一种混流卧式水轮机转轮双键槽加工工艺的制作方法
1.本发明涉及水轮机转轮安装技术领域,具体为一种混流卧式水轮机转轮双键槽加工工艺。
背景技术:
2.混流卧式水轮机的转轮作为水轮机核心部件,转轮主要包括上冠和下环,上冠表面需要加工双键槽,用于安装转轮。
3.目前转轮的上键槽的常规加工方法是通过直接在转轮上冠平面处划中心十字线,键槽加工线,通过插床找正键槽线及键槽样冲眼标记,然后粗、精插键槽到位。
4.现有技术存在的不足:传统的加工方法不但效率较低,双键槽加工尺寸精度和形位公差,无法保证设计要求。
技术实现要素:
5.本发明的目的在于提供一种混流卧式水轮机转轮双键槽加工工艺,以解决双键槽加工尺寸精度和形位公差的问题。
6.为了达到上述目的,本发明提供了一种混流卧式水轮机转轮双键槽加工工艺,其特征在于,包括以下步骤:1、供转轮组焊坯;2、打磨叶片与上冠、下环的焊缝和流道表面,并抛光达粗糙度要求;3、半精车上冠和下环各部;4、调面,百分表校正下环外圆,误差≤0.03mm,半精车上冠各平面,内外圆、台阶平面、切密封槽、内锥面和凹入部分,均留余量单边1mm-2mm;5、处理铸造缺陷并配合焊补;6、精车上冠和下环各部;7、划中心十字线,全部孔加工线,双键槽加工线;8、照线钻各丝底孔、锪沉孔到位,顶起攻丝扣;9、攻其余丝扣,去所有飞边,毛刺,倒棱;10、转上卧式静平衡工具,作卧式静平衡试验,记录不平衡重量及方位;11、处理不平衡重量;12、复校卧式静平衡;13、复划中心十字线,双键槽加工线;14、根据锥度内孔为基准,找正,数控编程在转轮上冠键槽处粗、精铣平面双键槽;15、以已加工平面双键槽为定位基准,校正平面基准侧面,粗插转轮双键槽留余量单边1mm,复检转轮双键槽尺寸及形位公差是否满足要求;16、以已加工平面双键槽为定位基准,校正平面基准侧面,精插转轮双键槽到位。
7.优选的,为了调高加工精度,步骤3中,夹转轮上冠外圆,找正上冠平面,精车上冠
内端面到位,半精车下环端面、各级外圆、斜面和r圆弧,均留余量单边1mm-2mm,加工转轮开档平面到位。
8.优选的,为了调高加工精度,步骤6中,夹下环外圆,百分表校外圆及法兰平面,允差0.03mm,精车上冠各平面、内圆、外圆、凹入部分、r圆角、内锥面、消气、切密封槽、消气槽和倒角到图尺寸,车下环外圆和倒角到图尺寸。
9.为了便于处理不平衡重量,在步骤11中,在上冠凹入处偏车或数控铣去多余部分。
10.为了便于处理不平衡重量,在步骤11中,在转轮下环端面钻不平衡孔并用封板封焊打磨平整。
11.为了便于转轮安装,还包括:17、去毛刺、飞边和倒棱;18、领出转轮和电机主轴,清理干净结合面,进行预装、合键、合锥度内孔;19、将转轮表面整体抛光达图纸粗糙度要求,清除干净表面磕碰和划伤。
12.有益效果在于:该转轮上采用双键槽结构,该结构对于键槽的形位公差及尺寸要求极高,首先加工前先采取在转轮上冠平面处划中心十字线,划双键槽加工线,以作参考,通过数控铣床,数控编程在转轮上冠键槽处粗、精铣平面双键槽作为定位基准,然后再通过插床找正平面键槽的两基准侧面,粗、精插双键槽到位,保证双键槽的尺寸及形位公差,加工精度高。
附图说明
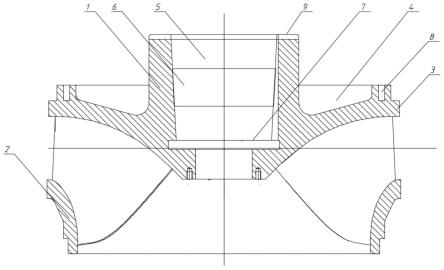
13.图1为本实施例1的结构示意图;图2为图1的俯视图。
14.附图标记:1、上冠;2、下环;3、台阶;4、切密封槽;5、内锥面;6、消气;7、消气槽;8、双键槽;9、基准侧面。
具体实施方式
15.下面结合附图对本发明的具体实施方式作进一步详细的说明,但本发明并不局限于这些实施方式,在不脱离本发明原理的前提下,针对本发明进行的改进也落入本发明权利要求的保护范围内。
16.实施例1如图1和图2所示,一种混流卧式水轮机转轮双键槽加工工艺,包括以下步骤:1、供转轮组焊坯;2、钳工打磨叶片与上冠1、下环2的焊缝和流道表面,并抛光达粗糙度要求;3、半精车:夹转轮上冠外圆,找正上冠平面,精车上冠内端面到位,半精车下环端面、各级外圆、斜面和r圆弧,均留余量单边1mm-2mm,加工转轮开档平面到位;4、调面,百分表校正下环外圆,误差≤0.03mm,半精车上冠1的各平面,内外圆、台阶平面、切密封槽4、内锥面5和凹入部分,均留余量单边1mm-2mm;5、钳工处理铸造缺陷并配合焊补;6、精车:夹下环外圆,百分表校外圆及法兰平面,允差0.03mm,精车上冠1的各平面、内圆、外圆、凹入部分及r圆角、内锥面5、消气6、切密封槽4、消气槽7、倒角到图尺寸,车下环外圆、倒角到图尺寸;消气6:内锥面5中间尺寸大于上下内锥面5;
7、划中心十字线,全部孔加工线,双键槽加工线;8、照线钻各丝底孔、锪沉孔到位,顶起攻丝扣;9、钳工攻其余丝扣,去所有飞边,毛刺,倒棱;10、钳工转上卧式静平衡工具,作卧式静平衡试验,记录不平衡重量及方位;11、处理不平衡重量:a和b任选其一,a.可在上冠1凹入处偏车或数控铣去多余部分;b.在转轮下环端面钻不平衡孔并用封板封焊打磨平整;12、复校卧式静平衡;13、复划中心十字线,双键槽加工线;14、根据锥度内孔为基准,找正,数控编程在转轮上冠1键槽处粗、精铣平面双键槽8;15、以已加工平面双键槽8为定位基准,校正平面基准侧面9,粗插转轮双键槽8,留余量单边1mm,复检转轮双键槽8的尺寸及形位公差是否满足要求;16、以已加工平面双键槽8为定位基准,校正平面基准侧面9,精插转轮双键槽8到位;17、钳工去毛刺,飞边,倒棱,将转轮称重,并将重量千克数打印在转轮平面上;18、钳工领出转轮和电机主轴,清理干净结合面,进行预装、合键、合锥度内孔;19、将转轮表面整体抛光达图纸粗糙度要求,清除干净表面磕碰、划伤等。
技术特征:
1.一种混流卧式水轮机转轮双键槽加工工艺,其特征在于,包括以下步骤:1、供转轮组焊坯;2、打磨叶片与上冠、下环的焊缝和流道表面,并抛光达粗糙度要求;3、半精车上冠和下环各部;4、调面,百分表校正下环外圆,误差≤0.03mm,半精车上冠各平面,内外圆、台阶平面、切密封槽、内锥面和凹入部分,均留余量单边1mm-2mm;5、处理铸造缺陷并配合焊补;6、精车上冠和下环各部;7、划中心十字线,全部孔加工线,双键槽加工线;8、照线钻各丝底孔、锪沉孔到位,顶起攻丝扣;9、攻其余丝扣,去所有飞边,毛刺,倒棱;10、转上卧式静平衡工具,作卧式静平衡试验,记录不平衡重量及方位;11、处理不平衡重量;12、复校卧式静平衡;13、复划中心十字线,双键槽加工线;14、根据锥度内孔为基准,找正,数控编程在转轮上冠键槽处粗、精铣平面双键槽;15、以已加工平面双键槽为定位基准,校正平面基准侧面,粗插转轮双键槽留余量单边1mm,复检转轮双键槽尺寸及形位公差是否满足要求;16、以已加工平面双键槽为定位基准,校正平面基准侧面,精插转轮双键槽到位。2.根据权利要求1所述的混流卧式水轮机转轮双键槽加工工艺,其特征在于:步骤3中,夹转轮上冠外圆,找正上冠平面,精车上冠内端面到位,半精车下环端面、各级外圆、斜面和r圆弧,均留余量单边1mm-2mm,加工转轮开档平面到位。3.根据权利要求1或2所述的混流卧式水轮机转轮双键槽加工工艺,其特征在于:步骤6中,夹下环外圆,百分表校外圆及法兰平面,允差0.03mm,精车上冠各平面、内圆、外圆、凹入部分、r圆角、内锥面、消气、切密封槽、消气槽和倒角到图尺寸,车下环外圆和倒角到图尺寸。4.根据权利要求3所述的混流卧式水轮机转轮双键槽加工工艺,其特征在于:在步骤11中,在上冠凹入处偏车或数控铣去多余部分。5.根据权利要求3所述的混流卧式水轮机转轮双键槽加工工艺,其特征在于:在步骤11中,在转轮下环端面钻不平衡孔并用封板封焊打磨平整。6.根据权利要求1、2、4或5所述的混流卧式水轮机转轮双键槽加工工艺,其特征在于,还包括:17、去毛刺、飞边和倒棱;18、领出转轮和电机主轴,清理干净结合面,进行预装、合键、合锥度内孔;19、将转轮表面整体抛光达图纸粗糙度要求,清除干净表面磕碰和划伤。
技术总结
本申请涉及水轮机转轮安装技术领域,公开了一种混流卧式水轮机转轮双键槽加工工艺,包括以下步骤:供转轮组焊坯;打磨转轮达粗糙度要求;半精车上冠和下环各部;调面;处理铸造缺陷;精车上冠和下环各部;划中心十字线,全部加工线;转上卧式静平衡工具,作卧式静平衡试验,复划中心十字线,双键槽加工线;找正,数控编程在转轮上冠键槽处粗、精铣平面双键槽;以已加工平面双键槽为定位基准,校正平面基准侧面,复检转轮双键槽尺寸及形位公差;以已加工平面双键槽为定位基准,校正平面基准侧面,精插转轮双键槽到位,具有加工精度高的优点。具有加工精度高的优点。具有加工精度高的优点。
技术研发人员:邓润华 秦波 曲耿宽 程国佳 冯维 甘磊
受保护的技术使用者:重庆水轮机厂有限责任公司
技术研发日:2022.09.05
技术公布日:2023/2/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1