用于环形焊接的工件夹持装置的制作方法
本发明属于焊接,涉及一种工件夹持装置,特别是一种用于环形焊接的工件夹持装置。
背景技术:
1、激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,激光焊接是激光材料加工技术应用的重要方面之一,20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
2、目前激光焊接设备已在工业领域内普及开来,传统的激光焊接设备是利用夹具夹持工件,对需要焊接的部位进行激光焊接,在用于环形焊接上时,还需将工件在焊接时进行旋转,对工件的端面环形进行焊接。
3、激光焊接的精度要求往往是比较高的,在进行环形焊接时,多个待焊工件需要互相抵靠,再通过激光辐射加热工件表面,而由于待焊工件本身的精度往往比较低,工件互相抵靠时无法保证多个待焊工件之间的紧贴性,造成焊接精度低的问题,且多个待焊工件之间的同轴度也十分影响焊接精度的高低,因此本领域的技术人员更加需要提高环形焊接时的焊接精度。
技术实现思路
1、本发明提出了一种用于环形焊接的工件夹持装置,本发明要解决的技术问题是如何提高环形焊接时的焊接精度。
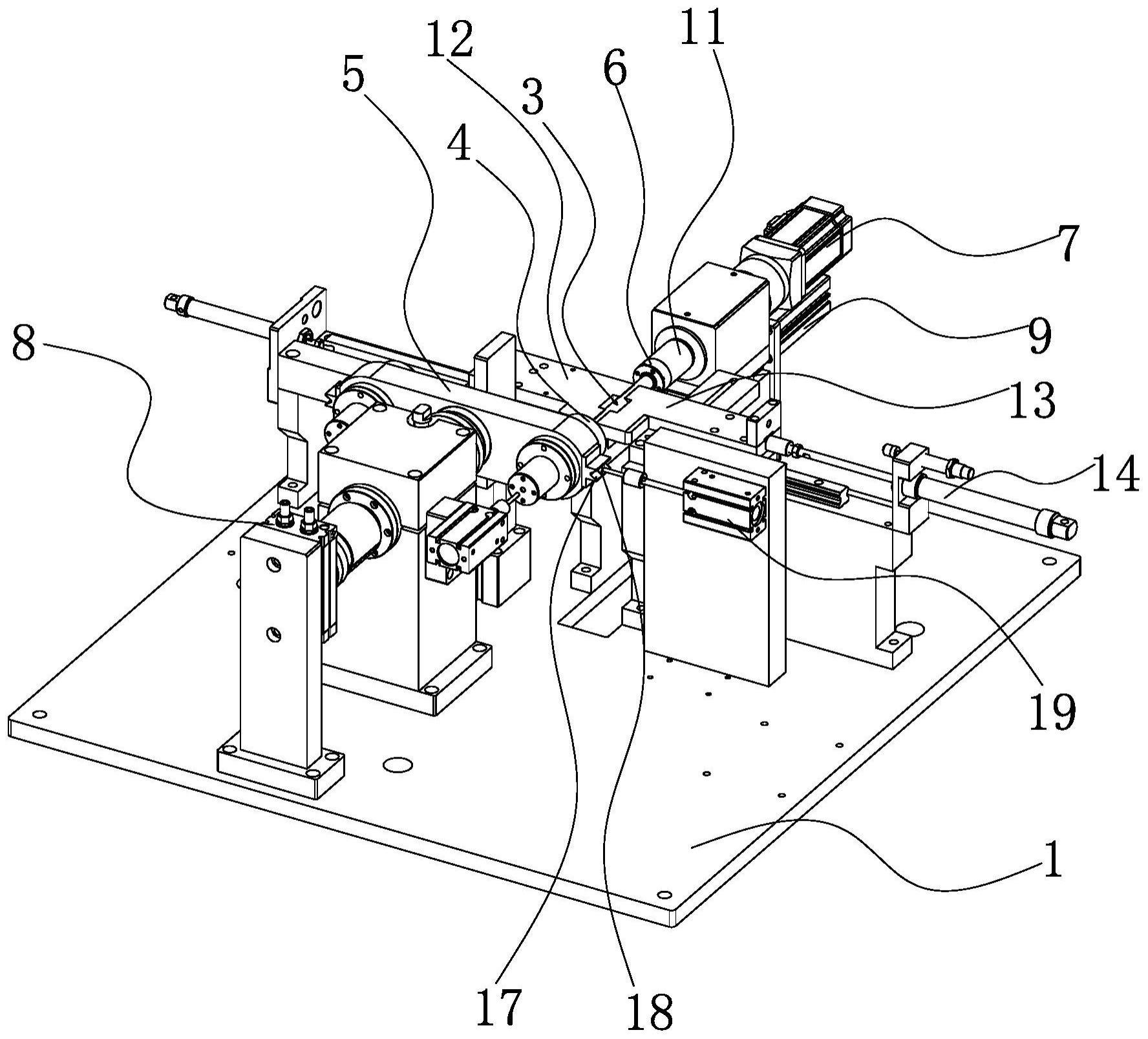
2、本发明的要解决的技术问题可通过下列技术方案来实现:一种用于环形焊接的工件夹持装置,包括机架、用于定位待焊接部件一的工件夹具、与工件夹具相对设置的旋转头和用于夹持定位杆状部件二中焊接段的夹持定位结构,工件夹具与机架之间转动连接,夹持定位结构安装在机架上,机架上还安装有第一驱动组件,旋转头与第一驱动组件的转轴之间通过摆动件相连接,第一驱动组件能通过摆动件和旋转头带动杆状部件二转动,摆动件使旋转头随着杆状部件二的抵靠段摆动而摆动。
3、夹持定位结构能定位杆状部件二,工件夹具能定位待焊接部件一,环形焊接时第一驱动组件能驱动旋转头将杆状部件二抵靠在待焊接部件一上,且驱动旋转头带动杆状部件二转动,由于杆状部件二和待焊接部件一本身的精度较低,两个部件之间的紧贴性不高,杆状部件二的抵靠段会产生摆动,这时旋转头会通过摆动件随着杆状部件二的抵靠段摆动而摆动,使杆状部件二的焊接端与待焊接部件一的端面贴合,提高了焊接精度。
4、作为优化,所述摆动件为缓冲弹簧,缓冲弹簧的一端与第一驱动组件的转轴固定连接,缓冲弹簧的另一端与旋转头固定连接,当杆状部件二的抵靠段产生摆动时,缓冲弹簧会形变,使旋转头随着杆状部件二的抵靠段摆动而摆动。
5、作为优化,所述缓冲弹簧分为首段、中段和尾段,缓冲弹簧的首段与与第一驱动组件的转轴相连接,缓冲弹簧的尾段与旋转头相连接,缓冲弹簧的中段位于第一驱动组件的转轴和旋转头之间,缓冲弹簧的中段为摆动区。
6、作为优化,所述第一驱动组件和旋转头之间安装有保护套,保护套的一端与旋转头固连,保护套套设在第一驱动组件的转轴上且缓冲弹簧位于保护套内,保护套使缓冲弹簧不外露,更好地保护缓冲弹簧,提高缓冲弹簧的使用寿命。
7、作为优化,所述摆动件为十字滑台,十字滑台与第一驱动组件的转轴相连接,旋转头固定安装在十字滑台的滑块上,十字滑台的两条滑轨导向方向均与第一驱动组件转轴的轴向方向垂直,当杆状部件二的抵靠段产生摆动时,旋转头会通过滑块随着杆状部件二的抵靠段摆动在滑轨上移动。
8、作为优化,所述旋转头内安装有弹性件,弹性件与十字滑台的滑块固定连接,弹性件为旋转头提供了摆动的空间和弹力,使旋转头更有效地摆动。
9、作为优化,所述夹持定位结构包括第一定位件和第二定位件,第一定位件和第二定位件均通过导向结构与机架相连接,第一定位件和第二定位件能夹持定位工件。
10、作为优化,所述第一定位件和第二定位件上均具有第一夹持部和第二夹持部,当第一定位件和第二定位件在夹持工件时,第一夹持部和第二夹持部均与工件接触;当第一定位件和第二定位件在定位工件时,第一夹持部与工件接触且第二夹持部不与工件接触。
11、第一夹持部位于靠近工件夹具的一端,第二夹持部位于靠近旋转头的一端,当环形焊接时,第一夹持部与工件接触且第二夹持部不与工件接触,第一夹持部保持夹持工件并辅助定位,第二夹持部不与工件接触为杆状部件二的摆动预留了空间。
12、作为优化,所述机架上安装有旋转座,旋转座与机架转动连接,工件夹具安装在旋转座上,旋转座的侧壁上具有定位凹槽,旋转座的一侧设有安装在机架上的定位块,定位块与安装在机架上的驱动件相连接,驱动件能驱动定位块与定位凹槽相配合并嵌入定位凹槽内,当旋转座将工件夹具转动至工位后,驱动件驱动定位块嵌入定位凹槽内,定位凹槽与定位块配合使旋转座产生移动,工件夹具的位置更加准确。
13、作为优化,所述旋转头的顶面具有工件定位槽,工件定位槽用于定位杆状部件二的抵靠段,工件定位槽内安装有防滑条。防滑条用于增大旋转头与杆状部件二之间的摩擦力,使旋转头转动时能更稳定地带动杆状部件二转动。
14、与现有技术相比,本用于环形焊接的工件夹持装置通过设置摆动件,使精度不高的待焊工件抵靠时抵靠面紧贴性更强,待焊工件在转动时也能保证焊接面的精度,大大提高了环形焊接时的焊接精度,并且待焊工件的定位也更加准确。
技术特征:
1.一种用于环形焊接的工件夹持装置,其特征在于,包括机架(1)、用于定位待焊接部件一(2)的工件夹具(4)、与工件夹具(4)相对设置的旋转头(6)和用于夹持定位杆状部件二(3)中焊接段的夹持定位结构,工件夹具(4)与机架(1)之间转动连接,夹持定位结构安装在机架(1)上,机架(1)上还安装有第一驱动组件,旋转头(6)与第一驱动组件的转轴之间通过摆动件相连接,第一驱动组件能通过摆动件和旋转头(6)带动杆状部件二(3)转动,摆动件使旋转头(6)随着杆状部件二(3)的抵靠段摆动而摆动。
2.根据权利要求1所述的用于环形焊接的工件夹持装置,其特征在于,所述摆动件为缓冲弹簧(10),缓冲弹簧(10)的一端与第一驱动组件的转轴固定连接,缓冲弹簧(10)的另一端与旋转头(6)固定连接。
3.根据权利要求2所述的用于环形焊接的工件夹持装置,其特征在于,所述缓冲弹簧(10)分为首段、中段和尾段,缓冲弹簧(10)的首段与与第一驱动组件的转轴相连接,缓冲弹簧(10)的尾段与旋转头(6)相连接,缓冲弹簧(10)的中段位于第一驱动组件的转轴和旋转头(6)之间。
4.根据权利要求2所述的用于环形焊接的工件夹持装置,其特征在于,所述第一驱动组件和旋转头(6)之间安装有保护套(11),保护套(11)的一端与旋转头(6)固连,保护套(11)套设在第一驱动组件的转轴上且缓冲弹簧(10)位于保护套(11)内。
5.根据权利要求1所述的用于环形焊接的工件夹持装置,其特征在于,所述摆动件为十字滑台,十字滑台与第一驱动组件的转轴相连接,旋转头(6)固定安装在十字滑台的滑块上,十字滑台的两条滑轨导向方向均与第一驱动组件转轴的轴向方向垂直。
6.根据权利要求5所述的用于环形焊接的工件夹持装置,其特征在于,所述旋转头(6)内安装有弹性件,弹性件与十字滑台的滑块固定连接。
7.根据权利要求1至6任意一项所述的用于环形焊接的工件夹持装置,其特征在于,所述夹持定位结构包括第一定位件(12)和第二定位件(13),第一定位件(12)和第二定位件(13)均通过导向结构与机架(1)相连接,第一定位件(12)和第二定位件(13)能夹持定位工件。
8.根据权利要求7所述的用于环形焊接的工件夹持装置,其特征在于,所述第一定位件(12)和第二定位件(13)上均具有第一夹持部(15)和第二夹持部(16),当第一定位件(12)和第二定位件(13)在夹持工件时,第一夹持部(15)和第二夹持部(16)均与工件接触;当第一定位件(12)和第二定位件(13)在定位工件时,第一夹持部(15)与工件接触且第二夹持部(16)不与工件接触。
9.根据权利要求1至6任意一项所述的用于环形焊接的工件夹持装置,其特征在于,所述机架(1)上安装有旋转座(5),旋转座(5)与机架(1)转动连接,工件夹具(4)安装在旋转座(5)上,旋转座(5)的侧壁上具有定位凹槽(17),旋转座(5)的一侧设有安装在机架(1)上的定位块(18),定位块(18)与安装在机架(1)上的驱动件相连接,驱动件能驱动定位块(18)与定位凹槽(17)相配合并嵌入定位凹槽(17)内。
10.根据权利要求1至6任意一项所述的用于环形焊接的工件夹持装置,其特征在于,所述旋转头(6)的顶面具有工件定位槽(20),工件定位槽(20)用于定位杆状部件二(3)的抵靠段,工件定位槽(20)内安装有防滑条(21)。
技术总结
本发明提供了一种用于环形焊接的工件夹持装置,属于焊接技术领域。它解决了现有的环形焊接时焊接精度不高的问题。本用于环形焊接的工件夹持装置,包括机架、用于定位待焊接部件一的工件夹具、与工件夹具相对设置的旋转头和用于夹持定位杆状部件二中焊接段的夹持定位结构,机架上还安装有第一驱动组件,旋转头与第一驱动组件的转轴之间通过摆动件相连接,第一驱动组件能通过摆动件和旋转头带动杆状部件二转动,摆动件使旋转头随着杆状部件二的抵靠段摆动而摆动。本发明通过设置摆动件,使精度不高的待焊工件抵靠时抵靠面紧贴性更强,待焊工件在转动时也能保证焊接面的精度,大大提高了环形焊接时的焊接精度,并且待焊工件的定位也更加准确。
技术研发人员:项大清
受保护的技术使用者:台州市圣西亚金刚石设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!