一种高强度钢的激光焊接系统及激光焊接方法与流程
1.本发明涉及激光焊接技术领域,尤其涉及一种高强度钢的激光焊接系统及激光焊接方法。
背景技术:
2.激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。其原理是激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功的广泛应用于多个行业的零部件精密焊接领域中,特别是对于高强度钢材料的焊接作业,激光焊接相比传统的焊接方式具有较大的优势。
3.激光焊接工艺包括有飞行焊、钎焊以及填丝焊等多种工艺,其中应用最广泛的是钎焊及填丝焊;而飞行焊尽管具有焊接成品更好,人员操作更便捷,设备占地较小等优点,但由于设备成本较高,实施难度较大,应用相对较少。
4.专利文献cn113736983就公开了一种高强度钢的焊缝处理方法及系统,其利用多个激光部件,在完成焊接后,再利用激光对焊缝进行多次热处理,以获得回火马氏体组织,从而降低焊缝断裂风险,避免因焊缝韧性过低、氢脆或焊缝硬度过高导致各种形式的焊缝断裂问题。但上述专利没有考虑到由于钢材料表面普遍存在镀层,这层镀层在激光焊接过程中会对焊缝产生不良影响。
5.为了解决这个问题,科技文献《镀铝硅涂层汽车板激光清洗工艺》中详细描述了能够通过激光对钢材料表面进行烧蚀处理,从而在激光焊接之前用激光去除钢材料表面的镀层,从而避免镀层对焊缝造成的不良影响。然而,激光清洗工艺由于应用成本及具体实施手段等问题,在激光焊接领域的实际应用仍然较为缺乏。其中一个原因在于,在目前的工艺中,激光清洗和激光焊接难以同时进行,这就导致需要至少两个工序来完成激光焊接工艺,不仅设备成本较高,而且难以保证激光清洗和激光焊接在受到焊缝引导装置进行作业时,其行走路径能够保持准确一致,无形中增大了工艺难度。
技术实现要素:
6.有鉴于此,本发明提出了一种高强度钢的激光焊接系统及激光焊接方法,用于解决目前的工艺中,激光清洗和激光焊接难以同时进行而需要多个工序来完成的问题。
7.本发明的技术方案是这样实现的:本发明提供了一种高强度钢的激光焊接系统,用于对待焊接件的焊缝进行焊接,待焊接件的材料为高强度钢,包括机床、焊缝引导部、焊接部及清洗部;机床能够相对待焊接件移动或者转动;焊缝引导部、焊接部及清洗部同时安装在同一机床上并随机床同步移动;焊缝引导部用于引导机床沿待焊接件的焊缝移动以及引导清洗部及焊接部的激光照射焊缝;焊接部沿焊接焊缝时的移动方向设置在焊缝引导部后方,焊接部用于对待焊接件的焊缝进行激光焊接;清洗部设置在焊缝引导部与焊接部之间,清洗部用于对位于焊缝延伸方向两侧的待焊接件表面进行激光烧蚀。
8.在以上技术方案的基础上,优选的,机床内设置有一激光发射源,焊接部及清洗部共用同一激光发射源。
9.更进一步优选的,焊接部为飞行焊接装置。
10.更进一步优选的,清洗部包括整形部件及激光头部件,整形部件设置在机床上并连通激光发射源,整形部件内设置有准直镜、扫描振镜和聚焦镜;激光头部件设置在整形部件上并对准待焊接件的表面;激光发射源发生激光并经由光纤传输进入整形部件内,依次经过整形部件内的准直镜、扫描振镜和聚焦镜后从激光头部件射出,并在待焊接件的表面形成点状聚焦光斑。
11.更进一步优选的,激光发射源发生的激光通过扫描振镜的摆动,使点状聚焦光斑形成线状光斑,线状光斑的延伸方向能够垂直于与焊缝的延伸方向。
12.在以上技术方案的基础上,优选的,待焊接件的材料为经水冷淬火后抗拉强度不小于900mpa的高强度钢。
13.更进一步优选的,该高强度钢能够浸入由铝和5~11%的硅组成的熔融液中,并在高强度钢表面形成al-fe-si合金镀层。
14.另一方面,本发明还提供了一种高强度钢的激光焊接方法,采用上述的激光焊接系统,用于对待焊接件的焊缝进行焊接,待焊接件的材料为高强度钢,高强度钢的表面具有合金镀层;在焊缝引导部引导机床沿焊缝移动时,先由清洗部对位于焊缝延伸方向两侧的待焊接件表面进行激光烧蚀,以清洗掉高强度钢表面的合金镀层,再由焊接部对焊缝进行激光焊接。
15.在以上技术方案的基础上,优选的,预设焊缝延伸方向两侧分别为a侧及b侧;机床内的激光发射源发生的激光通过清洗部中整形部件内的扫描振镜摆动,使聚焦在待焊接件表面的点状聚焦光斑从焊缝a侧移动至b侧形成线状光斑并设为第一线斑,第一线斑的延伸方向垂直于与焊缝的延伸方向;清洗部随机床沿焊缝移动,使聚焦在待焊接件表面的点状聚焦光斑在焊缝a侧或者b侧形成线状光斑并设为第二线斑,第二线斑的延伸方向与焊缝的延伸方向相同;机床内的激光发射源发生的激光通过清洗部中整形部件内的扫描振镜摆动,使聚焦在待焊接件表面的点状聚焦光斑从焊缝b侧移动至a侧形成线状光斑并设为第三线斑,第三线斑的延伸方向垂直于与焊缝的延伸方向;清洗部随机床沿焊缝移动并对于待焊接件表面进行烧蚀,使聚焦在待焊接件表面的点状聚焦光斑依次往复形成若干第一线斑、第二线斑及第三线斑。
16.更进一步优选的,相邻第一线斑与第三线斑以及第三线斑与第一线斑之间均具有第二线斑,若干第一线斑、第二线斑及第三线斑首尾相接组成蛇形轨迹。
17.本发明的一种高强度钢的激光焊接系统及激光焊接方法相对于现有技术具有以下有益效果:(1)本发明中的清洗部及焊接部在焊缝引导部的引导下随机床同步移动,同时对焊缝进行烧蚀清洗以及焊接,而无需多个工序分别完成激光清洗和激光焊接,大幅缩短了工序流程,缩小了设备占地,降低了生产成本。
18.(2)本发明中的焊接部采用飞行焊接装置,而清洗部通过整形部进行激光整形,从而使焊接部与清洗部能够共用同一激光发射源。
19.(3)本发明中的清洗部在扫描振镜的摆动下,通过在焊缝两侧来回摆动并随机床
沿焊缝移动,从而是清洗光斑形成蛇形轨迹,不仅能够充分的烧蚀焊缝表面以去除合金镀层,同时也不会对焊缝焊接时的焊接光斑的移动轨迹发生冲突,从而为激光清洗和激光焊接的同时进行提供了基础。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
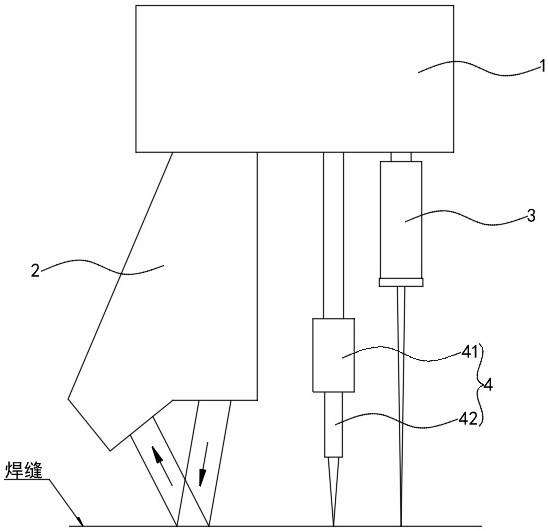
21.图1为本发明的激光焊接系统的结构示意图;图2为激光焊接方法的对比示意图,其中图(a)(b)(c)依次为现有的激光清洗工艺中点状聚焦光斑形成线状光斑的示意图,其中图(d)(e)(f)依次为采用本激光焊接系统的激光清洗工艺中点状聚焦光斑形成线状光斑的示意图;图3为现有技术中扫描振镜的立体结构示意图。
22.图中:1、机床;101、第一线斑;102、第二线斑;103、第三线斑;2、焊缝引导部;3、焊接部;4、清洗部;41、整形部件;42、激光头部件。
具体实施方式
23.下面将结合本发明实施方式,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
24.实施例一:如图1所示,本发明的一种高强度钢的激光焊接系统,用于对待焊接件的焊缝进行焊接,待焊接件的材料为高强度钢。需要说明的是,本发明中所描述的高强度钢,为经水冷淬火后抗拉强度不小于900mpa的高强度钢;该高强度钢能够浸入由铝和5~11%的硅组成的熔融液中,并在高强度钢表面形成al-fe-si合金镀层,这种高强度钢目前广泛应用在目前的新能源汽车的生产制造中,具有巨大的市场需求和供应前景。
25.具体来说,本实施例包括机床1、焊缝引导部2、焊接部3及清洗部4。
26.其中,机床1能够相对待焊接件移动或者转动;本案中的机床1是激光焊接系统中一系列设备的统称,简单来说,目前在激光焊接作业时,焊缝引导部2、焊接部3及清洗部4能够安装在一个能够六轴移动的机械手上,或者至少安装在一个能够在水平面上自由移动的机械手上,因此机床1不仅包括机械手设备,还包括能够为焊接部3及清洗部4提供激光发射源的设备,控制激光发射的控制系统等。由于本发明并不涉及对于激光焊接主体设备和主要运行原理的改进,因此并未详细描述机床1的详细结构及电路原理图等内容。
27.焊缝引导部2、焊接部3及清洗部4同时安装在同一机床1上并随机床1同步移动。
28.其中,焊缝引导部2用于引导机床1沿待焊接件的焊缝移动以及引导清洗部4及焊接部3的激光照射焊缝;焊缝引导或者说焊缝跟踪技术是一种成熟的技术,其原理是利用光学传播与成像原理,采用激光三角反射式原理,即激光束被放大形成一条激光线投射到被
测物体表面上,反射光透过高质量光学系统,被投射到成像矩阵上,经过计算得到传感器到被测表面的距离(z轴)和沿着激光线的位置信息(x轴)。移动被测物体或轮廓仪探头,就可以得到一组三维测量值。所获得的信息可用于焊缝搜索定位、焊缝跟踪、自适应焊接参数控制、焊缝成形检测并将信息实时传递到机械手单元,完成各种复杂焊接,避免焊接质量偏差,实现无人化焊接。由于本发明也并不涉及焊缝跟踪技术的改进,因此并未对焊缝引导部2进行详细的描述。
29.焊接部3沿焊接焊缝时的移动方向设置在焊缝引导部2后方,焊接部3用于对待焊接件的焊缝进行激光焊接。焊接部3可以激光焊接技术中的多种工艺。
30.清洗部4设置在焊缝引导部2与焊接部3之间,清洗部4用于对位于焊缝延伸方向两侧的待焊接件表面进行激光烧蚀。由于本实施例一中的清洗部4与焊接部3是安装在同一机床1上并受到同一焊缝引导部2的引导,因此清洗部4的激光清洗工序与焊接部3的激光焊接工序是同时进行的。
31.实施例二:在实施例一的基础上,为了实现清洗部4的激光清洗工序与焊接部3的激光焊接工序的同时进行,在具体实施中,如图1所示,结合图3,机床1内设置有一激光发射源,焊接部3及清洗部4共用同一激光发射源。
32.其中,焊接部3采用飞行焊接装置。
33.同时,清洗部4包括整形部件41及激光头部件42。
34.其中,整形部件41设置在机床1上并连通激光发射源,整形部件41内设置有准直镜、扫描振镜和聚焦镜。
35.激光头部件42设置在整形部件41上并对准待焊接件的表面。
36.采用上述技术方案,激光发射源发生激光并经由光纤传输进入整形部件41内,依次经过整形部件41内的准直镜、扫描振镜和聚焦镜后从激光头部件42射出,并在待焊接件的表面形成点状聚焦光斑;其中,激光发射源发生的激光通过扫描振镜的摆动,能够使点状聚焦光斑形成线状光斑,线状光斑的延伸方向能够垂直于与焊缝的延伸方向。
37.实际上,焊接部3与清洗部4均采用的飞行焊接装置;但在现有的激光清洗工艺中,焊接部3与清洗部4通常采用不同的激光技术,因此二者难以采用相同的激光发射源;因此本实施例二中,设置焊接部3也采用飞行焊接装置。
38.需要说明的是,飞行焊接装置也是成熟的激光焊接技术,飞行焊与钎焊或者填丝焊的区别在于,钎焊或者填丝焊类似于点焊,简单来说是通过连续的焊点实现焊缝的焊接,但飞行焊则是持续对焊缝进行照射从而形成光斑轨迹。
39.在飞行焊接装置中,参阅本发明的图3,扫描振镜包括若干透镜和反射镜,其通过反射镜的摆动,从而能够改变激光的照射方向;由于本发明也并不涉及飞行焊接技术的改进,因此并未对整形部件41的机构及其内的准直镜、扫描振镜和聚焦镜相对安装位置进行详细的描述,仅对于“激光发射源发生激光并经由光纤传输进入整形部件41内,依次经过整形部件41内的准直镜、扫描振镜和聚焦镜后从激光头部件42射出,并在待焊接件的表面形成点状聚焦光斑”这一飞行焊接技术中激光的照射方式进行了描述。
40.实施例三:如图1所示,结合图2,一种高强度钢的激光焊接方法,采用实施例一或者实施例二
的激光焊接系统,用于对待焊接件的焊缝进行焊接。
41.其中,待焊接件的材料为高强度钢,高强度钢的表面具有合金镀层。
42.在焊缝引导部2引导机床1沿焊缝移动时,先由清洗部4对位于焊缝延伸方向两侧的待焊接件表面进行激光烧蚀,以清洗掉高强度钢表面的合金镀层,再由焊接部3对焊缝进行激光焊接。
43.但在此需要特别说明的是,之所以目前的激光焊接技术中,激光清洗工序与激光焊接工序通常分为两个工序进行,其原因就在于,激光清洗工序中激光的照射轨迹与激光焊接工序中激光的照射轨迹会发生冲突,导致二者无法同时进行。
44.具体来说,首先预设焊缝延伸方向两侧分别为a侧及b侧。
45.在目前的激光清洗技术中,参阅图2中的图(a),激光发射源发生激光并经由光纤传输进入整形部件41内,依次经过整形部件41内的准直镜、扫描振镜和聚焦镜后从激光头部件42射出,并在待焊接件的表面形成点状聚焦光斑。
46.然后,清洗部4随机床1沿焊缝移动并使激光遍历焊缝时,参阅图(b),激光会首先在焊缝a侧形成一条线状光斑。
47.最后,清洗部4会随机床1沿焊缝方向回移并使激光再次遍历焊缝时,参阅图(c),激光就会移动到焊缝b侧,然后在焊缝b侧形成一条线状光斑。如此就完成了对焊缝两侧表面的激光烧蚀。
48.然而,在目前的激光焊接技术中,焊接部3只需要沿焊缝移动并使激光遍历一次焊缝,而无需反向回移,这就造成激光清洗轨迹与激光焊接轨迹会发生冲突。
49.为了解决这个问题,本实施例中,参阅图2中的图(d),首先激光发射源发生激光并经由光纤传输进入整形部件41内,依次经过整形部件41内的准直镜、扫描振镜和聚焦镜后从激光头部件42射出,同样在待焊接件的表面形成点状聚焦光斑。
50.然后,参阅图(e),机床1内的激光发射源发生的激光通过清洗部4中整形部件41内的扫描振镜摆动,使聚焦在待焊接件表面的点状聚焦光斑从焊缝a侧移动至b侧形成线状光斑并设为第一线斑101,第一线斑101的延伸方向垂直于与焊缝的延伸方向。
51.再然后,清洗部4随机床1沿焊缝移动,使聚焦在待焊接件表面的点状聚焦光斑在焊缝b侧形成线状光斑并设为第二线斑102,第二线斑102的延伸方向与焊缝的延伸方向相同。
52.再然后,机床1内的激光发射源发生的激光通过清洗部4中整形部件41内的扫描振镜摆动,使聚焦在待焊接件表面的点状聚焦光斑从焊缝b侧回移至a侧形成线状光斑并设为第三线斑103,第三线斑103的延伸方向垂直于与焊缝的延伸方向。
53.再然后,清洗部4随机床1沿焊缝移动,使聚焦在待焊接件表面的点状聚焦光斑在焊缝a侧形成线状光斑并设为另一个第二线斑102,因此相邻第一线斑101与第三线斑103以及第三线斑103与第一线斑101之间均具有第二线斑102。
54.最后,参阅图(f),清洗部4随机床1沿焊缝移动并重复上述过程对待焊接件表面进行烧蚀,使聚焦在待焊接件表面的点状聚焦光斑依次往复形成若干第一线斑101、第二线斑102及第三线斑103,若干第一线斑101、第二线斑102及第三线斑103首尾相接组成蛇形轨迹。
55.采用上述方式,清洗部4同焊接部3一样,只需要沿焊缝移动并使激光遍历一次焊
缝,而无需反向回移,这就能够解决激光清洗轨迹与激光焊接轨迹发生冲突的问题。
56.以上所述仅为本发明的较佳实施方式而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1