超声波辅助加工装置和受电装置的制作方法
1.本发明涉及超声波辅助加工装置和受电装置。
背景技术:
2.近年来,智能电话等民用电气通信设备追求高速化、高功能化,组装于这些电气通信设备中的电子零部件类被要求进一步的高集成化和轻量化。
3.另外,有从以往的标准通信方式向进一步高频多信道化的通信方式转换的趋势。随之,对于所搭载的零部件类也被要求大幅度的高性能化。具体而言,壳体、构成零部件被要求是电波障碍少的非导体,且要轻巧、强度高,而且外观还要高雅。
4.以往,由于加工性的问题,特别是在民生零部件中避免采用的工程陶瓷、玻璃等高脆性材料量的高品质精密加工等被要求实现低成本高速加工。另外,出于兼具高级感、轻量化和牢固性的目的,对部分零部件使用高强度钛合金等难加工性金属的尝试也在增加,这些零部件加工也被要求实现低成本高速加工。
5.为了实现难加工性材料的高品质高速加工,一般会提高刀具的转速来降低加工阻力。但是,在刀具的直径较小的情况下,多在转速为20000~50000min-1
的高速旋转区域使用。
6.而且,为了进一步提高加工精度和延长刀具寿命,采用通过对刀具施加超声波振动来显著降低加工阻力的所谓“超声波辅助加工”将成为今后的主流。
7.为了有效地实现超声波振动辅助加工,而向使刀具高速振动的超声波振子供给与该超声波振子的共振频率相同频率的电压。作为向旋转的超声波振子供给能量的方法,以往一般是使用集电环的接触式供电方式。但是,接触式供电始终存在因供电刷与集电环接触的部分的磨损而引起的接触不良、因磨损粉末而引起的极间短路等问题。而且,由于刀具转速大幅提高,因此存在集电环的耐用寿命时间变短的问题。
8.作为解决该问题的一个方法,提出了非接触供电方式。虽然在性能上不确定因素很多,但应用正在扩大。
9.作为一般的能量供给的一种手段使用的非接触供电,为了高效且获得较长的传送距离,通常使用数兆赫兹的高频区域。在电池的充电用等方面实用化的传送距离从数mm起,有时甚至达到数百mm。
10.超声波辅助加工中所使用的超声波振子的共振频率在现有技术中一般在数十khz区域使用。超声波振子的全长与其共振频率大致成反比,因此,若在高共振频率的区域使用,则全长变短,有利于小型化,但也存在包含所使用的刀具在内的构成零部件的小型化的极限、高速旋转化中的电磁零部件的机械强度的极限以及电磁特性的极限等,作为在当前技术中供实用的装置,80khz左右被认为是极限,但在今后的技术创新中,有望实现数百khz级的超声波辅助加工装置的实用化。
11.但是,在采用目前实际市场上提供的非接触供电装置的旋转型超声波辅助加工装置的情况下,由于所使用的零部件的频率特性限制的影响,难以实现50khz以上。
12.为了高效率地驱动该超声波振子,考虑能够实时追随因负载变动等而变动的振子的共振频率的精密的“自动跟踪”功能。
13.因此,自然而然地想到在振子的谐振频带高效工作的非接触供电。但是,目前,在超声波频率范围的非接触供电在技术上难以大幅延长传送距离,现实中现状是即使是数mm左右的传送距离也难以进行高效率振动控制。
14.图1是以往的超声波辅助加工装置所使用的超声波振子的一例的主视图。图2是图1所示的超声波振子的立体图。图3是表示振子顶端部的刀具安装法的一例的图。
15.超声波振子70通过将通过施加电压而在振子轴向(纸面上下方向)上伸缩的多个压电元件71、72用具备凸缘73a的变幅杆73、支撑螺母74以及紧固用螺栓75牢固地紧固固定来实现。在图1所示的例子中,在压电元件71、72之间设置驱动用电极76,例如在支撑螺母74侧设置接地侧电极77,向驱动用电极76和接地侧电极77之间供给与超声波振子的共振频率相同频率的驱动电压。
16.图3示出作为用于保持固定刀具的一个方案的基于弹簧夹头方式的固定法的内部结构的一例。刀具50通过夹头51插入在变幅杆73的顶端部设置的孔部73b。夹头螺母52和变幅杆73的顶端部通过螺纹配合而牢固地接合。通过紧固该夹头螺母52,由此将夹头51向里侧方向(纸面上方向)压入。与此相伴,孔径精密地收缩,将刀具50的全周区域紧固,牢固地固定在变幅杆73的顶端部,作为超声波振动体一体化。
17.需要说明的是,由于安装超声波振子70的加工装置多为小型加工中心,因此本发明装置也期望尽可能小型轻量化。
18.但是,如上所述,超声波振子70的全长与其共振频率大致成反比,因此在较高的共振频率下压电元件也不得不小型化,因此超声波输出也受到限制。
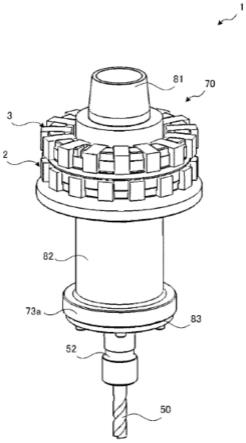
19.图4和图5是示出具备以往的非接触型受电装置的超声波振动辅助加工装置的一例的图。
20.在超声波振动辅助加工装置80中,主轴接合用锥柄81是安装在所安装的加工中心等加工装置的旋转主轴上的部分。图4示出雪和精工株式会社制的hsk-e40的例子。该锥柄81存在iso、din等由国际标准制定的各种形状。除了hsk型之外,还存在各种类型的bt型、nt型等。在实施方式中,例示了hsk型,但不仅是hsk型,也能够应用与所安装的加工装置的各种规格一致的锥柄。
21.在壳体82内装有图1所示的超声波振子70,通过在超声波振子70的凸缘73a设置的振子固定用止动孔,将振子固定用螺栓83牢固地以螺钉固定的方式固定于壳体82。需要说明的是,该凸缘73a位于超声波振子70的振动分布的振动恰好为零的所谓振动节(振动节点)的位置,因此振动不会泄漏到壳体82侧。
22.在该壳体82收容受电部84。受电部84利用从供电部分供给的磁场进行发电,驱动超声波振子70。供电部分供给与超声波振子70的共振频率相等的频率。
23.图6~图8是说明以往的受电部的结构事例的图。
24.受电部84具有强磁性体磁芯84a、绕线管84b和线圈84c。强磁性体磁芯84a的构成材料例如可以举出铁氧体、金属磁性微粒粉末烧结材料等。
25.线圈84c是将铜线卷绕多圈而使用的,但出于对作为导体的铜线进行电气和机械保护的目的,将其收纳在绝缘体的绕线管84b内。
26.该线圈84c通过流过强磁性体的交变磁场,在线圈末端84c1和线圈末端84c2之间产生电动势。通过将该电压施加到超声波振子70的驱动侧电极76和接地侧电极77,来驱动超声波振子70。
27.图9和图10是说明包括以往的供电部的非接触供电机构的图。
28.受电部84与内装有超声波振子70的壳体82一体化,能够自由旋转,由未图示的加工中心等加工机的旋转轴驱动旋转。
29.另一方面,供电部91与受电部84大致位于同心圆状,与受电部84保持一定的空隙g而固定在加工中心等加工机床的主体,不旋转。
30.从未图示的振荡器(向内置自动跟踪功能的振子供电的供给电源装置)经由供电用电缆92向供电部91供给与超声波振子70的共振频率相等的频率的驱动电压。
31.供电部91的结构与图7和图8所示的受电部84大致相同,在此产生与超声波共振频率相等的交变磁场,在受电侧的线圈84c产生与交变磁场的频率相等的电压,驱动超声波振子70。
32.该动作原理与变压器相同,以下称为“非接触供电用变压器”。
33.非接触供电变压器的供电部分与图8的剖面概略图大致相同,供电侧具有强磁性体磁芯和缠绕了必要数量的铜线的线圈。
34.图11是非接触供电用变压器的概略剖面图。在图11中,为了便于说明,省略了其他构成零部件的图示。
35.两个相对的磁芯通过空隙g保持间隔。由供电侧线圈91c产生的交变磁场的主磁通φ的瞬间用箭头表示。主磁通φ沿箭头方向流过作为强磁性体的磁芯91a,但由于空隙g的导磁率低,因此成为“漏磁场”,导致一部分能量损失。因此,通常优选尽量减小空隙g的距离,通过发明人们的验证可知,通过使一般的超声波驱动用非接触供电装置所使用的空隙的距离在0.5mm以内,能够几乎忽略由漏磁场的影响引起的能量损失。但是,若空隙部的距离小,则在高速旋转中,仅是切屑等微细的异物侵入空隙g,就存在瞬间破坏装置的危险。因此,优选尽量增大空隙g的距离。需要说明的是,已知如果增大空隙g,则向空间放出的漏磁场会变为不能忽视的大小,随之非接触供电部变得具有电感性电路的性质,功率因数大幅劣化。
36.如上所述,强磁性体磁芯84a的构成材料例如可以举出铁氧体、金属磁性微粒粉末烧结材料等,但优选频率特性良好的铁氧体。铁氧体是以氧化铁为主要成分的烧结材料,具有比重为4.5左右、比较轻量的特点。另外,电阻率比较大,为数百(ω
·
cm),涡流损耗少,连高频区域也具有稳定的磁特性。
37.但是,铁氧体的机械强度低。例如,即使在超过数百khz的频率范围涡流损耗也较低等,呈现优异的磁特性的mnzn类(锰锌类)铁氧体的破坏韧性值是kic≒1.2~1.5mpa
·m0.5
,铁氧体在陶瓷中也属于脆的部类。作为比较例,氮化硅(si3n4)为约7mpa
·m0.5
,氧化锆(zro2)为4~5mpa
·m0.5
,碳化硅(sic)为3~4mpa
·m0.5
,氧化铝(al2o3)为约3mpa
·m0.5
。
38.即,虽然在超过数百khz的频率范围中的磁特性良好,但因机械强度较弱,因此要应用于震动多的环境中,要求在机械构造上充分进行考虑。
39.非接触供电机构的强磁性体磁芯使用铁氧体,虽然一直以来使用例就较多,但因运用时产生的旋转机构的震动而容易超过破坏韧性值的例子也不少。另外,还要求充分注
意输送时或更换刀具时等的作业者的操作,也存在因该作业时的微小震动、冲击而使之破损的事例。为了防止由这样的震动引起的破损,采取用冲击吸收用的缓冲材料覆盖等对策。
40.另外,在刀具50旋转时,为了防止由铁氧体的飞散引起的对周边的二次灾害,采取了由加强材料加强机械强度等各种对策,但该对策会导致装置大型化。
41.另外,铁氧体一般是使用模具的烧结成型,但在受电机构那样的较大型的零部件的情况下,其模具成本也较高。另外,由于铁氧体脆且硬度高,因此烧结后的加工困难,在进行形状变更等的情况下,会从模具制作开始重新进行,从而成本增加。
42.[现有技术文献][专利文献]专利文献1:日本特开2021-035667号公报。
技术实现要素:
[0043]
在一个方面中,本发明的目的在于实现非接触供电机构的小型化和轻量化。另外,在一个方面中,本发明的目的在于能够进行稳定的超声波驱动。
[0044]
为了实现上述目的,提供一种超声波辅助加工装置。该超声波辅助加工装置具有:超声波振子,其具备在振子轴方向上伸缩的环状的压电元件,使之产生超声波振动;供电部,其供给用于驱动超声波振子的磁场;受电部,其利用从供电部供给的磁场进行发电,驱动超声波振子,受电部具有:外壳,其沿着振子轴的旋转方向包围超声波振子;线圈,其包围外壳周围;以及多个磁性体,其等间隔地配置,覆盖线圈的剖面的至少一边。
[0045]
在一个方式中,能够实现非接触供电机构的小型化和轻量化。另外,在一个方式中,能够进行稳定的超声波驱动。
附图说明
[0046]
图1是以往的超声波辅助加工装置中使用的超声波振子的一例的主视图。
[0047]
图2是图1所示的超声波振子的立体图。
[0048]
图3是示出振子顶端部的刀具安装方法的一例的图。
[0049]
图4是示出具备以往的非接触型受电装置的超声波振动辅助加工装置的一例的图。
[0050]
图5是示出具备以往的非接触型受电装置的超声波振动辅助加工装置的一例的图。
[0051]
图6是说明以往的受电部的结构事例的图。
[0052]
图7是说明以往的受电部的结构事例的图。
[0053]
图8是说明以往的受电部的结构事例的图。
[0054]
图9是说明包含以往的供电部的非接触供电机构的图。
[0055]
图10是说明包含以往的供电部的非接触供电机构的图。
[0056]
图11是非接触供电用变压器的概略剖面图。
[0057]
图12是示出实施方式的超声波辅助加工装置的图。
[0058]
图13是说明实施方式的受电部的图。
[0059]
图14是说明实施方式的受电部的图。
[0060]
图15是示出铁氧体芯的尺寸的一例的图。
[0061]
图16是说明实施方式的绕线管的图。
[0062]
图17是说明受电部和供电部的位置关系的图。
[0063]
图18是说明受电部和供电部的位置关系的图。
[0064]
图19是示出实施方式的超声波辅助加工装置的尺寸例的图。
[0065]
图20是实施方式的超声波辅助加工装置的受电部和供电部的尺寸例。
[0066]
图21是示出实施方式的超声波辅助加工装置的受电部和供电部的尺寸例的图。
[0067]
图22是非接触供电变压器的一般电路图。
[0068]
图23是图22所示的电路的等效电路。
[0069]
图24是以进行非接触供电变压器的评价为目的使用了电路特性解析用软件即spice(lt-spice)的电路图。
[0070]
图25是示出用电路模拟器分析出的导纳特性和电流相位特性的分析结果的图。
[0071]
图26是说明实施方式的受电部的变形例的图。
[0072]
图27是说明实施方式的受电部的变形例的图。
[0073]
图28是说明第二实施方式的超声波辅助加工装置的图。
[0074]
图29是说明第二实施方式的超声波辅助加工装置的图。
[0075]
图30示出取下供电部的罩和受电部的罩时的超声波辅助加工装置。
[0076]
图31是说明第二实施方式的供电部的图。
[0077]
图32是示出在圆周上排列多组图31所示的供电部的变形例的图。
[0078]
图33是示出将图31所示的供电部的结构应用于受电部的例子的图。
[0079]
图34是示出将图31所示的供电部的结构应用于供电部和受电部两者的例子的图。
[0080]
图35是图32~图34所示的供受电机构中的线圈的配线例。
[0081]
图36是图32~图34所示的供受电机构中的线圈的配线例。
[0082]
图37是说明第三实施方式的超声波辅助加工装置的图。
[0083]
图38是说明第三实施方式的超声波辅助加工装置的图。
[0084]
图39是说明第四实施方式的超声波辅助加工装置的图。
[0085]
图40是说明第四实施方式的超声波辅助加工装置的图。
[0086]
1,超声波辅助加工装置;2、20、200、2000,受电部;3、30、300、3000,供电部;21、21a,铁氧体芯;22,线圈;22a、22b,线圈末端;23、23a,绕线管。
具体实施方式
[0087]
下面,参照附图详细说明实施方式的超声波辅助加工装置。
[0088]
在以下附图等中所示的各结构的位置、大小、形状、范围等,为了容易理解发明,有时不表示实际的位置、大小、形状、范围等。因此,本发明未必限于附图等中公开的位置、大小、形状、范围等。
[0089]
在实施方式中,以单数形式表示的要素,除了在文本中明确表示的情况外,应包含多种形式。
[0090]
《实施方式》图12是示出实施方式的超声波辅助加工装置的图。
[0091]
对于与图1~图11共通的部位,标注与图1~图11相同的附图标记,省略详细的说明。
[0092]
实施方式的超声波辅助加工装置1是设想振动频率为20khz~1mhz左右的实用化的装置。
[0093]
本实施方式的超声波辅助加工装置1具有受电部2和供电部3。
[0094]
受电部2与内装有超声波振子70的壳体82一体化,能够自由旋转,由未图示的加工中心等加工机床的旋转轴驱动旋转。
[0095]
供电部3与受电部2大致呈同心圆状,与受电部2保持一定的空隙而固定在加工中心等加工机床的主体上,不旋转。
[0096]
从未图示的振荡器(向内置自动跟踪功能的振子供电的供给电源装置)经由供电用电缆向供电部3供给与超声波振子70的共振频率相等的频率的驱动电压。
[0097]
由于供电部3不旋转,因此与受电部2相比,关于耐冲击性的提高和小型轻量化的条件可以采用比受电部2所要求的条件更宽松的条件。但是,通过采用实施方式的机构,与供电部91的结构相比,具有能够大幅低成本化的优点。
[0098]
图13和图14是说明实施方式的受电部的图。图13是受电部的背面立体图,图14中(a)是受电部的主视图,图14中(b)是a-a线的剖视图。
[0099]
受电部2具有多个铁氧体芯21、线圈22、线圈末端22a、22b以及绕线管23。
[0100]
各铁氧体芯21分别呈小型的
コ
字形,隔开规定的间隔呈放射状分散配置。
[0101]
图15是示出铁氧体芯的尺寸的一例的图。
[0102]
本实施方式的铁氧体芯21被称为mnzn(锰锌)类,在市场上广泛使用,是磁特性在高频范围也优异的材料。使用了mnzn的铁氧体作为开关调节器等电子设备用的高性能小型变压器用材料而广泛流通,材料价格也非常廉价。另外,由于小型轻量且能够用小模具大量制造,因此制造成本也较低。
[0103]
在本实施方式中,等间隔(24
°
间隔)地使用15个该铁氧体芯21。能够以几十分之一的成本制造强磁性体磁芯84a。配置铁氧体芯21的间隔可以根据绕线管的半径等适当决定。
[0104]
再次返回图12进行说明。
[0105]
线圈22是铜线,在绕线管23上卷绕多圈。该线圈22以电气和机械地保护作为导体的铜线为目的,收纳在绕线管23内。
[0106]
图16是说明实施方式的绕线管的图。
[0107]
绕线管23给人以形状复杂的印象,但实际上能够通过树脂成型法容易且廉价地制造。
[0108]
线轴23的构成材料没有特别限定,例如可以举出耐热耐油性高的软性树脂材料。
[0109]
绕线管23具有绕线部23a、线圈末端取出口23b、23c和固定用槽23d。
[0110]
在绕组部23a配置线圈22。
[0111]
线圈末端取出口23b、23c分别位于线圈22的两端部。
[0112]
在固定用槽23d嵌入有铁氧体芯21。铁氧体芯21例如通过柔软的硅橡胶系的粘接剂粘接在固定用槽23d。
[0113]
受电部2固定在未图示的保护壳体内。由此,得到大幅度的缓冲效果,针对高速旋转的耐离心力和耐冲击性优异。另外,轻量化也优异,例如相对于受电部84实现40%以上的
轻量化。这不仅是因为铁氧体芯的体积减少,而且用于耐冲击对策的部件类简化的影响也较大。
[0114]
进而,通过改变该铁氧体芯21的使用数量,能够应对从小口径到大口径的非接触供电机构,能够省去因规格变更所致的高价的模具制作。
[0115]
图17和图18是说明受电部和供电部的位置关系的图。
[0116]
供电部3具有铁氧体芯31、线圈32、线圈末端32a、线圈末端32b和绕线管33。
[0117]
图17示出供电部3的铁氧体芯31和受电部2的铁氧体芯21的位置一致、即各铁氧体芯31和铁氧体芯21相互对置的例子。图18示出供电侧3的铁氧体芯31和受电部2的铁氧体芯21的位置错开(交错配置)的例子。
[0118]
确认了在任何情况下电特性都毫不逊色,能够进行良好的超声波能量的传送。这可以认为是由于空隙g充分(在本实施方式中为3mm)分离,因此铁氧体的位置关系不会影响电特性。
[0119]
图19是示出实施方式的超声波辅助加工装置的尺寸例的图。
[0120]
在图19所示的例子中,是使用主轴锥度规格hsk-e40时的尺寸例。
[0121]
图20是实施方式的超声波辅助加工装置的受电部和供电部的尺寸例。
[0122]
图21是示出实施方式的超声波辅助加工装置的受电部和供电部的尺寸例的图。
[0123]
在图21所示的例子中,示出使用主轴锥度规格hsk-e32时的受电部及供电部的尺寸例。通过调节铁氧体芯的数量,能够容易地应对规格的变更。
[0124]
《关于非接触供电机构中的阻抗匹配电路》例如,在扩大了非接触供电变压器的空隙g时,包含振子的电路整体成为电感性电路,电流相位延迟,从而功率因数变差。因此,在加工负荷大的情况下,不能得到一定以上的加工输出,呈现类似振动振幅降低的状态,加工效率大幅度降低。另外,由于电流相位延迟,自动跟踪功能的精度大幅下降,难以以正确的共振频率进行驱动。作为其弊病,除了振动振幅的降低之外,还有可能产生振子的异常发热、刀具的异常劣化等弊病。
[0125]
同样,在包含振子的电路整体为电容性电路的情况下,电流相位超前,同样功率因数变差,其弊端与感性负载时的不良影响大致相同。
[0126]
在本实施方式中,将空隙g设定为3mm。但是不限于此,如果将空隙g设定为各个强磁性体磁芯的相对的面的最窄部分,在图15所示的铁氧体芯21的情况下宽度w2=3mm的1.2倍以下(即3.6mm以下),则能够发挥充分的电磁性能,通过与适当的阻抗匹配电路(后述)组合,能够改善功率因数,实现高性能的自动跟踪,振动的刀具的振动振幅稳定。由此,能够抑制陷入以往成为问题的、在加工负荷大的情况下不能得到一定以上的加工输出、呈现类似振动振幅降低的状态的事态。
[0127]
图22是非接触供电变压器的一般电路图。图23是图22所示的电路的等效电路。
[0128]
在图22中,终端p1相当于供电侧的线圈终端32a。终端p2相当于供电侧的线圈终端32b。终端p3相当于受电侧的线圈终端22a。终端p4相当于受电侧的线圈终端22b。
[0129]
在将图22所示的变压器一次侧(供电侧)的电感设为lp(h),将变压器二次侧(受电侧)的电感设为ls(h)的情况下,图23所示的等效电路上的互感m和耦合系数k具有以下的关系。
[0130]
互感:m=k
×
√(lp
×
ls)
耦合系数:k=m/√(lp
×
ls)互感m能够根据变压器一次侧的电感lp、变压器二次侧的电感ls以及将变压器的一次侧和二次侧同相串联时(一次侧线圈和二次侧线圈的磁通方向为同一方向)的电感lh、反相连接(一次侧线圈和二次侧线圈的磁通方向为反方向)时的电感lr的各个值求出。
[0131]
需要说明的是,k=1表示无损失(无漏磁通)的理想的变压器。例如,在k=0.8的情况下,20%表示由漏磁通或涡流损耗等引起的损失。因此,k=0表示向二次侧的能量传递为零、丧失了作为变压器的功能的状态。
[0132]
认为在图23所示的等效电路中,具有实用且良好的特性的变压器只要电感l1和电感l2接近于零,互感m为负载侧阻抗的10倍以上即可。
[0133]
因此,若电感l1和电感l2的值变大,则该电感引起的电流相位大幅延迟,功率因数的恶化会成为大问题。为了解决该问题,已知通过插入功率因数改善用的适当值的电容器等追加插入阻抗匹配电路,能够在某种程度上进行改善。
[0134]
如上所述,在发明者的验证中,如果将空隙g设定为各强磁性体磁芯的相对的面的最窄的部分、在图15中为凹部的宽度(对置的凹部的端部的形成矩形的边的宽度中的距离短的一方的宽度)w2所示的部分的1.2倍以下,则通过追加插入阻抗匹配电路,能够使功率因数接近1,改善相位关系,由此能够进行超声波振子的良好的自动跟踪控制。
[0135]
需要说明的是,在本实施方式中,使磁芯31为包围线圈的3边的凹部形状,但不限于此,例如也可以如后述的图39所示那样包围线圈的2边。
[0136]
《实施例》作为实施例,示出将图12所示的小的u型铁氧体芯分割成放射状而构成的供电机构中的实际的电磁性验证结果和使用该验证结果的自动跟踪的一例。
[0137]
在图22的电路中,一次侧的匝数为135匝,二次侧为100匝,空隙g为3mm时,从一次侧观察的电感lp为5.5mh,从二次侧观察的电感ls为3mh。
[0138]
图24是以进行非接触供电变压器的评价为目的,使用了电路特性分析用软件即spice(lt-spice)的电路图。
[0139]
在分析电路40中,等效电路c1是使空隙g为3mm时的非接触供电变压器的等效电路。终端p5表示驱动侧的电极终端。终端p6表示接地侧的电极终端。等效电路c2是共振频率62.5khz振子的等效电路。
[0140]
等效电路c1具有输入电感l1、互感m以及输出电感l2。各个数值能够根据变压器一次侧的电感lp、变压器二次侧的电感ls以及将变压器的一次侧和二次侧同相串联时(一次侧线圈和二次侧线圈的磁通方向为同一方向)的电感lh、反相连接(一次侧线圈和二次侧线圈的磁通方向为反方向)时的电感lr的各个测定值求出。具体的计算方法是以往已知的,因此省略。
[0141]
在本次的验证中,输入电感l1为2.67mh,输出电感l2为0.34mh,互感m为2.41mh。
[0142]
另外,根据k=m/√(lp
×
ls),耦合系数k=0.593。因此,在该验证机构中,传送效率约为60%,可以认为约40%几乎作为漏磁场而损失。
[0143]
在图24所示的分析电路40中,振子的实际的串联谐振频率为62.5khz,将等效电路c2中的电容器cv和电感lv的串联谐振频率假设设定为大致与其接近的值。需要说明的是,假定串联谐振频率下的振子的内部电阻rv为5ω。
[0144]
制动电容cd是振子的压电元件间的实际的静电电容,在串联谐振电路中与电容器cv和电感lv并联连接,若在该状态下使用,则会成为感性负载而导致功率因数劣化。但是,如果将输出电感l2与互感m之和的电感2.75mh与制动电容cd设为并联谐振电路,则其谐振频率约为63.4khz,能够在振子的串联谐振频率附近改善功率因数。
[0145]
进而,为了改善输入电感l1的功率因数而串联电容器c1,将其电容设定为2200pf,从而电感l1和电容器c1的串联谐振频率成为62khz附近,能够改善振子的串联谐振频率下的功率因数。
[0146]
通过实施这些对策,能够改善在非接触供电变压器中产生的有害的功率因数降低原因。
[0147]
图25是示出用电路模拟器分析的导纳特性和电流相位特性的分析结果的图。
[0148]
振子的串联谐振频率约为62.5khz,是导纳曲线的最大值,此时的电流i的相位相对于输入电压正好为180度。实际上是0度(同相),但通过将作为基准电位的地线的位置设置在振子侧,在分析数据中显示为反相。并且,以该谐振频率为界,电流相位位移
±
90度。因此,如果用相位检测电路检测该相位差,例如使用pll(phase locked loop)方式,以驱动电压和电流相位差始终为0度或180度的方式自动跟踪频率,则能够以正确的谐振频率正确地驱动振子。
[0149]
基于该分析,制作实际的驱动电路,进行自动跟踪测试和加工测试,结果证明,即使是大负荷的加工,也能够进行非常稳定的自动跟踪控制。
[0150]
作为实施例,示出了振子的串联谐振频率下的驱动方法的一个实施例,但不仅是该电路例,利用进行功率因数改善的其他匹配电路的方法也同样有效,并且在振子的并联谐振驱动中,通过设置同样进行功率因数改善的匹配电路,也能够实现同样的高效率驱动。
[0151]
如上所述,实施方式的超声波辅助加工装置1具有:超声波振子70,其具备在振子轴方向上伸缩的环状的压电元件71、72,使之产生超声波振动;供电部3,其供给驱动超声波振子70的磁场;受电部2,其利用从供电部3供给的磁场进行发电,驱动超声波振子70,受电部2具有:绕线管23,其沿着振子轴的旋转方向包围超声波振子70;线圈22,其包围绕线管23的周围;多个铁氧体芯21,其等间隔配置,覆盖线圈22的剖面的至少一边。
[0152]
由此,能够实现非接触供电机构的小型化和轻量化。另外,在一个方式中,能够进行稳定的超声波驱动。
[0153]
能够提供一种具有非接触供电机构的价格低廉且高性能的超声波辅助加工装置,该超声波辅助加工装置主要在利用小型加工中心等刀具旋转型精密加工装置的难加工性原材料的精密加工中,实现刀具寿命的大幅延长和高效大量生产加工。
[0154]
在用于驱动超声波振动的非接触供电机构中,特别是暴露于高速旋转的受电部的耐冲击强度的提高、轻量化和频率特性的提高是很大的问题。另外,期望一种价格低廉的小型装置,其具有与负荷变动对应的高性能的自动跟踪功能,能够以50khz以上进行稳定的加工。针对这些问题,通过分割构成价格低廉且在高频范围磁特性也优异的小型的铁氧体芯,不仅能够实现小型轻量化,而且耐冲击性也大幅提高,进而即使在50khz以上也能够实现稳定的超声波振动。
[0155]
mnzn型铁氧体的频率特性能够良好地使用到数mhz带,确认了使用超声波辅助加工装置1以高性能驱动62.5khz的超声波辅助加工装置,从而达到实用化的目的。今后,计划
开发更高频范围的装置。
[0156]
另外,通过追加包括驱动电路和振子的阻抗匹配电路,在具有高速旋转的非接触供电机构的超声波驱动电路中,能够实现高精度的自动跟踪。
[0157]
《变形例》图26和图27是说明实施方式的受电部的变形例的图。
[0158]
图12所示的受电部2分别使用了15个铁氧体芯21、31,但变形例的受电部20减少铁氧体芯21的数量,在周向上以30度间距配置。在非接触供电变压器中,为了实现超声波能量的高效率传输,优选较少的漏磁通和较大的磁通密度,在构造上允许的范围内,铁氧体芯21的数量越多越有利,但实际上,如果放射状排列的铁氧体芯21的内周的设置宽度w3为比铁氧体芯21的宽度w1小的值的范围(在使用主轴锥度规格hsk-e40时为24
°
~30
°
间隔),则有望获得良好的性能。
[0159]
在变形例的受电部20中,宽度w1为7mm,设置宽度w3为5mm,通过将空隙g设定为图18中说明的宽度w2所示部分的1.2倍以下(在本实施方式中为3.6mm以下),能够进行良好的超声波振动驱动。
[0160]
需要说明的是,图32和图33说明了受电部的变形例,但供电部也能够使用与变形例相同的结构。
[0161]
《第二实施方式》接下来,对第二实施方式的超声波辅助加工装置进行说明。
[0162]
以下,以与上述第一实施方式的不同点为中心,对第二实施方式的超声波辅助加工装置进行说明,对于相同的事项,省略其说明。
[0163]
图28和图29是说明第二实施方式的超声波辅助加工装置的图。
[0164]
图28和图29所示的第二实施方式的超声波辅助加工装置1a的供电部30的结构与第一实施方式不同。另外,在图28和图29中,为了便于说明,省略了防油罩、固定件、绕线管及配线等其他构成零部件的图示。
[0165]
第二实施方式的供电部30表示不是圆环形状的非接触供电机构的例子。在供电部30与受电部2之间设有间隙g。
[0166]
图30示出取下供电部的罩和受电部的罩时的超声波辅助加工装置。
[0167]
图31是说明第二实施方式的供电部的图。
[0168]
供电部30具有铁氧体芯31和线圈32a。
[0169]
线圈32a呈将环的一部分折弯的形状。线圈32a具有:第一部位32a1,其以包围壳体82的一部分的方式形成;和第二部位32a2,其与第一部位32a1连续设置且以从外侧包围第一部位32a1的方式形成。
[0170]
供电部30的铁氧体芯31配置在第一部位32a1的与铁氧体芯21对应的部位。
[0171]
通过使用的铁氧体芯31的增减,能够应对从小口径到大口径的供电机构。因此,能够省略因规格变更而导致的高价的模具制作。
[0172]
《变形例1》图32是示出在圆周上排列多组图31所示的供电部的变形例的图。
[0173]
变形例的供电部30a使用三个图31所示的供电部30。通过这样的配置,能够得到与第一实施方式的接受部3接近的性能。
[0174]
《变形例2》图33是示出将图31所示的供电部的结构应用于受电部的例子的图。
[0175]
《变形例3》图34是示出将图31所示的供电部的结构应用于供电部和受电部这两者的例子的图。
[0176]
在小型加工中心等小型机床中,有时没有在旋转的主轴附近设置供电机构的余地。在这种情况下,存在采用了如下弧形供电机构的例子,在该弧形供电机构中,稍微牺牲了电磁特性,并且去除了供电机构的环形部分的一部分。在这种情况下,供电部的磁场产生面积减少,相应地使图28所示的空隙g稍微变窄,由此有时能够避免性能劣化。另外,超声波最大输出与第一实施方式的超声波辅助加工装置1相比,虽然受到限制的情况较多,但只要在某一定的加工范围内,就能够得到超声波辅助加工的较大效果。
[0177]
图35和图36是图32~图34所示的受电机构中的线圈的配线例。在图32~图34的实施例中,在供电侧和受电侧分别使用3个线圈,但其连接方法有将3个线圈串联连接的图35的情况、并联连接的图36的情况以及将它们复合的串并联连接的方法。如图24所示的分析电路40的例子所示,只要考虑包含周边电路和振子的特性的阻抗匹配来决定布线方法即可。
[0178]
采用第二实施方式的超声波辅助加工装置1a,能够得到与第一实施方式的超声波辅助加工装置1相同的效果。
[0179]
《第三实施方式》接下来,对第三实施方式的超声波辅助加工装置进行说明。
[0180]
以下,对于第三实施方式的超声波辅助加工装置,以与上述第一实施方式的不同点为中心进行说明,对于相同的事项,省略其说明。
[0181]
图37和图38是说明第三实施方式的超声波辅助加工装置的图。
[0182]
图37和图38所示的第三实施方式的超声波辅助加工装置的受电部200和供电部300的结构与第一实施方式不同。
[0183]
第三实施方式的超声波辅助加工装置具有固定在能够自由旋转的壳体上的受电部(内圈)200和固定在加工中心等机床上的供电部(外圈)300,以代替受电部2和供电部3。供电部300被配置成包围受电部200。
[0184]
图38中(a)是示出第三实施方式的受电单元200和供电单元300的平面图,图38中(b)是沿图38中(a)的线a-a剖切的剖视图。受电部200和供电部300中的铁氧体芯、线圈、绕线管可以使用与第一实施方式的受电部2和供电部3相同的部件。
[0185]
根据第三实施方式的超声波辅助加工装置,能够得到与第一实施方式的超声波辅助加工装置1相同的效果。并且,采用第三实施方式的超声波辅助加工装置,受电部200和供电部300位于同一平面上。因此,能够缩短振子轴方向上的装置的长度。
[0186]
《第四实施方式》接下来,对第四实施方式的超声波辅助加工装置进行说明。
[0187]
以下,以与上述第一实施方式的不同点为中心,对第四实施方式的超声波辅助加工装置进行说明,对于相同的事项,省略其说明。
[0188]
图39和图40是说明第四实施方式的超声波辅助加工装置的图。
[0189]
第四实施方式的超声波辅助加工装置的受电部2000和供电部3000的结构与第一实施方式不同。
[0190]
图40中(a)是示出第四实施方式的受电部2000和供电部3000的俯视图,图40中(b)是沿图40中(a)的a-a线剖开的剖视图。
[0191]
第四实施方式的受电部2000具有l字型的铁氧体芯21a。铁氧体芯21a包围在绕线管23a收容的线圈22的四个面中的两个面。
[0192]
供电部3000具有l字型的铁氧体芯31a。铁氧体芯31a包围在绕线管33a收容的线圈32的四个面中的两个面。
[0193]
能够自由旋转的内圈侧为受电部2000,固定的外圈侧为供电部3000。
[0194]
采用第四实施方式的超声波辅助加工装置,能够得到与第一实施方式的超声波辅助加工装置1相同的效果。并且,采用第四实施方式的超声波辅助加工装置,线圈22和线圈32位于同一垂直面上。因此,能够缩短与振子轴方向垂直的方向上的装置的长度。
[0195]
以上,根据图示的实施方式对本发明的超声波辅助加工装置和受电装置进行了说明,但本发明不限于此,各部分的结构能够置换为具有同样功能的任意结构。另外,也可以对本发明附加其他任意的构成物、工序。
[0196]
另外,本发明也可以组合上述各实施方式中的任意两个以上的结构(特征)。
[0197]
上述内容仅为本发明的原理。另外,本领域技术人员可以进行多种变形、变更,本发明并不限于上述示出、说明的正确的结构和应用例,应对应的变形例和等同物被视为基于所附权利要求及其等同物的本发明的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1