一种汇流焊带焊接机及焊接方法与流程
1.本发明涉及ibc电池组件生产技术领域,具体涉及一种汇流焊带焊接机及焊接方法。
背景技术:
2.ibc电池组件的受光面为正面,背光面为背面,焊带分布于ibc电池组件的背面。从ibc电池组件的正面可以看到蓝色或黑色的电池片以及银色的汇流焊带。为了提升ibc电池组件的美观性,生产ibc电池组件时会使用黑色的汇流焊带;或在汇流焊带表面贴纯色的绝缘膜遮挡住汇流焊带自身颜色及汇流焊带与电池片之间的缝隙,使ibc电池组件的整体颜色保持一致。
3.黑色汇流焊带表面涂覆有绝缘的黑色涂层,ibc电池组件进行汇流焊带焊接时需要刮除黑色汇流焊带正面的黑色涂层,但是刮除黑色涂层的过程中存在黑色涂层清理不干净、损坏黑色汇流焊带的问题,影响焊接质量。而在汇流焊带表面贴纯色的绝缘膜,需要ibc电池组件完成汇流焊带焊接后,由人工完成,费事费力。
4.因此,亟需一种能够进行汇流焊带焊接并在汇流焊带正面贴绝缘膜的一体化设备。
技术实现要素:
5.针对现有技术的不足,本发明提出了一种汇流焊带焊接机及焊接方法。
6.一方面,本发明提供了一种汇流焊带焊接机,包括工作台、压针组件、提串装置和焊接装置,所述压针组件并列设有三个并且可升降地设置于所述工作台的上方,所述提串装置具有两个并且可升降地设置于相邻的两个所述压针组件之间;所述焊接装置并列设有三个且能够在所述工作台的上方水平移动,三个所述焊接装置能够对应移动至三个所述压针组件的下方或退出于所述工作台的上方,位于两侧的两个所述焊接装置为边侧焊接装置,每个所述边侧焊接装置包括并排设置的第一加热元件和第二加热元件,位于中间的一个所述焊接装置为中间焊接装置,所述第一加热元件和所述第三加热元件用于承接汇流焊带并将所述汇流焊带与焊带焊接,所述第二加热元件和所述第四加热元件用于承接绝缘膜并将所述绝缘膜与所述汇流焊带粘接,所述绝缘膜贴于所述汇流焊带的表面。
7.进一步地,三个所述焊接装置退出于所述工作台的上方时,两个所述边侧焊接装置位于所述工作台的两端,两个所述第一加热元件处于接近所述工作台的一侧,两个所述第二加热元件处于远离所述工作台的一侧,所述第一加热元件的上表面低于所述第二加热元件的上表面。
8.进一步地,所述第四加热元件相对所述第三加热元件能够升降移动,使得所述第四加热元件的上表面高于或低于所述第三加热元件的上表面。
9.进一步地,所述中间焊接装置还包括u形板和驱动元件,所述第三加热元件和所述第四加热元件设置于所述u形板内侧,所述驱动元件设置于所述u形板的侧壁外侧,所述驱
动元件的驱动端与所述第四加热元件的侧壁连接。
10.进一步地,在所述工作台的外围还设有供带装置、供膜装置和转运装置,所述供带装置用于提供所述汇流焊带,所述供膜装置用于提供所述绝缘膜,所述转运装置用于将所述汇流焊带和所述绝缘膜吸附搬运至三个所述焊接装置上。
11.进一步地,所述供膜装置包括用于盛放所述绝缘膜的容纳槽,所述容纳槽的底部设有可升降的活动板。
12.另一方面,本发明还提供了一种汇流焊带焊接方法,使用上述汇流焊带焊接机,包括如下步骤:s1,两个电池串组随玻璃板被传输至所述工作台上后,两个所述提串装置分别吸附并提起两个所述电池串组;s2,三个所述焊接装置承载所述汇流焊带和所述绝缘膜对应移动至三个所述压针组件的下方,使得所述第一加热元件和所述第三加热元件上的所述汇流焊带正对所述压针组件,两个所述提串装置下移使两个所述电池串组两端的焊带与其下方的所述汇流焊带接触,所述压针组件下移按压所述汇流焊带,所述第一加热元件和所述第三加热元件工作使所述汇流焊带与所述焊带焊接在一起;s3,所述压针组件上移,与此同时,两个所述提串装置上移使焊接在所述电池串组上的所述汇流焊带脱离所述焊接装置,三个所述焊接装置水平移动,使得所述第二加热元件和所述第四加热元件上的所述绝缘膜正对所述汇流焊带,两个所述提串装置下移使所述汇流焊带与所述绝缘膜接触,所述压针组件下移按压所述汇流焊带,所述第二加热元件和所述第四加热元件工作使所述汇流焊带与所述绝缘膜粘连在一起。
13.进一步地,在步骤s2中,所述第一加热元件和所述第三加热元件工作时,所述第二加热元件、所述第四加热元件和所述绝缘膜与所述电池串组分离。
14.进一步地,在步骤s3中,所述第二加热元件和所述第四加热元件工作时,所述第一加热元件和所述第三加热元件与所述电池串组分离。
15.进一步地,所述绝缘膜包括上层的热熔胶膜和下层的隔热层。
16.本发明提供的汇流焊带焊接机,包括工作台、三个压针组件、两个提串装置和三个焊接装置,三个焊接装置能够对应移动至三个压针组件的下方或退出于工作台的上方,位于两侧的两个焊接装置为边侧焊接装置,每个边侧焊接装置包括并排设置的第一加热元件和第二加热元件,位于中间的一个焊接装置为中间焊接装置,中间焊接装置包括并排设置的第三加热元件和第四加热元件,第一加热元件和第三加热元件用于承接汇流焊带,第二加热元件和第四加热元件用于承接绝缘膜。使用上述汇流焊带焊接机进行工作时,完成汇流焊带焊接后,能够紧接着将绝缘膜粘连在汇流焊带上,将汇流焊带焊接与绝缘膜粘连功能集成在一种设备上,改进了汇流焊带焊接机的结构。本发明提供的汇流焊带焊接方法,优化了ibc电池组件生产工艺。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据
提供的附图获得其他的附图。
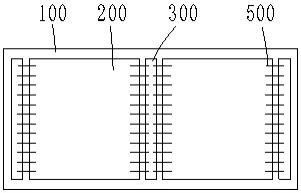
18.图1是本发明中ibc电池组件部分结构简示图;图2是本发明汇流焊带焊接机的结构简示图;图3是本发明中边侧焊接装置和中间焊接装置的结构简示图;图4是本发明中供膜装置的结构简示图;图5是本发明中焊接汇流焊带时焊接装置的状态示意图;图6是本发明中加热绝缘膜时焊接装置的状态示意图;其中:1-工作台;2-压针组件;3-提串装置;4-边侧焊接装置;41-第一加热元件;42-第二加热元件;5-中间焊接装置;51-第三加热元件;52-第四加热元件;53-u形板;54-驱动元件;6-第一供带装置;7-第二供带装置;8-供膜装置;81-背板;82-底板;83-档板;84-活动板;85-升降装置;9-第一转运装置;10-第二转运装置;100-玻璃板;200-电池串组;300-汇流焊带;400-绝缘膜;500-焊带。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.为了使本技术领域的人员更好地理解本发明方案,下面结合附图和具体实施例对本发明作进一步的详细说明。
21.请参阅图1、图5和图6,示意了ibc电池组件部分结构,包括玻璃板100、电池串组200、汇流焊带300和焊带500。玻璃板100所处的一面为ibc电池组件的正面,电池串组200包括多个电池串,焊带500将多个电池片连接一起组成电池串。电池串组200两端的焊带500伸出于电池片并与汇流焊带300焊接在一起。本发明提供了一种汇流焊带焊接机,用于将汇流焊带300焊接在电池串组200上,并在处于ibc电池组件正面的汇流焊带300表面粘连纯色的绝缘膜400。其中,绝缘膜400用于遮挡汇流焊带300自身颜色及汇流焊带300与电池片之间的缝隙,绝缘膜400的颜色与电池片的颜色相同,使ibc电池组件的整体颜色保持一致,以提升ibc电池组件的美观性。
22.请参阅图2和图3,本发明提供的汇流焊带焊接机,包括机架以及设置在机架上的:工作台1、压针组件2、提串装置3和焊接装置。其中,压针组件2并列设有三个并且可升降地设置于工作台1的上方,提串装置3具有两个并且可升降地设置于相邻的两个压针组件2之间;焊接装置并列设有三个且能够在工作台1的上方水平移动,三个焊接装置能够对应移动至三个压针组件2的下方或退出于工作台1的上方。位于两侧的两个焊接装置为边侧焊接装置4,每个边侧焊接装置4包括并排设置的第一加热元件41和第二加热元件42,位于中间的一个焊接装置为中间焊接装置5,中间焊接装置5包括并排设置的第三加热元件51和第四加热元件52,第一加热元件41和第三加热元件51用于承接汇流焊带300并将汇流焊带300与焊带500焊接,第二加热元件42和第四加热元件52用于承接绝缘膜400并将绝缘膜400与汇流焊带300粘接,绝缘膜400贴于汇流焊带300的表面。
23.其中,工作台1用于承接玻璃板100及其上的电池串组200,并能够将玻璃板100规
正。压针组件2的底部为弹性压针,用于按压汇流焊带300与焊带500的焊接点,使得汇流焊带300与焊带500或汇流焊带300与绝缘膜400紧密接触,提升焊接质量或粘连效果。提串装置3的底部设有吸盘,能够吸附提起玻璃板100上的电池串组200,使得焊接装置能够移动至电池串组200的下方正对压针组件2的位置。第一加热元件41和第三加热元件51或第二加热元件42和第四加热元件52能够同时处于压针组件的下方。
24.第一加热元件41、第二加热元件42、第三加热元件51和第四加热元件52均为电磁加热元件。当汇流焊带300与焊带500被压针组件2按压在一起时,第一加热元件41和第三加热元件51能够加热汇流焊带300和焊带500,使得汇流焊带300与焊带500焊接在一起。当汇流焊带300与绝缘膜400被压针组件2按压在一起时,第二加热元件42和第四加热元件52能够加热汇流焊带300,热能经过传导致使绝缘膜400表面的胶融化,使汇流焊带300与绝缘膜400粘连在一起。绝缘膜400包括上层的热熔胶膜和下层的隔热层,上层的热熔胶膜可以为eva材料,下层的隔热层可以为epe材料。
25.在本发明的实施例中,三个焊接装置退出于工作台1的上方时,两个边侧焊接装置4位于工作台1的两端,中间焊接装置5和其中一个边侧焊接装置4处于工作台1的同一端。两个第一加热元件41处于接近工作台1的一侧,两个第二加热元件42处于远离工作台1的一侧,可减少焊接装置的移动次数,提高汇流焊带300焊接与绝缘膜400粘连的效率。其中,第一加热元件41的上表面低于第二加热元件42的上表面;第四加热元件52相对第三加热元件51能够升降移动,使得第四加热元件52的上表面高于或低于第三加热元件51的上表面。第一加热元件41和第三加热元件51的上表面处于同一高度,由于两个第二加热元件42处于两个第一加热元件的外侧,且第四加热元件52可升降,因此在加热汇流焊带300使之与绝缘膜400粘连的过程中,焊接装置可以与电池串组200相互避让。
26.具体地,中间焊接装置5还包括u形板53和驱动元件54,第三加热元件51和第四加热元件52设置于u形板53内侧,驱动元件54设置于u形板53的侧壁外侧,驱动元件54的驱动端与第四加热元件52的侧壁连接,第三加热元件51的位置固定,使得第四加热元件52能够相对第三加热元件51升降运动。边侧加热元件4同样包括u形板53,第一加热元件41和第二加热元件42设置于u形板53内侧。在本发明的其他实施例中,可以用l形板、平板或其它安装结构代替u形板53。
27.在本发明的实施例中,在工作台1的外围还设有供带装置、供膜装置8和转运装置。供带装置包括第一供带装置6和第二供带装置7,用于制备并提供ibc电池组件所需的三个汇流焊带300,第一供带装置6和第二供带装置7分别设置在工作台1的两端,其中第二供带装置7可制备两种不同的汇流焊带300,并被搬运至边侧焊接装置4和中间焊接装置5上。供膜装置8设有三个,根据三个焊接装置所在位置对应设置于工作台1的两端,用于提供绝缘膜400。转运装置能够水平、升降运动,包括第一转运装置9和第二转运装置10,第一转运装置9和第二转运装置10底部设有吸盘,用于将汇流焊带300和绝缘膜400吸附搬运至三个焊接装置上。其中,第二转运装置10可以同时吸附搬运位于中间焊接装置5和与其靠近的边侧焊接装置4上的汇流焊带300和绝缘膜400。
28.请参阅图4,供膜装置8包括用于盛放绝缘膜400的容纳槽,容纳槽的底部设有可升降的活动板84。其中,容纳槽包括背板81、底板82和若干档板83,背板81和底板82对立设置在底板82上。在档板83之间设有升降装置85,档板83所在的底板82侧边设有缺口,升降装置
的升降板位于该缺口中,能够带动活动板84及其上的绝缘膜400向上运动,便于转运装置的吸盘吸附绝缘膜400。
29.在本发明的实施例中,压针组件2、提串装置3、边侧焊接装置4、中间焊接装置5以及转运装置均连接有驱动装置,如电缸、直线模组等,能够实现其在水平方向和/或竖直方向运动。两个提串装置3可以由同一个驱动装置控制,也可以由两个驱动装置分别控制。在本发明的其它实施例中,供带装置、供膜装置8和转运装置之间的位置关系、数量以及具体结构不做具体限制,转运装置能够将供带装置和供膜装置8提供的汇流焊带300和绝缘膜400搬运至三个焊接装置上即可。
30.需要说明的是,本发明提供的汇流焊带焊接机,还适用于其他类型的具有三个汇流焊带300的电池组件,该类型电池组件的焊带500分布于电池串组200的正面和背面。
31.本发明还提供了一种汇流焊带焊接方法,使用上述汇流焊带焊接机,包括如下步骤:s1,两个电池串组200随玻璃板100被传输至工作台1上后,两个提串装置3分别吸附并提起两个电池串组200;s2,三个焊接装置承载汇流焊带300和绝缘膜400对应移动至三个压针组件2的下方,使得第一加热元件41和第三加热元件51上的汇流焊带300正对压针组件2,两个提串装置3下移使两个电池串组200两端的焊带500与其下方的汇流焊带300接触,压针组件2下移按压汇流焊带300,第一加热元件41和第三加热元件51工作使汇流焊带300与焊带500焊接在一起;s3,压针组件2上移,与此同时,两个提串装置3上移使焊接在电池串组200上的汇流焊带300脱离焊接装置,三个焊接装置水平移动,使得第二加热元件42和第四加热元件52上的绝缘膜400正对汇流焊带300,两个提串装置3下移使汇流焊带300与绝缘膜400接触,压针组件2下移按压汇流焊带300,第二加热元件42和第四加热元件52工作使汇流焊带300与绝缘膜400粘连在一起。
32.在步骤s2中,第一加热元件41和第三加热元件51工作时,第二加热元件42、第四加热元件52和绝缘膜400与电池串组200分离。
33.在步骤s3中,第二加热元件42和第四加热元件52工作时,第一加热元件41和第三加热元件51与电池串组200分离。
34.以上对本发明所提供的汇流焊带焊接机及焊接方法进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1