一种基于PLC控制的链条冲压头自动上油设备及控制系统的制作方法
一种基于plc控制的链条冲压头自动上油设备及控制系统
技术领域
1.本发明涉及自动化控制技术领域,具体是一种基于plc控制的链条冲压头自动上油设备及控制系统。
背景技术:
2.一般工件的冲压:温度升高不多,所以可用矿物油,但深冲压加工、大工件拉伸加工、变薄拉伸加工、不锈钢拉伸等会有较大的温升,需要加入极压抗磨剂,在冷锻加工中温升很高,还要加固体润滑剂或干膜润滑剂。
3.冲压油是由硫化猪油为主剂,加入精致的油性剂、防锈剂等各种添加剂调配而成的金属加工油,特别适用于冲孔、冲压、攻螺纹、攻槽等高强度操作。同时它亦非常适用于塑性成形加工中,有良好的润滑性和极压性,且对模具有良好的保护性能。
4.现有技术中,在使用冲压油进行冲压作业过程中,冲压油的损耗绝大部分是冲压油的飞溅导致的,由于飞溅的冲压油不便于回收,会造成冲压设备附近卫生状况较差,同时湿滑的环境对操作人员来说也是极大的安全隐患。
技术实现要素:
5.为了解决上述背景技术中提出的问题,本发明提供了一种基于plc控制的链条冲压头自动上油设备及控制系统。
6.为实现上述目的,本发明提供如下技术方案:一种基于plc控制的链条冲压头自动上油设备,包括冲压头和工作台,所述冲压头前侧设置有上油系统,所述上油系统包括油箱,所述油箱下方通过软管与若干喷油管连通,所述喷油管与喷头连通,所述喷头卡装在喷头安装孔内,所述喷头安装孔开设在前挡板上,所述前挡板设置在所述冲压头前侧,所述前挡板靠近所述冲压头的端面上设置有冲头位置检测元件,所述冲头位置检测元件低于所述冲压头最底端1~9mm;这样当冲压头进行冲压作业时,前挡板会随着冲压头共同向下位移,带动冲头位置检测元件也同步向下位移,由于冲头位置检测元件的位置低于冲压头,冲头位置检测元件会先与工件放置台侧边接触,此时上油系统进行喷射冲压油的作业,当冲压作业完成冲压头上升,冲头位置检测元件于工件放置台侧边分离时,上油系统停止喷射冲压油,这样大大降低了冲压油的使用量,同时在前挡板的阻挡作用下且喷油管在冲压头的前侧,有效阻止冲压油从前部飞溅到操作人员身上和地面;保证了冲压设备附近工作环境的干燥洁净;所述工作台上设置有防溅系统和回收系统。
7.作为本发明的进一步方案:所述冲头位置检测元件低于所述冲压头最底端5mm。
8.作为本发明的进一步方案:所述防溅系统包括侧防溅板和后防溅板,所述侧防溅板焊接固定在所述冲压头的左右两侧,所述后防溅板焊接固定在所述冲压头的后侧,避免了冲压油从侧部和后部的飞溅;作为本发明的进一步方案:所述回收系统包括回收槽,所述回收槽开设在所述侧
防溅板和所述后防溅板底部的所述工作台上,所述回收槽上开设有漏油孔,所述漏油孔与通道连通,所述通道开设在所述工作台上,所述通道与回收箱连通,这样能够将飞溅的冲压油顺着侧防溅板和后防溅板流至回收槽内,在经过漏油孔和通道的汇聚最终进入回收箱内被收集,方便重复利用。
9.一种基于plc控制的链条冲压头自动上油控制系统,包括冲头位置检测元件,所述冲头位置检测元件与plc控制系统信号连接,所述plc控制系统与上油系统电连接,所述上油系统下方设置有防溅系统和回收系统;其中,所述冲头位置检测元件用于检测冲头位置,当冲头与工件接触时反馈给plc控制系统;所述plc控制系统用于启停上油系统,当冲头与工件接触时启动上油系统,当冲头与工件分离时暂停上油系统;所述上油系统用于从前侧对冲头喷洒冲压油。
10.与现有技术相比,本发明的有益效果是:当冲压头进行冲压作业时,前挡板会随着冲压头共同向下位移,带动冲头位置检测元件也同步向下位移,由于冲头位置检测元件的位置低于冲压头,冲头位置检测元件会先与工件放置台侧边接触,此时上油系统进行喷射冲压油的作业,当冲压作业完成冲压头上升,冲头位置检测元件于工件放置台侧边分离时,上油系统停止喷射冲压油,这样大大降低了冲压油的使用量,同时在前挡板的阻挡作用下且喷油管在冲压头的前侧,有效阻止冲压油从前部飞溅到操作人员身上和地面,而防溅系统避免了冲压油从侧部和后部的飞溅;保证了冲压设备附近工作环境的干燥洁净;最终飞溅的冲压油顺着侧防溅板和后防溅板流至回收槽内,在经过漏油孔和通道的汇聚最终进入回收箱内被收集,方便重复利用。本发明结构原理简单,能够有效防止冲压油从各个方向飞溅,同时大大降低了冲压油的使用量,飞溅的冲压油也能够得到有效的回收,保证了冲压油充分的循环利用。
附图说明
11.图1为一种基于plc控制的链条冲压头自动上油设备的结构示意图。
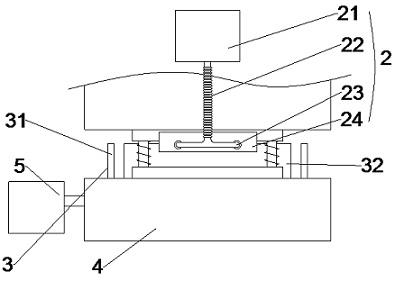
12.图2为一种基于plc控制的链条冲压头自动上油设备中上油系统的左视图。
13.图3为图2中a部分的放大图。
14.图4为一种基于plc控制的链条冲压头自动上油设备中防溅系统的俯视图。
15.图5为一种基于plc控制的链条冲压头自动上油控制系统的流程图。
16.图中:1、冲压头;2、上油系统;21、油箱;22、软管;23、喷油管;24、前挡板;25、喷头安装孔;26、喷头;3、防溅系统;31、侧防溅板;32、后防溅板;4、工作台;5、回收系统;51、回收槽;52、漏油孔;53、通道;54、回收箱;6、冲头位置检测元件。
具体实施方式
17.实施例1请参阅图1~图4,一种基于plc控制的链条冲压头自动上油设备,包括冲压头1和工作台4,所述冲压头1前侧设置有上油系统2,所述上油系统2包括油箱21,所述油箱21下方通过软管22与若干喷油管23连通,所述喷油管23与喷头26连通,所述喷头26卡装在喷头安装
孔25内,所述喷头安装孔25开设在前挡板24上,所述前挡板24设置在所述冲压头1前侧,所述前挡板24靠近所述冲压头1的端面上设置有冲头位置检测元件6,所述冲头位置检测元件6低于所述冲压头1最底端1~9mm;这样当冲压头1进行冲压作业时,前挡板24会随着冲压头1共同向下位移,带动冲头位置检测元件6也同步向下位移,由于冲头位置检测元件6的位置低于冲压头1,冲头位置检测元件6会先与工件放置台侧边接触,此时上油系统2进行喷射冲压油的作业,当冲压作业完成冲压头1上升,冲头位置检测元件6于工件放置台侧边分离时,上油系统2停止喷射冲压油,这样大大降低了冲压油的使用量,同时在前挡板24的阻挡作用下且喷油管23在冲压头1的前侧,有效阻止冲压油从前部飞溅到操作人员身上和地面;保证了冲压设备附近工作环境的干燥洁净;所述工作台4上设置有防溅系统3,所述防溅系统3包括侧防溅板31和后防溅板32,所述侧防溅板31焊接固定在所述冲压头1的左右两侧,所述后防溅板32焊接固定在所述冲压头1的后侧,避免了冲压油从侧部和后部的飞溅;所述工作台4上设置有回收系统5,所述回收系统5包括回收槽51,所述回收槽51开设在所述侧防溅板31和所述后防溅板32底部的所述工作台4上,所述回收槽51上开设有漏油孔52,所述漏油孔52与通道53连通,所述通道53开设在所述工作台4上,所述通道53与回收箱54连通,这样能够将飞溅的冲压油顺着侧防溅板31和后防溅板32流至回收槽51内,在经过漏油孔52和通道53的汇聚最终进入回收箱54内被收集,方便重复利用。
18.请参阅图1~图5,一种基于plc控制的链条冲压头自动上油控制系统,包括冲头位置检测元件,所述冲头位置检测元件与plc控制系统信号连接,所述plc控制系统与上油系统电连接,所述上油系统下方设置有防溅系统和回收系统;其中,所述冲头位置检测元件用于检测冲头位置,当冲头与工件接触时反馈给plc控制系统;所述plc控制系统用于启停上油系统,当冲头与工件接触时启动上油系统,当冲头与工件分离时暂停上油系统;所述上油系统用于从前侧对冲头喷洒冲压油。
19.本发明的工作原理是:当冲压头1进行冲压作业时,前挡板24会随着冲压头1共同向下位移,带动冲头位置检测元件6也同步向下位移,由于冲头位置检测元件6的位置低于冲压头1,冲头位置检测元件6会先与工件放置台侧边接触,此时上油系统2进行喷射冲压油的作业,当冲压作业完成冲压头1上升,冲头位置检测元件6于工件放置台侧边分离时,上油系统2停止喷射冲压油,这样大大降低了冲压油的使用量,同时在前挡板24的阻挡作用下且喷油管23在冲压头1的前侧,有效阻止冲压油从前部飞溅到操作人员身上和地面,而防溅系统3避免了冲压油从侧部和后部的飞溅;保证了冲压设备附近工作环境的干燥洁净;最终飞溅的冲压油顺着侧防溅板31和后防溅板32流至回收槽51内,在经过漏油孔52和通道53的汇聚最终进入回收箱54内被收集,方便重复利用。本发明结构原理简单,能够有效防止冲压油从各个方向飞溅,同时大大降低了冲压油的使用量,飞溅的冲压油也能够得到有效的回收,保证了冲压油充分的循环利用。
20.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权
利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
21.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1