一种FPC软排线弯折定形装置的制作方法
一种fpc软排线弯折定形装置
技术领域
1.本发明涉及手机摄像头模组的fpc软排线加工技术领域,尤其是涉及一种fpc软排线弯折定形装置。
背景技术:
2.目前,一些手机摄像头模组在生产时,需要将其中的fpc软排线弯折成如说明书附图13-14中所示的形状,以此方便将fpc软排线放置到相应位置中。但现有技术中,fpc软排线的折叠,一般通过人工纯手工来完成,不借用其它工具,仅由工作人员根据需要的形状然后手动折叠,因此会存在工作效率效率低以及形状精度无法保证的问题。
3.因而,有必要提供一种可以提高fpc软排线的折叠效率并保证产品质量的技术方案。
技术实现要素:
4.本发明提出一种fpc软排线弯折定形装置,其可以提高待弯折fpc软排线的折叠效率,并保证生产质量。
5.本发明采用的技术方案如下:一种fpc软排线弯折定形装置,包括:底座、模组压块、承靠组件和折弯组件,
6.所述底座上设置有用于放置摄像头模组的卡槽;所述模组压块可拆卸地在所述底座上,其中所述模组压块盖住部分所述卡槽,以使暴露所述摄像头模组上的待弯折fpc软排线;所述模组压块中用来供所述待弯折fpc软排线放置的侧壁为放置面;所述放置面设置有用来定位所述待弯折fpc软排线的定位组件;
7.所述承靠组件包括第一支撑块和第二支撑块,所述第一支撑块铰接于所述模组压块的一侧,其中所述第一支撑块向着或背离所述放置面翻转;所述第二支撑块铰接于所述模组压块的另一侧,其中所述第二支撑块向着或背离所述放置面翻转;
8.所述折弯组件包括弯折块、第一挤压块、第二挤压块、加热叠压块和定形叠压块,
9.所述弯折块可移动地设置在所述模组压块上,其中所述弯折块沿靠近或者远离所述放置面方向移动,在所述第一支撑块与所述放置面贴合时,所述弯折块和所述第一支撑块配合对所述放置面上的所述待弯折fpc软排线进行第一次折弯;在完成第一次折弯后,所述第一挤压块与所述第一支撑块配合对所述待弯折fpc软排线进行第二次折弯;在完成第二次折弯后,在所述第二支撑块与所述放置面贴合时,所述第二挤压块与所述第二支撑块配合对所述待弯折fpc软排线进行第三次折弯;在完成第三次折弯后,所述加热叠压块、所述定形叠压块和所述第二支撑块三者配合对所述待弯折fpc软排线进行第四次弯折。
10.在一些实施例中,所述第一支撑块包括第一倾斜面、第一侧面和用来与所述放置面贴合的第二侧面,所述第一侧面和第二侧面相对设置;所述第一倾斜面的上端连接所述第二侧面,所述第一倾斜面的下端连接所述第一侧面;所述第一倾斜面上设置有第二定位杆;所述第一挤压块的下端面为与所述第一倾斜面相匹配的第二倾斜面;所述第二倾斜面
设置有与所述第二定位杆插接配合的第二定位插孔。
11.在一些实施例中,所述第二侧面设置有第一定位杆和第一磁块,所述放置面设置有与所述第一定位杆插接配合的第一定位插孔和与所述第一磁块吸附配合的第二磁块。
12.在一些实施例中,所述第二支撑块的上端面包括依次连接的第一平面、第三倾斜面和第二平面,所述第三倾斜面的上端连接所述第一平面,所述第三倾斜面的下端连接所述第二平面;所述第一平面设置有第三定位杆;所述第二挤压块的下端面包括有与所述第三倾斜面倾斜配合的第四倾斜面、与所述第一平面配合的第三平面和与所述第二平面配合的第四平面;所述第三平面设置有与所述第三定位杆插接配合的第三定位插孔。
13.在一些实施例中,所述第二支撑块包括第四侧面和用来与所述放置面贴合的第三侧面,所述第三侧面和所述第四侧面相对设置,所述第三侧面设置有与所述第一定位插孔插接配合的第四定位杆和与所述第二磁块吸附配合的第三磁块。
14.在一些实施例中,所述加热叠压块包括用来与所述第四侧面相贴合的第五侧面,所述第五侧面上设置有成型凸块,所述成型凸块包括依次连接的m形块和用来与所述第一平面相贴合的水平块,所述水平块的上端面与所述m形块的上端面相互平行,所述水平块的下端面与所述m形块的下端面之间的角度为钝角。
15.在一些实施例中,所述第四侧面上设置有第五定位杆和第四磁块,所述第五侧面上设置有与所述第五定位杆插接配合的第四定位插孔和与所述第四磁块吸附配合的第五磁块。
16.在一些实施例中,所述定形叠压块与所述第二支撑块铰连接,其中所述定形叠压块向着或背离所述第二支撑块的上端面翻转;所述定形叠压块上设置有与所述成型凸块相卡配合的定形槽;所述定形叠压块的下端面设置有与所述第三定位杆插接配合的第五定位插孔。
17.在一些实施例中,所述模组压块的上端面加工有容置槽,所述容置槽的槽壁设置有贯穿所述放置面的滑槽,所述容置槽内且位于所述滑槽两侧均设置有滑杆;所述弯折块包括施压部,所述弯折块设置在所述容置槽内,所述施压部的一端与所述滑槽滑动配合连接,所述施压部的另一端两侧均设置有连接部;两个所述连接部分别与两个所述滑杆滑动连接;每个所述连接部与所述容置槽的槽壁之间均设置有套设在所述滑杆上的弹簧。
18.在一些实施例中,所述模组压块内设置有贯穿所述模组压块的第一气道,其中所述第一气道的一端延伸至所述放置面以在所述放置面上形成第一吸附口;所述施压部中与所述滑动槽滑动配合的一端具有第六侧面,所述弯折块内设置有贯穿所述弯折块的第二气道,其中所述第二气道的一端延伸至所述第六侧面以在所述第六侧面上形成第二吸附口。
19.本发明的有益效果是:
20.本技术中,由各部件的配合可以将fpc软排线折叠成预定的形状,以此代替纯手工的折叠方式,从而保证折叠精度和折叠质量,同时,借助本技术来对fpc软排线进行折叠,可减少纯手工折叠时需要耗费大量时间来确定折叠位置以及折叠失误等情况的发生,从而提高折叠效率,进而提高生产效率。
附图说明
21.附图是用来提供对本发明的进一步理解,并构成说明书的一部分,与下面的具体
实施方式一起用于解释本发明,但不应构成对本发明的限制。在附图中:
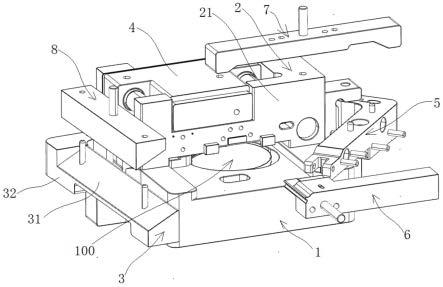
22.图1为本发明一实施例的结构示意图;
23.图2为本发明一实施例底座的结构示意图;
24.图3为本发明一实施例模组压块和弯折块的结构示意图;
25.图4为本发明一实施例fpc软排线放置在模组压块上的结构示意图;
26.图5为本发明一实施例第一支撑块和第一挤压块的结构示意图;
27.图6为本发明一实施例第一支撑块转动到模组压块侧壁处的结构示意图;
28.图7为本发明一实施例第二支撑块和第二挤压块的结构示意图;
29.图8为本发明一实施例第二支撑块和第二挤压块另一视角的结构示意图;
30.图9为本发明一实施例加热叠压块的结构示意图;
31.图10为本发明一实施例fpc软排线折叠在加热叠压块上的结构示意图;
32.图11为本发明一实施例定形叠压块与第二挤压块的连接示意图;
33.图12为本发明一实施例定形叠压块挤压加热叠压块的结构示意图;
34.图13为本发明一实施例fpc软排线未折叠时的结构示意图;
35.图14为本发明一实施例fpc软排线折叠后的结构示意图。
36.附图标注说明:
37.1、底座;11、卡槽;12、固定柱;13、第六定位柱;2、模组压块;21、放置面;22、第一吸附口;23、定位凸块;24、定位凸点;25、第二磁块;26、弹簧;27、第一定位插孔;3、第一支撑块;31、第一倾斜面;32、第一侧面;33、第二侧面;34、第二定位杆;35、避让缺槽;36、避让孔;37、第一定位杆;38、第一磁块;4、弯折块;41、第六侧面;42、第二吸附口;5、第二支撑块;51、第一平面;52、第三倾斜面;53、第二平面;54、第三定位杆;55、第三侧面;56、第四侧面;57、第四定位杆;58、第三磁块;59、第五定位杆;510、第四磁块;511、支撑杆;512、第六磁块;513、第七磁块;6、加热叠压块;61、第五侧面;62、m形块;63、水平块;64、第四定位插孔;65、第五磁块;7、第二挤压块;71、第四倾斜面;72、第三平面;73、第四平面;74、第三定位插孔;8、第一挤压块;81、第二倾斜面;82、第二定位插孔;9、定形叠压块;91、定形槽;10、操作杆;100、摄像头模组;101、待弯折fpc软排线;102、成品fpc软排线。
具体实施方式
38.以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
39.本实施例提供一种fpc软排线弯折定形装置。
40.请参阅图1、图2、图10和图11,图1显示了本实施例的结构示意图,图2显示了本实施例底座1的结构示意图,图10显示了本实施例待弯折fpc软排线101折叠在加热叠压块6上的结构示意图,图11显示了本实施例定形叠压块9与第二挤压块7的连接示意图。
41.本实施例中,参见图1、图11和图12,fpc软排线弯折定形装置包括底座1、模组压块2、承靠组件和折弯组件,
42.底座1上设置有用于放置摄像头模组100的卡槽11;模组压块2可拆卸地在底座1上,其中模组压块2盖住部分卡槽11,能够对卡槽11中的摄像头模组100进行固定,使其稳定放置;模组压块2中用来供待弯折fpc软排线101放置的侧壁为放置面21;而由于模组压块2
仅仅盖住部分卡槽11,以使暴露摄像头模组100上的待弯折fpc软排线101,因此摄像头模组100上的待弯折fpc软排线101可以向上弯折贴覆在放置面21上;
43.承靠组件包括第一支撑块3和第二支撑块5,第一支撑块3铰接于模组压块2的一侧,其中第一支撑块3向着或背离放置面13翻转;第二支撑块3铰接于模组压块2的另一侧,其中第二支撑块5向着或背离放置面21翻转;
44.折弯组件包括弯折块4、第一挤压块8、第二挤压块7、加热叠压块6和定形叠压块9,
45.弯折块4可移动地设置在模组压块2上,其中弯折块4沿靠近或者远离放置面21方向移动,在第一支撑块3与放置面21贴合时,弯折块4和第一支撑块3配合对放置面21上的待弯折fpc软排线101进行第一次折弯;在完成第一次折弯后,第一挤压块8与第一支撑块3配合对待弯折fpc软排线101进行第二次折弯;在完成第二次折弯后,在第二支撑块5与放置面21贴合时,第二挤压块7与第二支撑块5配合对待弯折fpc软排线101进行第三次折弯;在完成第三次折弯后,加热叠压块6、定形叠压块9和第二支撑块5三者配合对待弯折fpc软排线101进行第四次弯折。
46.本技术中,通过各部件的配合可以将待弯折fpc软排线101折叠成预定的形状,以此代替纯手工的折叠方式,从而保证折叠精度和折叠质量,同时,借助本技术来对待弯折fpc软排线101进行折叠,可减少纯手工折叠时需要耗费大量时间来确定折叠位置以及折叠失误等情况的发生,从而提高折叠效率,进而提高生产效率。
47.在一些实施例中,参见图2,底座1上设置有至少一根固定柱12,第六定位柱12位于卡槽11侧边,可以卡入摄像头模组100侧边的孔位中,以此对摄像头模组100进行定位,使其可以快速放置到相应位置上,同时,第六定位柱12能起一定的固定效果,能使摄像头模组100稳定地放置到卡槽11中。
48.进一步的,参见图2,底座1的上端面处设置有至少一根第六定位柱13,模组压块2的下端面处设置有至少一定位孔(图中未示出);定位孔与定位柱22一一匹配,以此实现模组压块2和底座1的可拆卸连接。
49.具体到本实施例中,参见图13,待弯折fpc软排线101包括倒u形结构、横直线形结构和纵直线形结构;待弯折fpc软排线101经四次弯折后得到成品fpc软排线102。
50.相应地,请参阅图3和图4,本实施例中,为了使得待弯折fpc软排线101放置更为快捷,放置面21设置有用来定位待弯折fpc软排线101的定位组件,此定位组件的设计根据待弯折fpc软排线101而来,具体地,定位组件包括用来定位倒u形结构的定位凸块23和用来定位纵直线形结构的定位凸点24,定位凸块23与倒u形结构相卡配合实现定位,纵直线形结构被定位在两个定位凸点24之间,当然定位凸点24也可以设置更多,只要分别在纵直线形结构两侧即可。
51.为了将待弯折fpc软排线101固定在放置面21上,模组压块2内设置有贯穿模组压块2的第一气道,其中第一气道的一端延伸至放置面21以在放置面上形成第一吸附口22;这样在待弯折fpc软排线101贴合到放置面21后,控制抽气设备工作通过第一气道,使得第一吸附口22处产生吸力,进而将待弯折fpc软排线101固定在放置面21上;关于放置面21上第一吸附口22的设置位置及数量根据待弯折fpc软排线101而定,也就是说模组压块2内可以设置有多个第一气道,当然为了抽气更为方便,多个第一气道可以共用一个主气道;具体地,放置面21上对应纵直线形结构的位置处设置有第一吸附口22,更为具体地,放置面21上
用来吸附纵直线形结构的第一吸附口22位于两个定位凸点24之间,其数量为两个,当然也可以更多;放置面21上对应倒u形结构的位置处同样也设置有第一吸附口22,更为具体地,放置面21上用来吸附倒u形结构的第一吸附口22绕着定位凸块23设置,其数量为四个,当然也可以更多。
52.为了能够90
°
折弯待弯折fpc软排线101的横直线形结构,模组压块2的上端面加工有容置槽,容置槽的槽壁设置有贯穿放置面21的滑槽,其中,在待弯折fpc软排线101贴合在放置面21时,要求滑槽的槽底、第一支撑块3的上端面以及第二支撑块5的上端面均位于横直线形结构下方且位于倒u形结构上方;容置槽内设置有滑杆;弯折块4包括施压部,弯折块4设置在容置槽内,施压部的一端与滑槽滑动配合连接,其中施压部中与滑动槽滑动配合的一端具有第六侧面41;施压部的另一端设置有连接部;连接部与滑杆滑动连接;连接部与容置槽的槽壁之间设置有套设在滑杆上的弹簧26。
53.进一步地,容置槽内位于滑槽两侧均设置有滑杆,相应的,施压部的两侧均设置有连接部,两个连接部分别与两个滑杆滑动连接,以此可以让弯折块4的安装和移动更加稳定。
54.为了能够将更好地放置横直线形结构,设计未推动弯折块4滑动时,第六侧面41与放置面21齐平,此时为了更好地固定横直线形结构,弯折块4内设置有贯穿弯折块4的第二气道,其中第二气道的一端延伸至第六侧面41以在第六侧面41上形成第二吸附口42,当横直线形结构与第六侧面41贴合后,抽气设备工作通过第二气道使得第二吸附口42处产生吸力,进而将横直线形结构固定在第六侧面41上。
55.参见图5和图6,为了能够90
°
过压折弯待弯折fpc软排线101的横直线形结构,使用第一挤压块8和第一支撑块3配合来实现,第一支撑块3包括第一倾斜面31、第一侧面32和用来与放置面13贴合的第二侧面33,第一侧面32和第二侧面33相对设置;第一倾斜面31的上端连接第二侧面33,第一倾斜面31的下端连接第一侧面32;第一倾斜面31上设置有第二定位杆34;第一挤压块8的下端面为与第一倾斜面31相匹配的第二倾斜面81;第二倾斜面81设置有与第二定位杆34插接配合的第二定位插孔82;具体地,翻转第一支撑块3,使得第一支撑块3与放置面21贴合并固定,然后手动将横直线形结构拨至第一倾斜面31上,再然后手动或电动控制第一挤压块8,通过第二定位杆34和第二定位插孔82插接的方式完成第一挤压块8与第一支撑块3的连接,在第一挤压块8与第一支撑块3完全贴合时,横直线形结构被夹在第二倾斜面81与第一倾斜面31之间,第二倾斜面81与第一倾斜面31相配合进行90
°
过压折弯工作。
56.进一步地,第二定位杆34的个数为两个,相应地,第二定位插孔82的个数也为两个,以此使得第一挤压块8与第一支撑块3连接更为稳定,当然第二定位杆34的个数可以更多,具体视情况而定。
57.进一步地,为了使得第一支撑块3更换地贴合放置面21,第一支撑块3上设置有避让定位凸点24的避让孔36和避让定位凸块23的避让缺槽35,第二侧面33设置有第一定位杆37和第一磁块38,放置面21设置有与第一定位杆37插接配合的第一定位插孔27和与第一磁块38吸附配合的第二磁块25,这样翻转第一支撑块3,使得第一支撑块3与放置面21贴合并固定,即第一定位杆37和第一定位插孔27插接配合,第二磁块25和第一磁块38固定,而为了翻转第一支撑块3后,第一定位杆37和第一定位插孔27能插接配合,第一定位插孔27为腰形
孔。
58.参见图7、图8和图11,为了待弯折fpc软排线101的横直线形结构上折弯出钝角,使用第二支撑块5和第二挤压块7配合来实现,第二支撑块5的上端面包括依次连接的第一平面51、第三倾斜面52和第二平面53,第三倾斜面52的上端连接第一平面51,第三倾斜面52的下端连接第二平面53;第一平面51设置有第三定位杆54;第二挤压块7的下端面包括有与第三倾斜面52倾斜配合的第四倾斜面71、与第一平面51配合的第三平面72和与第二平面53配合的第四平面73;第三平面72设置有与第三定位杆54插接配合的第三定位插孔74。翻转第二支撑块5,使得第二支撑块5与放置面21贴合并固定,其中要求手动将纵直线形结构自第二支撑块5与放置面21之间移出,然后手动将部分横直线形结构拨至第一平面51上,再然后手动或电动控制第二挤压块7,通过第三定位插孔74和第三定位杆54插接的方式完成第二挤压块7与第二支撑块5的连接,在第二挤压块7与第二支撑块5完全贴合时,部分横直线形结构被夹在第二支撑块5的上端面和第二挤压块7的下端面之间,通过第一平面51与第三平面72配合、第二平面53与第四平面73配合以及第三倾斜面52与第四倾斜面71配合进行折弯得到钝角。
59.进一步地,第三定位杆54的个数为两个,相应地,第三定位插孔74的个数也为两个,以此使得第二支撑块5与第二挤压块7连接更为稳定,当然第三定位杆54的个数可以更多,具体视情况而定。
60.进一步地,为了使得第二支撑块5与第二挤压块7连接更为稳定,第一平面51设置有第七磁块513。
61.进一步地,为了使得第二支撑块5更换地贴合放置面21,第二支撑块5包括第四侧面56和用来与放置面21贴合的第三侧面55,第三侧面55和第四侧面56相对设置,第三侧面55设置有与第一定位插孔27插接配合的第四定位杆57和与第二磁块25吸附配合的第三磁块58,这样翻转第二支撑块5,使得第二支撑块5与放置面21贴合并固定,即第四定位杆57和第一定位插孔27插接配合,第三磁块58和第二磁块25固定。
62.参见图9、图10和图12,为了待弯折fpc软排线101的横直线形结构上折弯出成品fpc软排线102上的m形结构,使用加热叠压块6、定形叠压块9和第二支撑块5三者配合来实现,加热叠压块6包括用来与第四侧面56相贴合的第五侧面61,第五侧面61上设置有成型凸块,成型凸块包括依次连接的m形块62和用来与第一平面51相贴合的水平块63,水平块63的上端面与m形块62的上端面相互平行,水平块63的下端面与m形块62的下端面之间的角度为钝角;定形叠压块9上设置有与成型凸块相卡配合的定形槽91;定形叠压块9的下端面设置有与第三定位杆54插接配合的第五定位插孔。翻转第二支撑块5,使得第二支撑块5与放置面21仅固定倒u形结构,然后手动将部分横直线形结构拨至第一平面51,再然后手动或电动控制加热叠压块6,使得加热叠压块6与第四侧面56相贴合,即部分横直线形结构被限位在成型凸块的下端面与第二支撑块5的上端面之间,即位于第一平面51与水平块63之间以及m形块62的下端面与第三倾斜面52之间,并通过第一平面51与水平块63配合来对部分横直线形结构进行固定,再然后手动拨动剩余部分横直线形结构,使得剩余部分横直线形结构绕过m形块62置于成型凸块的上端面,再然后手动或电动控制定形叠压块9,通过第五定位插孔和第三定位杆54插接的方式完成定形叠压块9与第二支撑块5的连接,并通过第七磁块513完成定形叠压块9与第二支撑块5的固定,在定形叠压块9与第二支撑块5完全贴合时,定
形槽91与成型凸块相卡,也就是横直线形结构被限位在成型凸块、定形槽91以及第二支撑块5的上端面之间,最后对定形叠压块9或加热叠压块6加热,使得成型凸块、定形槽91以及第二支撑块5的上端面三者配合折弯出m形结构。
63.进一步地,为了使得第二支撑块5与加热叠压块6连接稳定且快捷,第四侧面56上设置有第五定位杆59和第四磁块510,第五侧面61上设置有与第五定位杆59插接配合的第四定位插孔64和与第四磁块510吸附配合的第五磁块65,为了更好地固定成型凸块,第四定位插孔64和第五磁块65均位于成型凸块正下方;这样第二支撑块5与加热叠压块6贴合并固定,即通过第五定位杆59和第四定位插孔64插接配合,第五磁块65和第四磁块510吸附固定;当然了为了使得第二支撑块5与加热叠压块6连接更加稳定,第五定位杆59的个数为两个,相应地,第四定位插孔64的个数也为两个。
64.进一步地,为了使得第二支撑块5与加热叠压块6连接更稳定,第四侧面56上设置有用来支撑加热叠压块6的支撑杆511,以及第四侧面56上设置有用来吸附加热叠压块6的第六磁块512。
65.进一步地,为使得操作定形叠压块9更为便捷,定形叠压块9与第二支撑块5铰连接,其中定形叠压块9向着或背离第二支撑块5的上端面翻转,操作时,手动翻转定形叠压块9即可进行折弯工作,为了翻转定形叠压块9后,第五定位插孔和第三定位杆54能够插接配合,第五定位插孔为腰形孔。
66.在一些实施例中,为了方便手动操作,弯折块4、第一挤压块8、第二挤压块7、加热叠压块6和定形叠压块9均设置有操作杆10。
67.本技术的具体工作过程为:
68.1、将摄像头模组100放置到底座1的卡槽11中,并通过固定柱12对摄像头模组100定位,其中,摄像头模组100的上端面处贴有待弯折fpc软排线101,且此时的待弯折fpc软排线101水平放置,(参见图12)待弯折fpc软排线101包括倒u形结构、横直线形结构和纵直线形结构。
69.2、将模组压块2安装到底座1上,并通过第六定位柱13与模组压块2插接连接,以此对摄像头模组100进一步固定,使其稳定放置。
70.3、在将摄像头模组100固定好之后,吸气设备工作使得第一吸附口22处和第二吸附口42处均产生吸力,然后手动将摄像头模组100上的待弯折fpc软排线101向上弯折,通过吸力使得倒u形结构和纵直线形结构紧贴在放置面21上,也使得横直线形结构紧贴第六侧面41上,并通过定位凸点24与纵直线形结构相卡配合进行定位,通过定位凸块23与倒u形结构相卡配合进行定位(参见图4)。
71.4、转动第一支撑块3,使得第一支撑块3向着模组压块2运动,继续转动第一支撑块3直至第一支撑块3紧贴到放置面21为止,其中第一支撑块3与模组压块2磁性固定,倒u形结构和纵直线形结构均被夹在第一支撑块3与模组压块2的侧壁之间(参见图6)。
72.5、推动弯折块4,使弯折块4向着待弯折fpc软排线101移动,同时弹簧26被压缩,继续推动弯折块4直至弯折块4和第一支撑块3的边沿配合使得横直线形结构向着第一倾斜面31方向折弯,此时完成第一次折弯,即90
°
折弯。
73.6、松开弯折块4,在弹簧26的作用下弯折块4复位。
74.7、使用第一挤压块8,将第一挤压块8插接到第一支撑块3上,让横直线形结构位于
第一倾斜面31和第二倾斜面81之间,接着在第一挤压块8上施加压力,以此对待弯折fpc软排线101进行定形,使得横直线形结构与纵直线形结构之间以及横直线形结构与倒u形结构之间均形成夹角α,此时完成第二次折弯,即90
°
过压弯折。
75.8、取下第一挤压块8,并转动第一支撑块3,使得第一支撑块3远离模组压块2。
76.9、转动第二支撑块5,使得第二支撑块5向着模组压块2运动,继续转动第二支撑块5直至第二支撑块5紧贴放置面21为止,其中需要手动进行如下整理,将纵直线形结构自第二支撑块5与模组压块2之间取出,并让横直线形结构中靠近倒u形结构的一端贴合到第二支撑块5的第一平面51。
77.10、使用第二挤压块7,将第二挤压块7插接到第二支撑块5上,部分横直线形结构被夹在第二支撑块5的上端面和第二挤压块7的下端面之间,并利用第二支撑块5上端面设置的第三倾斜面52和第二挤压块7下端面设置第四倾斜面71对横直线形结构进行折弯,使得横直线形结构中远离倒u形结构的一端相对另一端倾斜向下设置,也就是说横直线形结构被折弯后分成水平段和倾斜段,完成第三次折弯,即在横直线形结构上折弯出钝角(参见11)。
78.11、取下第二挤压块7,使用加热叠压块6,将加热叠压块6设置在第二支撑块5上,让横直线形结构中靠近倒u形结构的一端被限位在第二支撑块5的上端面与成型凸块之间,也就是说横直线形结构的水平段夹在第二支撑块5的第一平面51与水平块63的下端面之间,横直线形结构的的倾斜段一部分位于m形块62的下端面与第三倾斜面52之间,其中需要手动进行如下整理,将横直线形结构的倾斜段剩余部分绕过m形块62的v形侧面后置于成型凸块的上端面上(参见图10)。
79.12、转动定形叠压块9,使得定形叠压块9翻转到成型凸块上面,继续转动定形叠压块9直至定形叠压块9与第二支撑块5的第一平面51贴合为止,其中成型凸块处于定形槽91和第二支撑块5之间,换句话说横直线形结构设置在由成型凸块、定形槽91和第二支撑块5构成的间隙内,然后,在定形叠压块9处施加压力,以此对横直线形结构进行挤压,使其定形,与此同时,加热叠压块6通电加热,以此进一步保证定形效果。最终,会在成品fpc软排线102上形成m形结构(参见图12)。
80.13、待弯折fpc软排线101的折叠步骤已经完成,随后,可以依次将定形叠压块9、加热叠压块6、第二支撑块5和模组压块2松开,便可获得成品fpc软排线102(参见图14)。
81.而这样生产完成的成品fpc软排线102,能在最大程度上保证产品的折叠精度,并保证折叠质量,且各部件之间相互配合,相比于传统的纯手工折叠方式,本技术折叠简单方便,工作效率高,同时,各部件之间拆装方便,能进一步提高工作效率。
82.只要不违背本发明创造的思想,对本发明的各种不同实施例进行任意组合,均应当视为本发明公开的内容;在本发明的技术构思范围内,对技术方案进行多种简单的变型及不同实施例进行的不违背本发明创造的思想的任意组合,均应在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1