铜线焊接方法、设备及计算机可读存储介质与流程
1.本发明涉及焊接技术领域,尤其涉及一种铜线焊接方法、设备及计算机可读存储介质。
背景技术:
2.目前对铜线焊接主要使用激光焊接,在对铜线进行焊接之前,需要将焊接点附近的绝缘漆剥离。焊接时,将已剥离焊接点附近绝缘漆的铜线并排夹在焊接夹具中,使用激光对铜线上焊接点进行照射以使该位置铜线熔化,从而达到焊接的目的。目前该焊接工艺大多采用单光源进行焊接,激光光束从铜线顶端处发射,焊接时激光光束在两条铜线之间来回摆动,以同时加热熔化两条铜线上焊接点。由于绝缘漆具有一定的厚度,因此两条铜线并排时焊接点之间会存在一定的缝隙,这使得激光在来回摆动过程中很有可能穿过缝隙照射到下部的绝缘漆,从而损伤绝缘漆,影响铜线的质量。
3.上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现要素:
4.本发明的主要目的在于提供一种铜线焊接方法、设备及计算机可读存储介质,旨在解决单光源焊接损伤铜线绝缘漆的技术问题。
5.为实现上述目的,本发明提供一种铜线焊接方法,所述铜线焊接包括以下步骤:
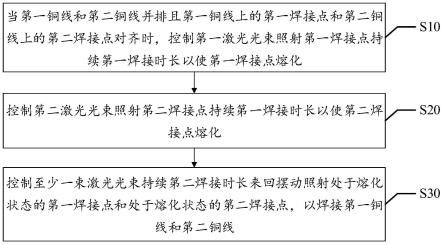
6.当第一铜线和第二铜线并排且所述第一铜线上的第一焊接点和所述第二铜线上的第二焊接点对齐时,控制第一激光光束照射所述第一焊接点持续第一焊接时长以使所述第一焊接点熔化;
7.控制第二激光光束照射所述第二焊接点持续所述第一焊接时长以使所述第二焊接点熔化;
8.控制至少一束激光光束持续第二焊接时长来回摆动照射处于熔化状态的所述第一焊接点和处于熔化状态的所述第二焊接点,以焊接所述第一铜线和所述第二铜线。
9.可选地,所述控制第一激光光束照射所述第一焊接点持续第一焊接时长以使所述第一焊接点熔化的步骤之前,还包括:
10.获取所述第一焊接点和所述第二焊接点之间的第一距离值,其中,第一距离值为所述第一焊接点与所述第二焊接点对齐时所述第一焊接点和所述第二焊接点之间的距离值;
11.获取与所述第一距离值对应预设的所述第一焊接时长和所述第二焊接时长,其中,所述第一距离值越大所述第一焊接时长和所述第二焊接时长越长。
12.可选地,所述获取所述第一焊接点和所述第二焊接点之间的第一距离值的步骤包括:
13.通过摄像头拍摄所述第一铜线和所述第二铜线并排夹在焊接夹具中的焊接前图
像;
14.对所述焊接前图像进行分析得到所述第一焊接点和所述第二焊接点之间的所述第一距离值。
15.可选地,所述对所述焊接前图像进行分析得到所述第一焊接点和所述第二焊接点之间的所述第一距离值的步骤之前,还包括:
16.基于所述焊接前图像检测所述第一焊接点和所述第二焊接点是否对齐;
17.当确定所述第一焊接点和所述第二焊接点对齐时,执行所述对所述焊接前图像进行分析得到所述第一焊接点和所述第二焊接点之间的所述第一距离值的步骤。
18.可选地,所述基于所述焊接前图像检测所述第一焊接点和所述第二焊接点是否对齐的步骤之后,还包括:
19.当确定所述第一焊接点和所述第二焊接点未对齐时,对所述焊接前图像进行分析得到第二距离值,其中,所述第二距离值为所述第一焊接点与发出所述第一激光光束的激光光源之间的距离和所述第二焊接点与发出所述第二激光光束的激光光源之间的距离的差值;
20.控制调节装置将目标铜线以靠近所述目标铜线对应的激光光源的方向移动所述第二距离值后,执行所述对所述焊接前图像进行分析得到所述第一焊接点和所述第二焊接点之间的所述第一距离值的步骤,其中,所述目标铜线为所述第一铜线和所述第二铜线中与各自对应的激光光源之间的距离更远的铜线。
21.可选地,所述控制第一激光光束照射所述第一焊接点持续第一焊接时长以使所述第一焊接点熔化的步骤之前,还包括:
22.获取所述第一激光光束的激光功率;
23.获取与所述激光功率对应的所述第一焊接时长和所述第二焊接时长,其中,所述激光功率越小所述第一焊接时长和所述第二焊接时长越长。
24.可选地,其特征在于,所述控制至少一束激光光束来回摆动照射处于熔化状态的所述第一焊接点和处于熔化状态的所述第二焊接点至第二焊接时长,以焊接所述第一铜线和所述第二铜线的步骤之后,还包括:
25.通过摄像头拍摄焊接后的所述第一铜线和所述第二铜线得到焊接后图像;
26.基于所述焊接后图像检测焊接得到的焊接球是否合格;
27.当确定所述焊接球合格时,确定焊接效果合格。
28.可选地,所述基于所述焊接后图像检测焊接得到的焊接球是否合格的步骤包括:
29.检测所述焊接后图像中所述焊接球的形状是否为圆形;
30.当确定所述焊接后图像中所述焊接球的形状为圆形时,对所述焊接后图像进行分析以检测所述焊接球的直径是否在预设范围内,其中,所述预设范围与所述第一铜线和所述第二铜线的尺寸对应;
31.当确定所述焊接球的直径在所述预设范围内时,确定所述焊接球的形状。
32.为实现上述目的,本发明还提供一种铜线焊接设备,所述铜线焊接设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的铜线焊接程序,所述铜线焊接程序被所述处理器执行时实现如上所述的铜线焊接方法的步骤。
33.此外,为实现上述目的,本发明还提出一种计算机可读计算机可读存储介质,所述
计算机可读计算机可读存储介质上存储有铜线焊接程序,所述铜线焊接程序被处理器执行时实现如上所述的铜线焊接方法的步骤。
34.本发明中,通过当第一铜线和第二铜线并排且第一铜线上的第一焊接点和第二铜线上的第二焊接点对齐时,控制第一激光光束照射第一焊接点持续第一焊接时长以使第一焊接点熔化,控制第二激光光束照射第二焊接点持续第一焊接时长以使第二焊接点熔化,控制至少一束激光光束来回摆动照射处于熔化状态的第一焊接点和处于熔化状态的第二焊接点至第二焊接时长,以焊接第一铜线和第二铜线。本发明通过使用两束激光光束分别加热熔化第一铜线和第二铜线,避免了在加热熔化第一焊接点和第二焊接点时激光光束来回摆动时通过第一铜线和第二铜线之间的缝隙损伤下方绝缘漆。并通过控制至少一束激光光束持续第二焊接时长来回摆动照射处于熔化状态的第一焊接点和处于熔化状态的第二焊接点,可以使两条熔化状态铜线的熔化部分温度均衡且可以使得熔化部分混合均匀,从而提升焊接质量。
附图说明
35.图1为本发明铜线焊接方法第一实施例的流程示意图;
36.图2为本发明铜线焊接方法一实施方式的示意图;
37.图3为本发明铜线焊接装置实施例功能模块示意图;
38.图4是本发明实施例方案涉及的硬件运行环境的铜线焊接设备的结构示意图。
39.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
40.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
41.本发明实施例提供了一种铜线焊接方法,参照图1,图1为本发明一种铜线焊接方法第一实施例的流程示意图。需要说明的是,虽然在流程图中示出了逻辑顺序,但是在某些情况下,可以以不同于此处的顺序执行所示出或描述的步骤。执行铜线焊接方法可以是可以是焊接设备,也可以是与焊接设备建立通信连接的个人计算机、服务器等设备,在本实施例中并不做限制,为方便描述,以下省略执行主体进行描述。本实施例中,所述铜线焊接方法包括:
42.步骤s10,当第一铜线和第二铜线并排且所述第一铜线上的第一焊接点和所述第二铜线上的第二焊接点对齐时,控制第一激光光束照射所述第一焊接点持续第一焊接时长以使所述第一焊接点熔化;
43.目前对铜线焊接主要使用激光焊接,在对铜线进行焊接之前,需要将焊接点附近的绝缘漆剥离。焊接时,将已剥离焊接点附近绝缘漆的铜线并排夹在焊接夹具中,使用激光对铜线上焊接点进行照射以使该位置铜线熔化,从而达到焊接的目的。目前该焊接工艺大多采用单光源进行焊接,激光光束从铜线顶端处发射,焊接时激光光束在两条铜线之间来回摆动,以同时加热熔化两条铜线上焊接点。由于绝缘漆具有一定的厚度,因此两条铜线并排时焊接点之间会存在一定的缝隙,这使得激光在来回摆动过程中很有可能穿过缝隙照射到下部的绝缘漆,从而损伤绝缘漆,影响铜线的质量
44.本实施例中,提出一种铜线焊接方法,在焊接过程中,通过控制两束激光光束分别
加热熔化两条需要焊接的铜线上焊接点,当确定需要焊接的铜线上焊接点熔化后,控制两束激光光束来回照射第一焊接点和第二焊接点上处于熔化状态的部分以完成焊接。
45.由于激光焊接过程中温度以及激光亮度极高,无法通过图像识别或肉眼观察的方式判断焊接的完成情况,因此,本实施例中,以激光照射的时长为依据确定焊接的完成情况。在具体实施方式中,激光光束的波长不进行限制,具体可以根据实际需求进行设置。
46.具体地,本实施例中,将需要进行焊接的两条铜线分别称为第一铜线和第二铜线。将第一铜线上进行焊接的点称为第一焊接点,将第二铜线上进行焊接的点称为第二焊接点。其中,第一和第二仅用以区分两条铜线和两条铜线上的焊接点,不构成对焊接顺序的限制。
47.当第一铜线和第二铜线并排且第一焊接点和第二焊接点对齐时,控制与第一铜线对应的激光光束(以下称为第一激光光束以示区分)照射第一焊接点持续一定时长以使第一焊接点熔化,以下为方便称呼将该时长称为第一焊接时长。本实施例中,并排的第一铜线和第二铜线上焊接点附近绝缘漆已经剥离,且第一铜线和第二铜线并排靠紧。
48.在具体实施方式中,第一焊接时长可以根据第一焊接点和第二焊接点之间的距离确定,也可以是根据第一铜线和第二铜线的尺寸确定,也可以是根据用于焊接的激光光束的功率确定,还可以是根据多种因素确定,例如,根据激光光束的功率和第一焊接点与第二焊接点之间的距离确定,在此不进行限制,可以根据实际需求进行设置。
49.步骤s20,控制第二激光光束照射所述第二焊接点持续所述第一焊接时长以使所述第二焊接点熔化;
50.控制与第二铜线对应的激光光束(以下称为第二激光光束以示区分)照射第二焊接点持续第一焊接时长以使第二焊接点熔化。
51.在具体实施方式中,第一激光光束和第二激光光束可以是由同一激光发射装置射出,也可以是由两个分开的激光发射装置分别射出第一激光光束和第二激光光束,具体在此不进行限制。
52.具体地,在一实施方式中,第一激光光束照射第一铜线和第二激光光束照射第二铜线可以是同时开始,在另一实施方式中,第一激光光束照射第一铜线和第二激光光束照射第二铜线的开始时刻也可以有一定的时间间隔,在此不进行限制,具体可以根据实际需求进行设置。
53.由于熔化的铜具有流动性,因此,熔化状态的第一焊接点和第二焊接点可以填满第一焊接点和第二焊接点之间的缝隙,从而避免后续焊接过程中激光光束透过第一焊接点和第二焊接点之间的缝隙损伤下方绝缘漆。
54.具体地,参照图2,第一铜线和第二铜线上焊接点附近绝缘漆已经剥离,且第一铜线和第二铜线并排靠紧,由于绝缘漆剥离,第一铜线和第二铜线之间存在缝隙。当第一铜线和第二铜线如图2所示并排紧靠且第一焊接点和第二焊接点对齐时,控制第一激光光束从第一铜线的端点方向照射第一焊接点以使第一焊接点熔化,控制第二激光光束从第二铜线的端点方向照射第二焊接点以使第二焊接点熔化,从而熔化状态的铜线可以填满第一焊接点和第二焊接点之间的缝隙。
55.步骤s30,控制至少一束激光光束持续第二焊接时长来回摆动照射处于熔化状态的所述第一焊接点和处于熔化状态的所述第二焊接点,以焊接所述第一铜线和所述第二铜
线。
56.本实施例中,得到第一焊接点和第二焊接点处于熔化状态的两条铜线后,控制至少一束激光光束持续第二焊接时长来回摆动照射处于熔化状态的第一焊接点和处于熔化状态的第二焊接点,以焊接第一铜线和第二铜线。本实施例中,通过控制至少一束激光光束来回摆动照射处于熔化状态的第一焊接点和第二焊接点,可以使得处于熔化状态的第一焊接点和第二焊接点温度均衡且混合均匀,从而提升焊接质量。
57.具体地,在一实施方式中,用于照射处于熔化状态的第一焊接点和第二焊接点的激光光束可以是单束激光光束,例如第一激光光束、第二激光光束或其它激光光束;在另一实施方式中,用于照射处于熔化状态的第一焊接点和第二焊接点的激光光束可以是多束激光光束,例如,第一激光光束和第二激光光束或多束其它激光光束,具体在此不进行限制。
58.进一步地,在一实施方式中,当控制多束激光光束来回摆动照射处于熔化状态的第一焊接点和第二焊接点时,可以是控制多束激光光束同向来回摆动照射,也可以是控制多束束激光光束异向交叉摆动,具体在此不进行限制,可以根据实际需求进行设置。
59.需要说明的是,当第一铜线和第二铜线并排且第一铜线上的第一焊接点和第二铜线上的第二焊接点对齐时,通过控制第一激光光束照射第一焊接点持续第一焊接时长以使第一焊接点熔化,控制第二激光光束照射第二焊接点持续第一焊接时长以使第二焊接点熔化。实现了不需要来回摆动加热熔化焊接点,避免了焊接过程中激光光束透过第一铜线和第二铜线之间的缝隙损伤下方绝缘漆。同时,由于熔化状态铜线上焊接点之间的缝隙被处于熔化状态的铜线填满,可以避免后续焊接过程中激光光束透过第一铜线和第二铜线之间的缝隙损伤绝缘漆。
60.通过控制至少一束激光光束持续第二焊接时长来回摆动照射处于熔化状态的第一焊接点和处于熔化状态的第二焊接点,以焊接第一铜线和第二铜线,可以使两条熔化状态铜线的熔化部分温度均衡且可以使得熔化部分混合均匀,可以提升焊接质量。
61.进一步地,在一实施方式中,步骤s30之后,还包括:
62.步骤s40,通过摄像头拍摄焊接后的所述第一铜线和所述第二铜线得到焊接后图像;
63.本实施方式中,得到焊接后的第一铜线和第二铜线后对焊接效果进行检测。具体地,通过摄像头拍摄焊接后的第一铜线和第二铜线得到焊接后的第一铜线和第二铜线的图像(以下称为焊接后图像以示区分)。
64.步骤s50,基于所述焊接后图像检测焊接得到的焊接球是否合格;
65.完成焊接后的第一铜线和第二铜线上焊接点一般为球形,本实施方式中,将焊接后的第一铜线和第二铜线上的焊接点称为焊接球。基于拍摄得到的焊接后图像检测焊接球是否合格,从而确定焊接效果是否合格。
66.在具体实施方式中,可以通过检测焊接球的形状是否合格以确定焊接球是否合格,也可以通过对焊接球进行密度、成分的检测以确定焊接球是否合格,在此不进行限制。
67.步骤s60,当确定所述焊接球合格时,确定焊接效果合格。
68.当确定焊接球合格时,确定焊接效果合格。
69.需要说明的是,通过在焊接完成后检测焊接球是否合格,从而确定焊接效果是否合格,可以节省人工检查焊接效果的时间,提升焊接效率。
70.进一步地,在一实施方式中,步骤s50包括:
71.步骤s501,检测所述焊接后图像中所述焊接球的形状是否为圆形;
72.本实施方式中,检测焊接球在焊接后图像中的形状和大小是否合格,以确定焊接球是否合格。
73.球状物体在平面图像通常呈现为圆形,本实施方式中,检测焊接后图像中焊接球的形状是否为圆形以确定焊接球所成形状是否为球形。当确定焊接后图像中焊接球的形状为圆形时,确定焊接球成球形。
74.进一步地,在一实施方式中,可以是通过检测焊接后图像中焊接球的形状是否满足圆形的特征,例如,圆上每一点到圆心的距离是相等,以检测焊接后图像中焊接球的形状是否为圆形;在另一实施方式中,也可以是通过将焊接后图像中焊接球的形状与标准的圆形图片进行对比,检测焊接后图像中焊接球的形状与标准的圆形图片是否吻合,以检测焊接后图像中焊接球的形状是否为圆形,具体可以根据实际需求进行设置,在此不进行限制。
75.步骤s502,当确定所述焊接后图像中所述焊接球的形状为圆形时,对所述焊接后图像进行分析以检测所述焊接球的直径是否在预设范围内,其中,所述预设范围与所述第一铜线和所述第二铜线的尺寸对应;
76.当确定焊接后图像中焊接球的形状为圆形时,对焊接后图像进行分析以检测焊接球的直径是否在预设范围内。
77.可以理解的是,当第一焊接点和第二焊接点的粗细不同时,焊接得到的焊接球大小也不同。第一焊接点和第二焊接点越粗(也即第一焊接点和第二焊接点横截面面积越大),焊接球的尺寸越大;第一焊接点和第二焊接点越细(也即第一焊接点和第二焊接点横截面面积越小),焊接球的尺寸越小。因此,在具体实施方式中,不同尺寸的第一焊接点和第二焊接点对应不同的预设范围。具体预设范围可以根据工程师经验设置,也可以根据实验测试得到,在此不进行限制。
78.对焊接后图像进行分析以检测焊接球的直径是否在预设范围内的具体过程可以是:对焊接后图像进行分析计算得到焊接球的直径,检测焊接球的直径是否在预设的范围内。
79.在具体实施方式中,对焊接后图像进行分析计算得到焊接球的直径的过程可以是:基于图像识别技术计算焊接后图像中焊接球的直径(以下为方便描述称为图像直径)和焊接后图像中参考物的尺寸,根据焊接后图像中参考物的尺寸和实际上参考物的尺寸计算得到缩放比例,使用缩放比例处理图像直径即可得到焊接球的直径。例如,在一实施方式中,参考物可以是焊接夹具,本实施方式中,根据焊接夹具的实际长度除以焊接后图像中焊接夹具的长度计算得到放大比例,使用放大比例乘以图像直径得到焊接球的直径。参考物的选择可以根据实际需求进行设置,在此不进行限制。
80.步骤s503,当确定所述焊接球的直径在所述预设范围内时,确定所述焊接球的形状合格。
81.当确定焊接后图像中焊接球的直径在预设范围内时,确定焊接球的大小符合要求,此时,可以确定焊接球的形状合格。
82.本实施例中,需要说明的是,当第一铜线和第二铜线并排且第一铜线上的第一焊接点和第二铜线上的第二焊接点对齐时,通过控制第一激光光束照射第一焊接点持续第一
焊接时长以使第一焊接点熔化,控制第二激光光束照射第二焊接点持续第一焊接时长以使第二焊接点熔化。实现了不需要来回摆动加热熔化焊接点,避免了焊接过程中激光光束透过第一铜线和第二铜线之间的缝隙损伤下方绝缘漆。同时,由于熔化状态铜线上焊接点之间的缝隙被处于熔化状态的铜线填满,可以避免后续焊接过程中激光光束透过第一铜线和第二铜线之间的缝隙损伤绝缘漆。
83.通过控制至少一束激光光束持续第二焊接时长来回摆动照射处于熔化状态的第一焊接点和处于熔化状态的第二焊接点,以焊接第一铜线和第二铜线,可以使两条熔化状态铜线的熔化部分温度均衡且可以使得熔化部分混合均匀,可以提升焊接质量。
84.进一步地,基于上述第一实施例,提出本发明铜线焊接方法的第二实施例,在本实施例中,所述步骤s10包括:
85.步骤s101,获取所述第一焊接点和所述第二焊接点之间的第一距离值,其中,第一距离值为所述第一焊接点与所述第二焊接点对齐时所述第一焊接点和所述第二焊接点之间的距离值;
86.本实施例中,根据第一焊接点和第二焊接点之间的缝隙大小确定第一焊接时长和第二焊接时长,可以使确定的焊接时长更精准,避免出现完成第一焊接时长的照射后熔化状态的第一焊接点和第二焊接点之间存在缝隙的情况,从而避免后续焊接过程中激光光束透过第一铜线和第二铜线之间的缝隙损伤绝缘漆。
87.具体地,本实施例中,获取第一焊接点和第二焊接点之间的缝隙大小(以下为方便描述称为第一距离值)。
88.具体地,在一实施方式中,第一距离值可以是根据焊接夹具上第一焊接点和第二焊接点的图像数据确定的;在另一实施方式中,也可以是根据第一焊接点和第二焊接点的型号确定的,例如,绝缘漆厚度一般为0.06-0.11mm毫米,不同型号的第一焊接点和第二焊接点的绝缘漆厚度不同,此时,可以根据不同型号确定第一焊接点和第二焊接点的绝缘漆厚度,从而计算得到第一焊接点和第二焊接点上焊接点之间的距离值;在另一实施方式中,还可以是根据工程师经验确定的,在此不进行限制,具体可以根据实际需求进行设置。
89.步骤s102,获取与所述第一距离值对应预设的所述第一焊接时长和所述第二焊接时长,其中,所述第一距离值越大所述第一焊接时长和所述第二焊接时长越长。
90.获取与第一距离值对应的第一焊接时长和第二焊接时长,可以理解的是,第一距离值越大第一焊接时长和第二焊接时长越长;第一距离值越小第一焊接时长和第二焊接时长越短。在具体实施方式中,可以是从预设的不同距离值对应的焊接时长中确定第一焊接时长和第二焊接时长,也可以是获取工程师设置的第一焊接时长和第二焊接时长,在此不进行限制。
91.需要说明的是,根据第一焊接点和第二焊接点之间的第一距离值确定第一焊接时长和第二焊接时长,可以使确定的焊接时长更精准,避免出现完成第一焊接时长的照射后熔化状态铜线上焊接点存在缝隙的情况,从而避免后续焊接过程中激光光束透过第一铜线和第二铜线之间的缝隙损伤绝缘漆。
92.进一步地,在一实施方式中,步骤s101包括:
93.步骤s1011,通过摄像头拍摄所述第一铜线和所述第二铜线并排夹在焊接夹具中的焊接前图像;
94.本实施方式中,根据焊接夹具上第一焊接点和第二焊接点的图像数据确定距离值,以使确定的距离值更符合实际情况,从而确定改的第一焊接时长和第二焊接时长更精准。
95.具体地,本实施方式中,通过摄像头拍摄得到第一铜线和第二铜线并排紧靠夹在焊接夹具中的图像(以下称为焊接前图像以示区分)。
96.步骤s1012,对所述焊接前图像进行分析得到所述第一焊接点和所述第二焊接点之间的所述第一距离值。
97.对焊接前图像进行分析得到第一焊接点和第二焊接点之间的第一距离值。得到第一距离值的具体过程可以参照第一实施例中步骤s502实施,在此不进行赘述。
98.进一步地,在一实施方式中,步骤s1012之前,还包括:
99.步骤s1013,基于所述焊接前图像检测所述第一焊接点和所述第二焊接点是否对齐;
100.本实施方式中,在基于焊接前图像计算第一距离值之前,检测第一焊接点和第二焊接点是否对齐,当确定焊接点对齐时计算第一距离值,可以使得到的第一距离值更准确,根据第一距离值确定第一焊接时长和第二焊接时长更准确,从而按照第一焊接时长和第二焊接时长进行焊接的焊接质量更好。
101.具体地,本实施方式中,基于焊接前图像检测第一焊接点和第二焊接点是否对齐。
102.具体地,可以是以焊接夹具平行于第一铜线和第二铜线的中轴线为中心线,检测第一焊接点和第二焊接点是否以中心线对称,以检测焊接前图像中第一铜线和第二铜线上焊接点是否对齐;在另一实施方式中,也可以是设置一个参照物,当第一焊接点和第二焊接点对齐时,第一焊接点和第二焊接点到该参照物的距离相等,进行检测时,对焊接前图像进行分析检测第一焊接点和第二焊接点到该参照物的距离是否相等,从而检测焊接前图像中第一铜线和第二铜线上焊接点是否对齐,根据可以根据实际需求进行设置,在此不进行限制。
103.步骤s1014,当确定所述第一焊接点和所述第二焊接点对齐时,执行所述对所述焊接前图像进行分析得到所述第一焊接点和所述第二焊接点之间的所述第一距离值的步骤。
104.当确定第一焊接点和第二焊接点对齐时,确定可以对第一焊接点和第二焊接点进行焊接,此时,执行对焊接前图像进行分析得到第一焊接点和第二焊接点之间的第一距离值的步骤。
105.需要说明的是,在确定第一焊接点和第二焊接点对齐时计算第一距离值,可以使得到的第一距离值更准确,根据第一距离值确定第一焊接时长和第二焊接时长更准确,从而按照第一焊接时长和第二焊接时长进行焊接的焊接质量更好。
106.进一步地,在一实施方式中,步骤s1013之后,还包括:
107.步骤s1015,当确定所述第一焊接点和所述第二焊接点未对齐时,对所述焊接前图像进行分析得到第二距离值,其中,所述第二距离值为所述第一焊接点与发出所述第一激光光束的激光光源之间的距离和所述第二焊接点与发出所述第二激光光束的激光光源之间的距离的差值;
108.焊接过程中,第一焊接点和第二焊接点应当对齐以得到对齐焊接的第一铜线和第二铜线。在具体实施方式中,可能使用一个激光发射装置发射第一激光光束和第二激光光
束,也可能使用两个激光发射装置分别发射第一激光光束和第二激光光束。当使用使用两个激光发射装置分别发射第一激光光束和第二激光光束时,两个激光发射装置的位置应当对齐且处于同一水平线,以使对齐的第一焊接点和第二焊接点所承受的激光热量相同,以使照射后的第一焊接点和第二焊接点处于同程度的熔化状态。
109.本实施方式中,当第一焊接点和第二焊接点未对齐时,调整第一焊接点和第二焊接点的位置,以使第一焊接点和第二焊接点对齐,在确定第一焊接点和第二焊接点对齐后计算第一距离值。
110.具体地,本实施方式中,参照图2所示出的激光光束和焊接点的位置关系,当第一焊接点和第二焊接点之间在激光光束照射的方向上存在一定的距离时,可以确定第一焊接点和第二焊接点未对齐,以下将该距离的大小称为的第二距离值以示区分。当确定第一焊接点和第二焊接点未对齐时,对焊接前图像进行分析得到第二距离值。
111.对焊接前图像进行分析得到第二距离值的具体过程可以是:计算焊接前图像中第二距离值对应的图像距离值,计算得到图像距离值后,使用缩放比例对图像距离值进行处理得到第二距离值。具体可以参照步骤s502,在此不进行赘述。
112.在具体实施方式中,计算图像距离值可以采用不同的方式。具体地,在一实施方式中,可以以激光发射装置(以下为方便描述称为激光光源)的位置为基准计算图像距离值。本实施方式中,将第一焊接点与发出第一激光光束的激光光源之间的距离称为第一光源距离,将第二焊接点与发出第二激光光束的激光光源之间的距离称为第二光源距离。基于图像识别技术计算焊接前图像中第一光源距离和第二光源距离之间的差值的绝对值得到图像距离值。
113.在另一实施方式中,可以以第一铜线和第二铜线中与激光光源的距离更进的铜线(以下称为待对齐铜线以示区分)为基准计算图像距离值。本实施方式中,将第一铜线和第二铜线中与激光光源的距离更远的铜线称为目标铜线,将目标铜线上焊接点投影到待对齐铜线上的点称为投影点,基于图像识别技术计算焊接前图像中待对齐铜线上焊接点和投影点的距离得到图像距离值。
114.步骤s1016,控制调节装置将目标铜线以靠近所述目标铜线对应的激光光源的方向移动所述第二距离值后,执行所述对所述焊接前图像进行分析得到所述第一焊接点和所述第二焊接点之间的所述第一距离值的步骤,其中,所述目标铜线为所述第一铜线和所述第二铜线中与各自对应的激光光源之间的距离更远的铜线。
115.控制调节装置将目标铜线以靠近目标铜线对应的激光光源的方向移动第二距离值以使第一焊接点和第二焊接点对其后,执行对焊接前图像进行分析得到第一焊接点和述第二焊接点之间的第一距离值的步骤。
116.在具体实施方式中,调节装置可以是设置焊接夹具中的履带装置,也可以是独立于焊接夹具的调节装置,例如,机械手臂。具体在此不进行限制,可以根据实际需求进行设置。
117.进一步地,在一实施方式中,步骤s10包括:
118.步骤s103,获取所述激光光束的激光功率;
119.焊接的时长不但与距离值相关,也与激光光束的功率有关。在距离值一定的情况下,不同功率的激光光束,对应的焊接时长不同。激光光束功率越小,加热熔化第一焊接点
和第二焊接点的时间越长,焊接所用的时间越长;激光光束功率越小,加热熔化第一焊接点和第二焊接点的时间越短,焊接所用的时间越短。
120.因此,本实施方式中,根据激光光束的功率确定第一焊接时长和第二焊接时长。具体地,获取激光光束的功率(以下称为激光功率以示区分)。
121.在具体实施方式中,获取激光功率可以是根据激光光束的电压和电流计算得到激光功率,具体在此不进行赘述。
122.步骤s104,获取与所述激光功率对应的所述第一焊接时长和所述第二焊接时长,其中,所述激光功率越小所述第一焊接时长和所述第二焊接时长越长。
123.确定激光功率后,获取与激光功率对应对应的第一焊接时长和第二焊接时长。在具体实施方式中,可以是从预设的不同功率对应的焊接时长中确定第一焊接时长和第二焊接时长,也可以是获取工程师设置的第一焊接时长和第二焊接时长,在此不进行限制。
124.进一步地,在一实施方式中,参照图2,通过ccd(charge coupled device,电荷耦合元件)视觉检测拍摄得到焊接后图像和焊接前图像。
125.得到焊接前图像后,通过ccd视觉检测基于焊接前图像检测第一焊接点和第二焊接点是否对齐,当确定第一焊接点和第二焊接点对齐时,计算第一焊接点和第二焊接点之间的第一距离值。基于第一距离值确定对应的第一焊接时长和第二焊接时长。
126.焊接过程中,当第一铜线和第二铜线如图2所示并排紧靠且第一焊接点和第二焊接点对齐时,控制第一激光光束从第一铜线的端点方向照射第一焊接点以使第一焊接点熔化,控制第二激光光束从第二铜线的端点方向照射第二焊接点以使第二焊接点熔化,从而熔化状态的铜线可以填满第一焊接点和第二焊接点之间的缝隙。
127.本实施方式中,控制第一激光光束和第二激光光束来回摆动照射熔化状态的第一焊接点和第二焊接点照射持续第二焊接时长,以焊接第一铜线和第二铜线。
128.焊接完成后,通过ccd视觉检测基于焊接后图像检测焊接球是否合格,从而确定焊接效果是否合格。
129.本实施例中,根据第一焊接点和第二焊接点之间的第一距离值确定第一焊接时长和第二焊接时长,可以使确定的焊接时长更精准,避免出现完成第一焊接时长的照射后熔化状态铜线上焊接点存在缝隙的情况,从而避免后续焊接过程中激光光束透过第一铜线和第二铜线之间的缝隙损伤绝缘漆。
130.本发明还提供一种铜线焊接装置,参照图3,所述铜线焊接装置包括:
131.控制模块10,用于当第一铜线和第二铜线并排且所述第一铜线上的第一焊接点和所述第二铜线上的第二焊接点对齐时,控制第一激光光束照射所述第一焊接点持续第一焊接时长以使所述第一焊接点熔化;
132.所述控制模块10,还用于控制第二激光光束照射所述第二焊接点持续所述第一焊接时长以使所述第二焊接点熔化;
133.所述控制模块10,还用于控制至少一束激光光束持续第二焊接时长来回摆动照射处于熔化状态的所述第一焊接点和处于熔化状态的所述第二焊接点,以焊接所述第一铜线和所述第二铜线。
134.进一步地,所述铜线焊接装置还包括获取模块,所述获取模块用于:
135.获取所述第一焊接点和所述第二焊接点之间的第一距离值,其中,第一距离值为
所述第一焊接点与所述第二焊接点对齐时所述第一焊接点和所述第二焊接点之间的距离值;
136.获取与所述第一距离值对应预设的所述第一焊接时长和所述第二焊接时长,其中,所述第一距离值越大所述第一焊接时长和所述第二焊接时长越长。
137.进一步地,所述铜线焊接装置还包括分析模块,所述分析模块用于:
138.通过摄像头拍摄所述第一铜线和所述第二铜线并排夹在焊接夹具中的焊接前图像;
139.对所述焊接前图像进行分析得到所述第一焊接点和所述第二焊接点之间的所述第一距离值。
140.进一步地,所述分析模块还用于:
141.基于所述焊接前图像检测所述第一焊接点和所述第二焊接点是否对齐;
142.当确定所述第一焊接点和所述第二焊接点对齐时,执行所述对所述焊接前图像进行分析得到所述第一焊接点和所述第二焊接点之间的所述第一距离值的步骤。
143.进一步地,所述分析模块还用于:
144.当确定所述第一焊接点和所述第二焊接点未对齐时,对所述焊接前图像进行分析得到第二距离值,其中,所述第二距离值为所述第一焊接点与发出所述第一激光光束的激光光源之间的距离和所述第二焊接点与发出所述第二激光光束的激光光源之间的距离的差值;
145.控制调节装置将目标铜线以靠近所述目标铜线对应的激光光源的方向移动所述第二距离值后,执行所述对所述焊接前图像进行分析得到所述第一焊接点和所述第二焊接点之间的所述第一距离值的步骤,其中,所述目标铜线为所述第一铜线和所述第二铜线中与各自对应的激光光源之间的距离更远的铜线。
146.进一步地,所述获取模块还用于:
147.获取所述第一激光光束的激光功率;
148.获取与所述激光功率对应的所述第一焊接时长和所述第二焊接时长,其中,所述激光功率越小所述第一焊接时长和所述第二焊接时长越长。
149.进一步地,所述铜线焊接装置还包括检测模块,所述检测模块用于:
150.通过摄像头拍摄焊接后的所述第一铜线和所述第二铜线得到焊接后图像;
151.基于所述焊接后图像检测焊接得到的焊接球是否合格;
152.当确定所述焊接球合格时,确定焊接效果合格。
153.进一步地,所述检测模块还用于:
154.检测所述焊接后图像中所述焊接球的形状是否为圆形;
155.当确定所述焊接后图像中所述焊接球的形状为圆形时,对所述焊接后图像进行分析以检测所述焊接球的直径是否在预设范围内,其中,所述预设范围与所述第一铜线和所述第二铜线的尺寸对应;
156.当确定所述焊接球的直径在所述预设范围内时,确定所述焊接球的形状。
157.本发明铜线焊接装置的各实施例,均可参照本发明铜线焊接方法各个实施例,此处不再赘述。
158.本发明实施例提供了一种铜线焊接设备,参照图4,该铜线焊接设备可以包括:处
理器1001,例如中央处理器(central processing 1nit,cp1),通信总线1002、用户接口1003,网络接口1004,存储器1005。其中,通信总线1002用于实现这些组件之间的连接通信。用户接口1003可以包括显示屏(display)、输入单元比如键盘(keyboard),可选用户接口1003还可以包括标准的有线接口、无线接口。网络接口1004可选的可以包括标准的有线接口、无线接口(如无线保真(wireless-fidelity,wi-fi)接口)。存储器1005可以是高速的随机存取存储器(random access memory,ram)存储器,也可以是稳定的非易失性存储器(non-volatile memory,nvm),例如磁盘存储器。存储器1005可选的还可以是独立于前述处理器1001的存储装置。
159.本领域技术人员可以理解,图4中示出的结构并不构成对铜线焊接设备的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件布置。
160.如图4所示,作为一种计算机可读存储介质的存储器1005中可以包括操作系统、数据存储模块、网络通信模块、用户接口模块以及铜线焊接程序。
161.在图4所示的铜线焊接设备中,网络接口1004主要用于与其他设备进行数据通信;用户接口1003主要用于与用户进行数据交互;本发明铜线焊接设备中的处理器1001、存储器1005可以设置在铜线焊接设备中,所述铜线焊接设备通过处理器1001调用存储器1005中存储的铜线焊接程序,并执行本发明实施例提供的铜线焊接方法的步骤。
162.此外,本发明实施例还提出一种计算机可读计算机可读存储介质,所述计算机可读存储介质上存储有铜线焊接程序,所述铜线焊接程序被处理器执行时实现如上所述的铜线焊接方法的步骤。
163.本发明计算机可读计算机可读存储介质的各实施例,均可参照本发明铜线焊接方法各个实施例,此处不再赘述。
164.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者系统中还存在另外的相同要素。
165.上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
166.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在如上所述的一个计算机可读存储介质(如rom/ram、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,或者网络设备等)执行本发明各个实施例所述的方法。
167.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1