一种轧机可调节带钢头尾厚度的轧制装置的制作方法
1.本发明涉及带钢技术领域,尤其涉及一种轧机可调节带钢头尾厚度的轧制装置。
背景技术:
[0002] 3米5线生产过程中,带钢因头尾温降速度远大于带钢中间位置,在轧制时头尾温度较低,厚度难以控制,经常出现成品头部至1米位置,尾部至1米位置偏厚,在测厚仪曲线上发现最大的时候甚至达到2mm,现场钢板上实际测量同样能发现此问题,导致钢板成品头尾偏厚部分需要切除,影响钢板的成材率,而且钢板成品头尾偏厚严重时使整板长度偏短,造成钢板尺寸不符,产生质量异议。
技术实现要素:
[0003]
本发明的目的是为了解决现有技术中存在带钢因头尾温降速度远大于带钢中间位置,在轧制时头尾温度较低,厚度难以控制,经常出现成品头部至1米位置,尾部至1米位置偏厚的缺点,而提出的一种轧机可调节带钢头尾厚度的轧制装置。
[0004]
为了实现上述目的,本发明采用了如下技术方案:一种轧机可调节带钢头尾厚度的轧制装置,包括外壳,所述外壳的内壁上滑动连接有滑动板,所述滑动板的右侧固定安装有夹持板,所述外壳的右侧固定安装有刻度尺,所述外壳的内壁上固定安装有齿条,所述滑动板的前侧转动连接有齿轮,所述齿轮与齿条相啮合,所述外壳的左侧分别设有定位机构和控制机构,所述定位机构分别与齿轮和控制机构相配合。
[0005]
优选的,所述控制机构包括滑动板、定位杆、弹簧、固定杆和弹簧座,所述滑动板的左侧固定安装有控制架,所述定位杆滑动连接在滑动板的前侧,所述定位杆与弹簧固定连接,所述弹簧与弹簧座固定连接,所述弹簧座固定安装在控制架的前侧,所述定位杆与固定杆固定连接。
[0006]
进一步的,通过控制机构,控制机构用于在外壳左侧控制定位机构放开齿轮,就可对滑动板进行解锁,就可实现对夹持板的解锁,使得滑动板可在外壳内带动夹持板。
[0007]
优选的,所述定位机构包括控制杆、转轮、绞绳和伸缩杆,所述控制杆滑动连接在控制架的前侧,所述控制杆与绞绳固定连接,所述绞绳绕设在转轮上,所述转轮转动连接在控制架的前侧,所述转轮与伸缩杆固定连接,所述伸缩杆与固定杆转动连接。
[0008]
进一步的,通过定位机构,定位机构用于在外壳内对滑动板进行定位,使得滑动板可对夹持板进行定位,使得夹持板可稳定的对带钢原材料进行稳定的夹持测量。
[0009]
优选的,所述外壳的右侧开设有垂直滑槽,所述夹持板的外侧与垂直滑槽的内壁滑动接触。
[0010]
进一步的,垂直滑动用于夹持板可在外壳的右侧滑动,就可与固定板贴合。
[0011]
优选的,所述外壳的左侧开设有控制滑槽,所述控制架的外侧与控制滑槽的内壁滑动连接。
[0012]
进一步的,控制滑动用于控制架可在滑动板的左侧向下滑动,就可带动夹持板向下移动。
[0013]
优选的,所述外壳的右侧底部固定安装有固定板,所述固定板与滑动板滑动接触。
[0014]
进一步的,固定板用于承托带钢,方便夹持板对带钢进行测量。
[0015]
有益效果:1、通过控制机构,控制机构用于在外壳左侧控制定位机构放开齿轮,就可对滑动板进行解锁,就可实现对夹持板的解锁,使得滑动板可在外壳内带动夹持板;2、通过定位机构,定位机构用于在外壳内对滑动板进行定位,使得滑动板可对夹持板进行定位,使得夹持板可稳定的对带钢原材料进行稳定的夹持测量;本发明中:通过对带钢原材料的夹持测量,就可得出带钢原材料的厚度,再调整后续对带钢原材料每个区域内的温度,就可大大的减小误差。
附图说明
[0016]
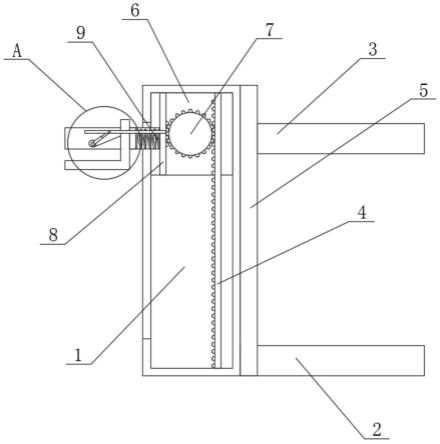
图1为本发明提出的一种轧机可调节带钢头尾厚度的轧制装置的结构主视示意图;图2为本发明提出的一种轧机可调节带钢头尾厚度的轧制装置的结构侧视示意图;图3为本发明提出的一种轧机可调节带钢头尾厚度的轧制装置的结构控制架三维示意图;图4为本发明提出的一种轧机可调节带钢头尾厚度的轧制装置的结构附图1中a放大示意图。
[0017]
图中:1、外壳;2、固定板;3、滑动板;4、齿条;5、刻度尺;6、夹持板;7、齿轮;8、定位杆;9、弹簧;10、控制架;11、控制杆;12、转轮;13、绞绳;14、固定杆;15、伸缩杆;16、弹簧座。
具体实施方式
[0018]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0019]
实施例一参照图1-4,一种轧机可调节带钢头尾厚度的轧制装置,包括外壳1,外壳1的内壁上通过滑槽滑动连接有滑动板3,滑动板3的右侧焊接有夹持板6,外壳1的右侧焊接有刻度尺5,外壳1的内壁上焊接有齿条4,滑动板3的前侧通过转轴转动连接有齿轮7,齿轮7与齿条4相啮合,外壳1的左侧分别设有定位机构和控制机构,定位机构分别与齿轮7和控制机构相配合。
[0020]
本发明中,控制机构包括滑动板3、定位杆8、弹簧9、固定杆14和弹簧座16,滑动板3的左侧焊接有控制架10,定位杆8通过滑槽滑动连接在滑动板3的前侧,定位杆8与弹簧9焊接,弹簧9与弹簧座16焊接,弹簧座16焊接在控制架10的前侧,定位杆8与固定杆14焊接,通过控制机构,控制机构用于在外壳1左侧控制定位机构放开齿轮7,就可对滑动板3进行解锁,就可实现对夹持板6的解锁,使得滑动板3可在外壳1内带动夹持板6。
[0021]
本发明中,定位机构包括控制杆11、转轮12、绞绳13和伸缩杆15,控制杆11通过滑
槽滑动连接在控制架10的前侧,控制杆11与绞绳13焊接,绞绳13饶设在转轮12上,转轮12通过转轴转动连接在控制架10的前侧,转轮12与伸缩杆15焊接,伸缩杆15与固定杆14通过转轴转动连接,通过定位机构,定位机构用于在外壳1内对滑动板3进行定位,使得滑动板3可对夹持板6进行定位,使得夹持板6可稳定的对带钢原材料进行稳定的夹持测量。
[0022]
本发明中,外壳1的右侧开设有垂直滑槽,夹持板6的外侧与垂直滑槽的内壁滑动接触,垂直滑动用于夹持板6可在外壳1的右侧滑动,就可与固定板2贴合。
[0023]
本发明中,外壳1的左侧开设有控制滑槽,控制架10的外侧与控制滑槽的内壁通过滑槽滑动连接,控制滑动用于控制架10可在滑动板3的左侧向下滑动,就可带动夹持板6向下移动。
[0024]
本发明中,外壳1的右侧底部焊接有固定板2,固定板2与滑动板3滑动接触,固定板2用于承托带钢,方便夹持板6对带钢进行测量。
[0025]
实施例二本实施例与实施例1的区别在于:可将本发明中对滑动板3定位的方式替换成使用螺栓定位的方式,将螺栓从外壳1的前侧插入并与外壳1的前侧通过滑槽滑动连接,然后再使得螺栓与滑动板3螺纹连接,但螺栓对滑动板3定位的方式需要借助工具,效率不高,而本发明不具备上述缺点。
[0026]
工作原理:通过在控制架10上向上拉动控制杆11,控制杆11再拉动绞绳13,绞绳13带动转轮12逆时针转动,转轮12再带动伸缩杆15逆时针转动,伸缩杆15再带动固定杆14向左侧移动,固定杆14就可带动定位杆8向左侧移动,定位杆8再与齿轮7脱离并压缩弹簧9,然后就可下压控制架10,控制架10就可带动齿轮7下降,齿轮7就可被齿条4带动转动,并带动滑动板3向下移动,滑动板3再与固定板2上的带钢原材料贴合,在夹持板6与钢带贴合后,就可观察夹持板6底部在刻度尺5上的刻度,实现对带钢的测量然后,再放开控制杆11,控制杆11放开定位杆8,定位杆8通过弹簧9的回弹复位,弹簧9再推动定位杆8与齿轮7啮合,实现对齿轮7和夹持板6的定位,方便观察带钢原材料的厚度,根据轧钢特性、轧制力计算设置带钢头部辊缝前馈值,该值基于上个道次尾部长度5%位置进行轧制力采样,在采样过程中,可以找到最大轧制力点和平均轧制力点,并记录这两个点的位置,我们根据上个道次尾部的采样点的轧制力以及二级计算厚度、期望轧制力,通过计算可以得出上个道次尾部厚度的实际情况即实际厚度与目标厚度的差,以及本道次要将带钢头部轧制到目标厚度所期望的轧制力,这个期望轧制力的弹跳值与本道次二级期望轧制力所计算出来的弹跳值的差,就是本道次头部辊缝前馈的值有最大值限制,根据带钢头部厚度情况,可以合理设置前馈值至0的斜率头尾钢温越靠头尾侧降低的越多,在操作画面上设置该功能是否选择投用,选择软钢种或硬钢种,根据钢种不同分软、硬两种选择投入不同前馈值最大值限制,较软钢种前馈值最大值限制较小,较硬钢种前馈值最大值限制较大。
[0027]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1