一种电弧钎焊散热装置的制作方法
本发明属于电弧钎焊,具体涉及一种电弧钎焊散热装置,能够将电弧钎焊过程中产生的热量迅速散出。
背景技术:
1、由于人们对汽车外观要求越来越高,汽车白车身覆盖件的连接工艺通常采用冷金属过渡的电弧钎焊工艺,该工艺提高拥有良好的焊接成型,较小的焊接飞溅。
2、为了减小该工艺对于刚度较弱的侧围外板外表面形成的热变形,这就对冷金属过渡的电弧钎焊散热装置提出更高的要求。
3、某车型侧围外板与流水槽总成焊接采用冷金属过渡的电弧钎焊工艺,工艺本身产生一定的热量会影响刚度较差的侧围外板外表面,侧围外板流水槽位置结构复杂,需要采用专门的散热装置,减小焊接热量导致的外表面热变形。
4、cn213053498u公开了一种水冷发动机罩弧焊夹具,包括底架、平台、第一支座、第二支座、支撑座、定位板、夹紧气缸、双导柱气缸、连接板、夹紧装置、电气控制柜;平台安装在底架上,第一支座和第二支座固定在平台上,第一支座与u型定位块连接,支撑座设置在第一支座与第二支座之间,定位板固定在支撑座上,定位板相邻的两个侧壁上分别加工有进水接头安装口和出水接头安装口,顺沿进水接头安装口和出水接头安装口分别加工有进水管路和出水管路,夹紧气缸穿过平台固定在底架上,夹紧气缸与连接板固连,连接板与u型夹紧块固连,双导柱气缸固定在第二支座上,双导柱气缸与夹紧装置固连。该夹具结构简单,夹具上的零部件不会受弧焊产生的热量影响产生变形。
技术实现思路
1、为了解决现有技术存在的上述问题,本发明提供一种电弧钎焊散热装置,能够将电弧钎焊过程中产生的热量通过装置迅速散出去,不会在焊道附近的某处堆积,可满足冷金属电弧钎焊对于外表面焊后变形量的工艺要求,同时保证焊缝焊接质量。
2、本发明的目的是通过以下技术方案实现的,结合附图:
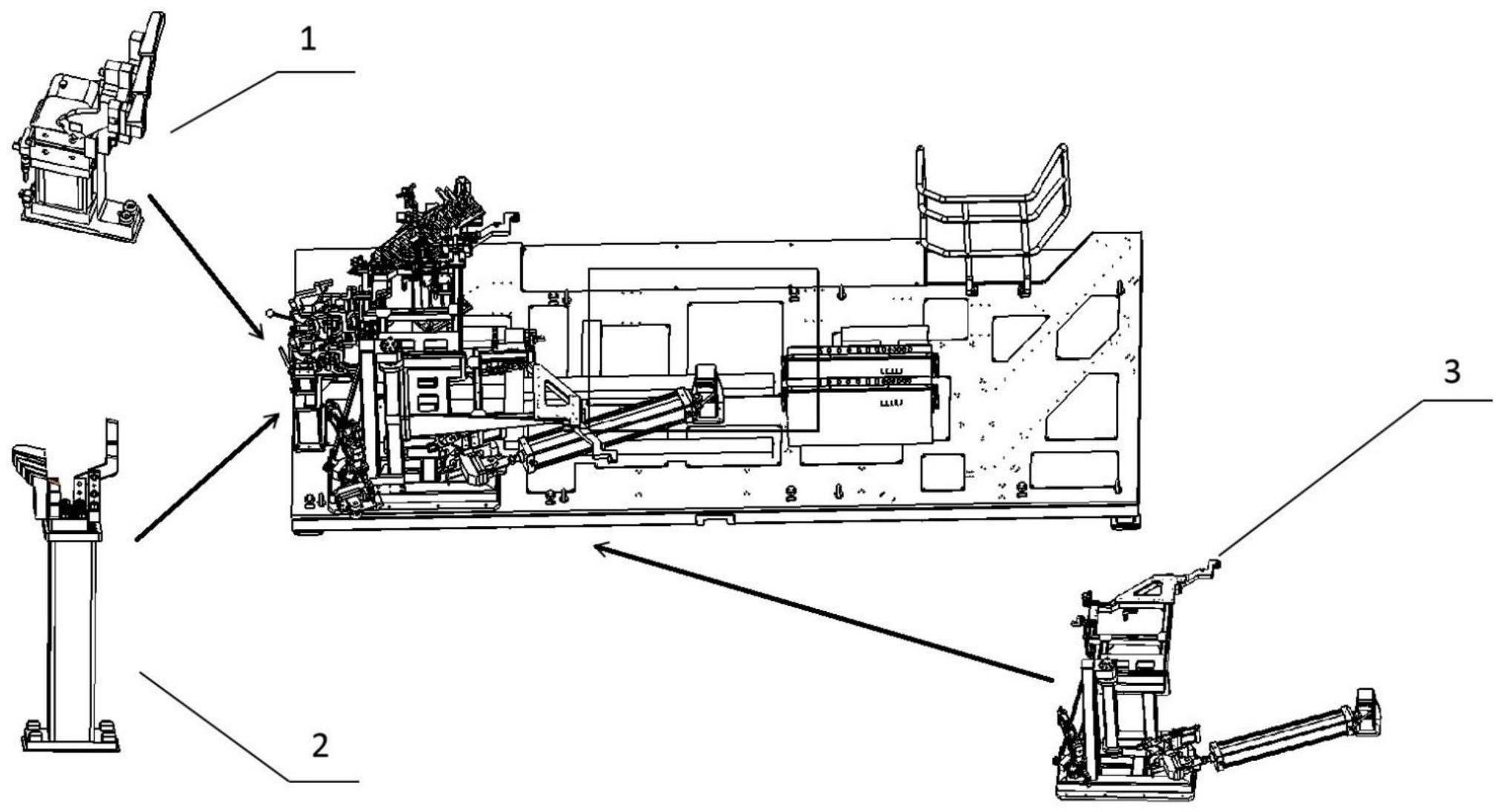
3、一种电弧钎焊散热装置,包括焊道外表面散热夹紧结构1、侧围外板外表面散热组件夹紧结构2、焊道内侧散热组件与侧围外板内侧散热组件夹紧结构3;所述焊道外表面散热夹紧结构1、侧围外板外表面散热组件夹紧结构2、焊道内侧散热组件与侧围外板内侧散热组件夹紧结构3通过螺栓安装定位在侧围外板主拼夹具工作平台;所述焊道外表面散热夹紧结构1用于压紧侧围外板翻边,控制侧围外板翻边与尾灯板总成搭接边间隙,同时在侧围外板翻边处进行焊接散热;所述侧围外板外表面散热组件夹紧结构2用于支撑定位侧围外板焊道附近外表面尺寸,同时在侧围外板外表面处进行焊接散热;所述焊道内侧散热组件与侧围外板内侧散热组件夹紧结构3用于定位夹紧侧围外板内侧基准点,控制侧围外板翻边与尾灯板总成搭接边间隙,防止尾灯板总成窜动,同时在焊道内侧与侧围外板内侧优化焊接散热。
4、进一步地,所述焊道外表面散热夹紧结构1包括夹紧结构支撑底座5、支撑翻转气缸6、气缸配套翻转件8、夹爪连接件9、仿形压紧块组件;夹紧结构支撑底座5固定在侧围外板主拼夹具工作平台上;支撑翻转气缸6固定在夹紧结构支撑底座5上,气缸配套翻转件8转动连接在支撑翻转气缸6上并通过支撑翻转气缸6驱动翻转,夹爪连接件9固定在气缸配套翻转件8上随气缸配套翻转件8一同翻转;仿形压紧块组件安装在夹爪连接件9上。
5、更进一步地,所述仿形压紧块组件包括仿形压紧块i10、仿形压紧块ii11、仿形压紧块iii12,夹爪连接件9通过三个分支分别连接仿形压紧块i10、仿形压紧块ii11、仿形压紧块iii12,经过同一支撑翻转气缸6控制同时夹紧压在侧围外板搭接边;三个仿形压紧块彼此间隔固定距离,与搭接边均匀贴合,保证散热均匀。
6、更进一步地,所述焊道外表面散热夹紧结构1还包括辅助支撑件7,辅助支撑件7固定在支撑翻转气缸6上,用于保持焊道外表面散热夹紧结构1的平衡。
7、进一步地,所述侧围外板外表面散热组件夹紧结构2包括支撑结构底座13、直角型连接块组件、仿形支撑块组件;支撑结构底座13通过螺栓安装定位在侧围外板主拼夹具工作平台上;直角型连接块组件通过螺栓固定在支撑结构底座13上表面;仿形支撑块组件中的仿形支撑块一一对应连接在直角型连接块组件中的各直角型连接块上,仿形支撑块组件用于支撑侧围外板。
8、更进一步地,所述侧围外板外表面散热组件夹紧结构2还包括尾灯板定位导向块19、加工基准定位块,加工基准定位块及尾灯板定位导向块19分别连接在直角型连接块组件两端,尾灯板定位导向块19用于辅助尾灯板总成零件上件定位,支撑侧围外板。
9、更进一步地,所述直角型连接块包括直角型连接块i14、直角型连接块ii15、直角型连接块iii16、直角型连接块iv17、直角型连接块v18;所述仿形支撑块组件包括仿形支撑块i20、仿形支撑块ii21、仿形支撑块iii22、仿形支撑块iv23、仿形支撑块v24;五个直角型连接块通过螺栓安装在支撑结构底座13上表面;直角型连接块i14与加工基准定位块和仿形支撑块i20相连,起到支撑与定位作用;直角型连接块ii15、直角型连接块iii16、直角型连接块iv17分别与仿形支撑块ii21、仿形支撑块iii22、仿形支撑块iv23相连,共同支撑侧围外板;直角型连接块v18同时与尾灯板定位导向块19和仿形支撑块v24相连,辅助尾灯板总成零件上件定位,支撑侧围外板。
10、更进一步地,所述仿形支撑块彼此间隔固定距离,与侧围外板外表面贴合。
11、进一步地,所述焊道内侧散热组件与侧围外板内侧散热组件夹紧结构3包括长导杆气缸支撑座25、长导杆气缸26、辅助定位夹紧气缸27、长摆臂旋转组件28、直角型连接块组件、焊缝内侧仿形块组件、侧围外板内侧仿形块;长导杆气缸支撑座25通过螺栓安装定位在侧围外板主拼夹具工作平台上;长摆臂旋转组件28铰接在长导杆气缸支撑座25上;长导杆气缸26与长摆臂旋转组件28连接,用于控制长摆臂旋转组件28进行摆臂旋转;辅助定位夹紧气缸27与长摆臂旋转组件28连接,用于对长摆臂旋转组件28进行定位夹紧;直角型连接块组件固定在长摆臂旋转组件28前端底部;焊缝内侧仿形块组件中的各焊缝内侧仿形块一一对应连接在直角型连接块组件的各直角型连接块上,焊缝内侧仿形块组件在焊缝内侧与尾灯板总成翻边贴合;侧围外板内侧仿形块中的各侧围外板内侧仿形块与焊缝内侧仿形块组件中的各焊缝内侧仿形块一一对应连接在同一个直角型连接块上。
12、更进一步地,所述直角型连接块组件包括直角型连接块vi29、直角型连接块vii30、直角型连接块viii31;所述焊缝内侧仿形块组件包括焊缝内侧仿形块i32、焊缝内侧仿形块ii33、焊缝内侧仿形块iii34,焊缝内侧仿形块i32、焊缝内侧仿形块ii33、焊缝内侧仿形块iii34,焊缝内侧仿形块i32、焊缝内侧仿形块ii33、焊缝内侧仿形块iii34分别与直角型连接块vi29、直角型连接块vii30、直角型连接块viii31连接,在焊缝内侧与尾灯板总成翻边贴合优化焊接散热效果;侧围外板内侧仿形块组件包括侧围外板内侧仿形块i35、侧围外板内侧仿形块ii36、侧围外板内侧仿形块iii37,侧围外板内侧仿形块i35、侧围外板内侧仿形块ii36、侧围外板内侧仿形块iii37分别与直角型连接块vi29、直角型连接块vii30、直角型连接块viii31连接,与侧围外板内侧贴合优化焊接散热效果。
13、与现有技术相比,本发明具有以下优点:
14、1.本发明提供一种电弧钎焊散热装置,能够优化乘用车侧围外板后流水槽电弧钎焊散热效果,在多车型后流水槽处结构装配均可消除侧围外板表面焊后缺陷;
15、2.本发明一种电弧钎焊散热装置,通过多角度仿形块压头的夹紧可保证热量充分均匀散失,防止在部分位置堆积产生焊接后热变形。
16、3.本发明一种电弧钎焊散热装置,通过增加对侧围外板内外侧的散热仿形块,优化了在侧围外板外表面的散热效果,在长度250-300mm的电弧钎焊焊道长度下,本发明可以将侧围外板外表面沿焊道扩展宽度50-120mm的表面焊后缺陷完全消除。
- 还没有人留言评论。精彩留言会获得点赞!