出口温度和目标温度的差值,计算出冷却温度。若冷却温度小于零,则冷却器的冷却水量不进行调整控制;若冷却温度大于零,以差值10℃为阶梯,对应调整流量阀的开度,以调整冷却水的流量,并进一步通过第二测温仪测量精轧机入口的轧件温度,与目标温度对比后,修正流量阀的开度,直至冷却后能够更达到目标温度。最后通过轧件冷却控制
的数据,建议各规格阶梯冷却控制模型,以对下一规格相同的轧件进行冷却控制。
104.通过实施本发明的轧件温度控制方法后,轧件整体进入精轧机的温度更稳定均衡,以14mm规格的hrb400钢筋轧制为例,请参阅图4-6,图中横坐标为直轧产线的时间,直轧产线的速度可以设定为20m/s,可以看出直轧产线运行30s内,轧件的头部、中部和尾部进入精轧机的温度均保持在目标温度930-940℃之间,整体的抗拉强度保持在630mpa以上,屈服强度保持在450mpa以上。在不实施本发明的轧件温度控制方法时,该规格轧件的温度变化、抗拉强度和屈服强度请参阅图7-9,轧件的头部温度满足目标温度,达到了933℃,尾部由于滞后出结晶器,温度达到了990℃,经精轧机轧制后,轧件的抗拉强度和屈服强度整体分布不均,尤其是尾部部分,较头部部分的力学性能存在衰减。
105.综合比较后发现,采用本发明的轧件温度均衡控制方法后,轧件头、中、尾的力学性能趋于均衡,并且接近改进前轧件头部的力学性能。抗拉强度最低值为621mpa提高到629mpa,高于国标89mpa;屈服强度的最低值为422mpa提高到448mpa,高于国标48mpa。由于本发明实施的温度控制方法减少了轧件力学性能波动,消除了轧件中部和尾部力学性能偏低的问题,进而为降低合金成本和增加经济效益创造了条件。以高棒产线12-16mm规格为例,采用本发明合金成分v含量降低0.008%,按照钒氮合金价格20万元/吨,可增加经济效益20元/吨。
106.基于与控制方法同样的发明构思,本发明实施例还提供了一种轧件温度的控制装置,请参阅图10,所述装置应用于直轧设备中,所述直轧设备包括沿轧件直轧牵引方向依次设置的中轧机、冷却器和精轧机,所述装置包括:
107.第一获取模块101,用于获取当前轧件进入所述精轧机的目标温度;
108.第二获取模块102,用于获取所述当前轧件位于目标位置的当前温度,其中,所述目标位置为所述当前轧件在直轧牵引过程中位于所述中轧机和所述冷却器之间的位置;
109.判断模块103,用于判断所述当前温度是否大于所述目标温度;
110.控制模块104,用于在所述当前温度大于所述目标温度时,则控制所述冷却器冷却所述目标位置至所述目标温度。
111.在一种可选的实施例中,所述冷却器为水冷冷却器,所述水冷冷却器上设有控制冷却温度的流量阀;所述控制模块,包括:
112.第一获取子模块,用于获取所述水冷冷却器的冷却水量曲线;
113.第一获得子模块,用于根据所述当前温度和所述目标温度,获得所述当前轧件的目标冷却温度;
114.第一控制子模块,用于根据所述冷却水量曲线和所述目标冷却温度,控制所述流量阀开启至目标开度冷却所述目标位置。
115.在一种可选的实施例中,所述第一获取子模块,包括:
116.第一获取单元,用于获取所述当前轧件的冷却温度和对应所述流量阀的阀门开度;
117.第一获得单元,用于根据所述冷却温度和所述阀门开度的拟合关系,获得所述冷却水量曲线。
118.在一种可选的实施例中,所述第一控制子模块,包括:
119.第二获取单元,用于获取温度划分阈值;
120.第二获得单元,用于根据所述温度划分阈值分割所述冷却水量曲线,获得多个冷却温度区间;
121.第三获得单元,用于根据多个所述冷却温度区间,对应获得所述流量阀的流量开度,其中,一个所述冷却温度区间对应一个所述流量开度;
122.控制单元,用于根据所述目标冷却温度,控制所述流量阀开启至对应的所述流量开度冷却所述目标位置。
123.在一种可选的实施例中,所述目标位置沿所述直轧牵引方向的侧面设有第一测温仪,所述第二获取模块,包括:
124.第二获取子模块,用于获取所述第一测温仪的预设采集周期;
125.第二获得子模块,用于根据所述预设采集周期测量所述目标位置,获得当前测量结果;
126.第三获得子模块,用于根据所述当前测量结果,获得所述当前温度。
127.在一种可选的实施例中,所述控制装置,还包括:
128.第三获取模块,用于获取所述当前轧件的当前规格;
129.第四获取模块,用于获取控制所述冷却器冷却所述当前轧件的冷却参数;
130.获得模块,用于根据所述当前规格对应存储所述冷却参数,获得所述当前轧件的标准冷却工艺。
131.基于与控制方法同样的发明构思,本发明实施例还提供了一种电子设备,包括处理器和存储器,所述存储器耦接到所述处理器,所述存储器存储指令,当所述指令由所述处理器执行时使所述电子设备执行控制方法中任一项所述方法的步骤。
132.基于与控制方法同样的发明构思,本发明实施例还提供了一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现控制方法中任一项所述方法的步骤。
133.本发明实施例中提供的技术方案,至少具有如下技术效果或优点:
134.1.通过的控制方法应用于直轧设备中,轧件在依次穿过中轧机、冷却器和精轧机的直轧设备时,通过获取当前轧件进入精轧机轧制的目标温度,获取当前轧件位于中轧机和冷却器之间位置的当前温度,在当前温度大于目标温度时,控制冷却器冷却目标位置至目标温度,使轧件的各部位进入精轧机前均能够准确冷却到目标温度,提高了轧件在直轧过程中温度的均匀性,进而提高了轧件直轧的轧制质量。
135.2.冷却器的流量阀使用寿命更长,若不采用阶梯水量控制方法,实行温度和水量关联的控制方法时,冷却器的流量阀会随着轧件目标位置的当前温度变化无限地进行开闭调整动作,对电动原件和阀门使用寿命有严重影响,不能保证冷却器的持续稳定使用,本发明根据轧件温度变化阶梯控制水量变化,避免电动原件和阀门使用中的过度磨损。
136.3.用本发明可节约合金成本,未采用本发明冷却控制方法时,轧件的中部和尾部力学性能低,而头部的力学性能较高,采用本发明的控制方法后,中部和尾部的力学性能也相应提高,由于力学性能整体提高,能够根据力学性能的富余情况降低合金含量。
137.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机
可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
138.本发明是参照根据本发明实施例的方法、装置(模块、系统)、和计算机程序产品的流程图和/或方框图来描述。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式计算机或者其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
139.这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
140.这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
141.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
142.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包括这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1