一种船用柴油机双壁燃气管的加工工装和方法与流程
1.本发明涉及船用柴油机的加工制造,具体涉及一种船用柴油机双壁燃气管的加工工装和方法,属于机械加工技术领域。
背景技术:
2.船用柴油机双壁燃气管是双燃料机型的关键部件之一,外形为多通管系结构,各通管的管口设置有接口法兰,请参阅图2,该接口法兰的法兰面即为待加工的零件部位。所述双壁燃气管的整体结构单薄,而各机型的双壁燃气管的管系通管布局及接口法兰的直径各自不一,其法兰面的粗糙度及装配密封性要求也较高。
3.现有双壁燃气管的加工方式是采用先精加工接口法兰后再与管体焊接成整体双壁燃气管的工艺;虽然单独精加工接口法兰的方案较为简便、经济,但是与管体焊接过程所产生的热量会造成接口法兰的法兰面变形,从而影响双壁燃气管的密封性能。因而采用合适的工艺及加工方法是提高作业效率、降低制造成本及提升加工质量的关键所在。
技术实现要素:
4.本发明的目的在于,提供一种船用柴油机双壁燃气管的加工工装和方法,解决焊接过程造成法兰面变形导致的密封性能下降的问题,优化双壁燃气管整体加工工艺,达到降低投入、操作简便和保证产品质量的效果。
5.本发明解决上述技术问题采用的技术方案如下:
6.一种船用柴油机双壁燃气管的加工工装,所述双壁燃气管由多个通管连接而成,每一通管的管口焊接有接口法兰,其特征在于:所述的加工工装固定在机床的工作台面上且夹固住所述接口法兰,包括有底座、紧固支撑件、压板、紧固螺栓和调节支撑件;所述底座通过螺栓固定在所述工作台面上,上部设有开口向上的v型面,两个所述紧固支撑件通过螺纹连接于该底座上且分别贯穿地向内伸出所述v型面的两个内侧面,从两侧支撑所述接口法兰的下部,所述压板通过所述紧固螺栓连接于所述底座的上部且压紧所述接口法兰的上部,从而所述压板和紧固支撑件从上下两个方向将所述接口法兰稳定夹固,两个所述调节支撑件通过螺纹旋接于所述压板的两侧部且触顶于所述底座的上面,用于调节该压板的高度。
7.进一步地,所述的底座的v型面的两个内侧面成90
°
,两个所述紧固支撑件的安装轴线分别与该两个内侧面垂直且关于铅垂线对称布置。
8.进一步地,所述的压板为两件形状对称的弯折板,对称地布置于所述底座的上方且压制住所述接口法兰的上部。
9.进一步地,所述的底座和压板根据所述双壁燃气管的接口法兰的直径大小进行更换。
10.进一步地,所述的紧固支撑件、紧固螺栓和调节支撑件为内六角螺栓。
11.本发明的另一技术方案为:
12.一种采用上述加工工装实现的船用柴油机双壁燃气管的加工方法,其特征在于:首先将所述接口法兰焊接于所述双壁燃气管的各个通管的管口上,在每一接口法兰上装夹一所述加工工装,再将各加工工装固定在机床的工作台面上,采用加工刀具依次逐个切削加工各个接口法兰的法兰面,确保该法兰面与所述双壁燃气管的通管的轴线垂直。
13.进一步地,所述的加工方法包括如下具体步骤:
14.1)将所述接口法兰焊接于所述双壁燃气管的各个通管的管口上;
15.2)在各接口法兰上装夹所述加工工装,所述接口法兰的下部支撑于两个所述紧固支撑件的顶端,上部贴紧所述压板的下面;
16.3)将连接了所述加工工装的双壁燃气管放置于机床的工作台面上,通过螺栓将所述底座固定在所述工作台面上;
17.4)通过旋转所述紧固支撑件调整所述双壁燃气管的位置,根据所述接口法兰的直径大小旋转所述调节支撑件,调整所述压板呈水平方向,最后旋紧所述紧固螺栓带动所述压板压紧所述接口法兰;
18.5)通过所述加工刀具依次逐个切削加工各个接口法兰的法兰面,确保该法兰面与所述双壁燃气管的通管的轴线垂直。
19.进一步地,所述的加工刀具为超密齿型铣刀盘,其刀片的主偏角为45
°
,刃倾角为12
°
。
20.与现有技术相比,本发明的有益效果如下:
21.1、本发明采用先焊接接口法兰再机加工法兰面的工艺方案,优化了双壁燃气管的整体加工工艺,避免了焊接过程造成法兰面变形,导致双壁燃气管密封性能下降的问题。
22.2、所述加工工装通过紧固支撑件调节双壁燃气管的高低,保证了接口法兰的位置准确。
23.3、所述加工工装适用于多种类的双壁燃气管,分体式的压板使得操作上更加方便,减轻了操作者工作强度,提高了加工效率。
24.4、所述加工刀具切削性能良好,不易产生积屑瘤,从而保证了产品质量。
附图说明
25.图1是本发明的工装结构示意图。
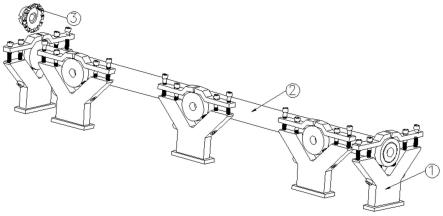
26.图2是本发明的加工状态示意图。
27.图中:
28.1—加工工装,1-1—底座,1-2—紧固支撑件,1-3—压板,1-4—紧固螺栓,1-5—调节支撑件,2—双壁燃气管,3—加工刀具。
具体实施方式
29.下面结合附图和具体实施例来对本发明做进一步的详细说明,但不能以此限制本发明的保护范围。
30.本发明用于在镗床上加工船用柴油机双壁燃气管,所述双壁燃气管为多通管系结构,由多个通管连接而成,如图2所示,每一通管的管口焊接有接口法兰,其待加工部位为各接口法兰的法兰面,该法兰面的粗糙度及装配密封性要求较高。
31.本发明采用加工工装实现所述船用柴油机双壁燃气管的加工,其包括:如图2所示,首先将所述接口法兰焊接于所述双壁燃气管2的各个通管的管口上,在每一接口法兰上装夹一所述加工工装1,再将各加工工装1固定在机床的工作台面上,采用加工刀具3依次逐个切削加工各个接口法兰的法兰面,确保该法兰面与所述双壁燃气管2的通管的轴线垂直。
32.所述加工刀具3装配在机床主轴上,加工刀具3正对所述船用柴油机双壁燃气管2的接口法兰的待加工法兰面,进行铣屑加工。所述加工刀具3为超密齿型铣刀盘,装刀刀片采用不锈钢专用涂层,该刀片的主偏角为45
°
,刃倾角为12
°
。
33.所述加工工装1固定在机床的工作台面上且夹固住接口法兰,如图1所示,包括有底座1-1、紧固支撑件1-2、压板1-3、紧固螺栓1-4和调节支撑件1-5。
34.所述底座1-1通过螺栓固定在机床工作台面上,上部设有开口向上的v型面,该v型面的两个内侧面成90
°
。
35.两个所述紧固支撑件1-2通过螺纹装配在所述底座1-1的螺纹斜孔内,分别贯穿所述底座1-1向内伸出所述v型面的两个内侧面,从两侧支撑所述接口法兰的下部;两个紧固支撑件1-2的安装轴线分别与该两个内侧面垂直且关于铅垂线对称布置。通过旋进旋出所述紧固支撑件1-2,能够调整所述船用柴油机双壁燃气管2的位置达到要求。
36.所述压板1-3通过所述紧固螺栓1-4装配在所述底座1-1的上方且压紧所述接口法兰的上部,从而于所述紧固支撑件1-2从上下两个方向将所述接口法兰稳定夹固。所述的压板1-3为两件形状对称的弯折板,对称地布置于所述底座1-1的上方且压制住所述接口法兰的上部。
37.两个所述调节支撑件1-5通过螺纹装配在所述压板1-3的螺纹孔内,该调节支撑件1-5的顶端触顶于所述底座1-1的上面,用于调节所述压板1-3的高度。
38.所述紧固支撑件1-2、紧固螺栓1-4和调节支撑件1-5均为内六角螺栓。
39.所述加工工装1可以适用于各种机型的船用柴油机双壁燃气管2,所述底座1-1和压板1-3根据所述接口法兰的直径大小进行更换。所述调节支撑件1-5可以根据所述双壁燃气管2的待加工接口法兰的直径大小调整高度,调整后使得所述压板1-3能够呈水平方向,最终通过所述紧固螺栓1-4带动所述压板1-3压紧该接口法兰。
40.所述的加工方法包括如下具体步骤:
41.1)将所述接口法兰焊接于所述双壁燃气管2的各个通管的管口上;
42.2)在各接口法兰上装夹所述加工工装1,所述接口法兰的下部支撑于两个所述紧固支撑件1-2的顶端,上部贴紧所述压板1-3的下面;
43.3)将连接了所述加工工装1的双壁燃气管2放置于机床的工作台面上,通过螺栓将所述底座1-1固定在所述工作台面上;
44.4)通过旋转所述紧固支撑件1-2调整所述双壁燃气管2的位置,根据所述接口法兰的直径大小旋转所述调节支撑件1-5,调整至所述压板1-3呈水平方向,最后旋紧所述紧固螺栓4带动所述压板1-3压紧所述接口法兰;
45.5)通过所述加工刀具3依次逐个铣削加工各个接口法兰的法兰面,确保该法兰面与所述双壁燃气管2的通管的轴线垂直,铣削采用低线速度、小切深、慢进给的方法,减少加工中工件的震动,提升所述双壁燃气管2的接口法兰法兰面的质量。
46.上述仅为本发明的较佳实施例而已,并非用来限定本发明的保护范围。凡依本发
明的内容所作的等效变化与修饰,都应为本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1