应用非对称铣刀加工曲轴止推面、避空面的方法与流程
1.本发明涉及发动机加工技术领域,尤其涉及一种应用非对称铣刀加工曲轴止推面、避空面的方法。
背景技术:
2.铣刀是机械加工领域用于铣削加工的旋转加工刀具,一般使用在铣床、数控加工中心等设备,可用于工件表面、沟槽和台阶等位置的粗精加工。三面刃铣刀是三个方向刃口均有后角并可用于切削的盘式铣刀,一般用于沟槽和台阶的铣削加工。
3.在数控加工中心上加工发动机缸体的曲轴止推面,一般使用在高速钢本体上焊接硬质合金焊片的三面刃铣刀(如图1-4所示)进行加工,可适用于各种类型的夹具、工件和加工工艺,具有较好的通用性和经济性。现有技术对曲轴面加工时,通常采用第一把铣刀同时加工两侧避空面,一次成型;第二把铣刀同时加工两侧止推面,一次成型并保证加工精度,止推面宽度完全由铣刀两个三面刃铣刀盘的间距决定。采用上述方式加工存在以下缺点:
4.1、出于对加工效率的考虑,一般是两侧止推面同时加工,止推面的宽度、位置度精度较高(≤0.05mm),由于加工过程中较大的轴向切削力,致使刀具产生变形,最终导致止推面宽度、位置度超差;
5.2、受限于目前刀具的基本式样,需要反复多次加工-调整-加工
……
才能保证加工结果在工艺要求范围内,期间产生大量设备停机时间和工件工废;
6.3、刀具锋利程度不足,切削力大,加工产生明显毛刺,需要专门的人员手动去除,增加了额外的劳务费。
技术实现要素:
7.为解决以上问题,本发明提供一种应用非对称铣刀加工曲轴止推面、避空面的方法,能够有效保证止推面加工精度。
8.本发明采用的技术方案是:一种应用非对称铣刀加工曲轴止推面、避空面的方法,其特征在于:包括以下步骤:
9.a、加工工件一侧的止推面和对侧的避空面;
10.b、加工工件另一侧的止推面和对侧的避空面。
11.作为优选,加工止推面的刀盘直径小于加工避空面的刀盘直径,加工止推面的刀片内切圆小于加工避空面的刀片内切圆。
12.作为优选,加工止推面的刀盘直径d1±
a1与止推面直径d1±
a1的关系为:d1=d1,其中:a1、a1为尺寸公差;加工避空面的刀盘直径d2±
a2与避空面直径d2±
a2的关系为:d2=d2,其中:a2、a2为尺寸公差。
13.进一步的,所述止推面直径为φ74.15
±
0.15mm,避空面直径为φ96
±
0.15mm;加工止推面的刀盘直径为φ74.15
±
0.05mm,加工避空面的刀盘直径为φ96
±
0.05mm。
14.作为优选,加工止推面的刀盘与加工避空面的刀盘之间的间距为w
±
b,其中:止推面宽度为w1±
b1,避空面宽度为w2±
b2,b1、b2为尺寸公差。
15.进一步的,止推面宽度为19(-0.05,0)mm,避空面宽度23
±
0.2mm,两刀盘之间的距离为20.9
±
0.05mm。
16.作为优选,采用φ9.525mm内切圆小刀片加工止推面,采用φ12.7mm内切圆的大刀片加工避空面。
17.作为优选,步骤a中,采用第一铣刀加工,止推面刀片最高点距离刀柄定位基准面147mm,避空面刀盘最低点距离刀柄定位基准面165.9mm。
18.作为优选,步骤b中,采用第二铣刀加工,避空面刀片最高点距离刀柄定位基准面147mm,止推面刀盘最低点距离刀柄定位基准面165.9mm。
19.进一步的,所述第一铣刀和第二铣刀上的刀片均采用可更换式刀片,刀片前角20
°
,后角10
°
。
20.本发明取得的有益效果是:将加工止推面、避空面的刀盘进行交叉组合,高、低精度加工内容进行交叉互补,降低刀具调整精度需求;将原来完全由刀具精度保证改为由控制精度更高的数控加工中心保证。将传统的三面刃铣刀变更为可更换刀片的式样,可使用前角、后角更大的pcd刀片,提高锋利程度,降低切削力,有效抑制毛刺的产生。
附图说明
21.图1为曲轴待加工面的示意图;
22.图2为现有的加工止推面的刀具示意图;
23.图3为现有的加工避空面的刀具示意图;
24.图4为现有加工曲轴止推面和避空面的流程图;
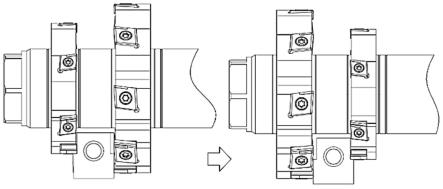
25.图5为本发明的第一铣刀的结构示意图;
26.图6为本发明的第二铣刀的结构示意图;
27.图7为小刀片(大刀片)的结构示意图;
28.图8为本发明加工曲轴止推面和避空面的流程图;
29.图9为本发明的第一铣刀的尺寸图;
30.图10为本发明的小刀片(大刀片)的尺寸图;
31.其中:1、止推面;2、避空面;3、止推面加工刀具;31、小刀片;4、避空面加工刀具;41、大刀片。
具体实施方式
32.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.如图1-4所示,现有的加工曲轴止推面1和避空面2的加工工艺流程为:第一把铣刀同时加工两侧避空面,一次成型;第二把铣刀同时加工两侧止推面,一次成型并保证加工精
度,止推面宽度完全由铣刀两个三面刃铣刀盘的间距决定。
34.采用两侧止推面同时加工,止推面的宽度、位置度精度较高(≤0.05mm),由于加工过程中较大的轴向切削力,致使刀具产生变形,最终极易导致止推面宽度、位置度超差,很难保证止推面的加工精度。
35.如图5-10所示,本发明一种应用非对称铣刀加工曲轴止推面、避空面的方法,包括以下步骤:
36.a、加工工件一侧的止推面和对侧的避空面;
37.b、加工工件另一侧的止推面和对侧的避空面。
38.本发明加工止推面、避空面的刀盘进行交叉组合,高、低精度加工内容进行交叉互补,降低刀具调整精度需求。刀具安装精度可由原先的0.03mm,变为现有的0.2mm。止推面1的加工精度更易保证。
39.本实施例中,加工止推面1的刀盘直径小于加工避空面的刀盘直径,加工止推面2的刀片内切圆小于加工避空面的刀片内切圆。
40.结合表1所示,加工止推面的刀盘直径d1±
a1与止推面直径d1±
a1的关系为:d1=d1,其中:a1、a1为尺寸公差;加工避空面的刀盘直径d2±
a2与避空面直径d2±
a2的关系为:d2=d2,其中:a2、a2为尺寸公差。
41.加工止推面的刀盘与加工避空面的刀盘之间的间距为w
±
b,其中:止推面宽度为w1±
b1,避空面宽度为w2±
b2,b1、b2为尺寸公差。
[0042][0043]
表1
[0044]
以某1.5l涡轮增压发动机缸体为例,止推面直径φ74.15
±
0.15mm,止推面宽度19(-0.05,0)mm,避空面直径φ96
±
0.15mm,避空面宽度23mm(
±
0.2)。采用φ9.525mm内切圆小刀片加工止推面,加工止推面的小刀盘直径为φ74.15mm
±
0.05;采用φ12.7mm内切圆的大刀片加工避空面,作加工避空面的大刀盘直径为φ96mm
±
0.05。
[0045]
本实施例中,采用第一铣刀加工,止推面刀片最高点距离刀柄定位基准面147mm,避空面刀盘最低点距离刀柄定位基准面165.9mm,两刀盘之间的距离为20.9mm(
±
0.05)。
[0046]
本实施例中,采用第二铣刀加工,避空面刀片最高点距离刀柄定位基准面147mm,止推面刀盘最低点距离刀柄定位基准面165.9mm,两刀盘之间的距离为20.9mm(
±
0.05)。
[0047]
第一铣刀和第二铣刀上的刀片均采用可更换式刀片,刀片均采用合金基体焊接pcd的方案,中心孔安装方式,刀片前角20
°
,后角10
°
,降低加工的切削力,有效改善毛刺情况。刀片均使用大小配合的防呆设计,避免作业员装错刀片的安装方向。
[0048]
在此,需要说明的是,上述技术方案的描述是示例性的,本说明书可以以不同形式来体现,并且不应被解释为限于本文阐述的技术方案。相反,提供这些说明将使得本发明公开将是彻底和完整的,并且将向本领域技术人员充分传达本说明书所公开的范围。此外,本发明的技术方案仅由权利要求的范围限定。
[0049]
用于描述本说明书和权利要求的各方面公开的形状、尺寸、比率、角度和数字仅仅是示例,因此,本说明书和权利要求的不限于所示出的细节。在以下描述中,当相关的已知功能或配置的详细描述被确定为不必要地模糊本说明书和权利要求的重点时,将省略详细描述。
[0050]
在使用本说明书中描述的“包括”、“具有”和“包含”的情况下,除非使用否则还可以具有另一部分或其他部分,所用的术语通常可以是单数但也可以表示复数形式。
[0051]
应该指出,尽管在本说明书可能出现并使用术语“第一”、“第二”、“顶部”、“底部”、“一侧”、“另一侧”、“一端”、“另一端”等来描述各种不同的组件,但是这些成分和部分不应受这些术语的限制。这些术语仅用于区分一个成分和部分和另一个成分和部分。例如,在不脱离本说明书的范围的情况下,第一部件可以被称为第二部件,并且类似地,第二部件可以被称为第一部件,顶部和底部的部件在一定情况下,也可以彼此对调或转换;一端和另一端的部件可以彼此性能相同或者不同。
[0052]
在描述位置关系时,例如,当位置顺序被描述为“在...上”、“在...上方”、“在...下方”和“下一个”时,除非使用“恰好”或“直接”这样的词汇或术语,此外则可以包括它们之间不接触或者接触的情形。如果提到第一元件位于第二元件“上”,则并不意味着在图中第一元件必须位于第二元件的上方。所述部件的上部和下部会根据观察的角度和定向的改变而改变。因此,在附图中或在实际构造中,如果涉及了第一元件位于第二元件“上”的情况可以包括第一元件位于第二元件“下方”的情况以及第一元件位于第二元件“上方”的情况。在描述时间关系时,除非使用“恰好”或“直接”,否则在描述“之后”、“后续”、“随后”和“之前”时,可以包括步骤之间并不连续的情况。本发明的各种实施方案的特征可以部分地或全部地彼此组合或者拼接,并且可以如本领域技术人员可以充分理解的以各种不同地构造来执行。本发明的实施方案可以彼此独立地执行,或者可以以相互依赖的关系一起执行。
[0053]
最后,应当指出,以上实施例仅是本发明较有代表性的例子。显然,本发明不限于上述实施例,还可以有许多变形。凡是依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应认为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1