用于复合板坯的自动感应异温加热装置
1.本发明涉及属于板材加工技术领域,具体涉及一种用于复合板坯的自动感应异温加热装置。
背景技术:
2.复合板指在金属板上覆以一种或者多种金属板,以达到在不降低使用效果防腐性能、机械强度等的前提下提高板材性能。复合方法通常有爆炸复合法、爆炸轧制复合、轧制复合等。轧制复合法有许多优点,主要为产品的尺寸精确度高、复合后的各层材料厚度均匀、复合材料性能均匀一致性好、生产连续性高,目前,轧制复合法已成为制备钢/铝等金属复合板的主要趋势,轧制复合时,按照坯料是否加热,可分为热轧复合、冷轧复合和温轧复合三种。
3.对于钢/铝复合板,冷轧复合的研究相对较多。但冷轧钢/铝界面初步结合需要50%以上的首道次压下率,存在复合强度不高以及对轧机能力要求高的问题,尤其对于中厚尺寸或者厚尺寸复合板轧制问题更为突出。温轧复合法中,轧制温度的升高有利于增强铝表面对钢表面的黏接作用,并增加了金属复合板的结合强度,但轧制温度越高,钢/铝变形越不协调,板材翘曲严重。而异温轧制法能达到复合板各层金属的协调变形,能成功制备出协调变形和具有高结合强度的钛/铝、钛/镁复合板。
4.冷轧复合技术加工的产品不耐高温,金属间的粘结胶,例如环氧树脂不能受热,在230
°
以下即开层,涂胶不均匀,出现鼓泡起皮表象,寿命短,环氧树脂为化学产品,在应用一段时间后就会老化,简略脱落分层。其复合强度低,产品不能后续轧制、折弯、切开、冲压等深加工,热轧复合技术加工的产品联络强度低,不能满足其导电需要同时不能折直角。因此,有必要提供一种用于复合板坯的自动感应异温加热装置解决上述问题。
技术实现要素:
5.针对现有技术存在的问题,本发明提供一种用于复合板坯的自动感应异温加热装置,感应加热组件采用多点扫描、逐步升温加热方式,将不同加热阶段的温度反馈至控制面板,进而调控加热器温度,不仅提高了加热均匀性和适应性,而且提高了加热效率和操作便利性,各组件配合使用,采用全自动化设计,提高轧制过程中的安全性,实现工厂流水线生产,避免高温灼伤等事故的发生,能制备结合强度高,变形协调的金属复合板。
6.本发明提供了一种用于复合板坯的自动感应异温加热装置,其包括第一传输组件、检测组件、翻转组件、第二传输组件、旋转升降组件、感应加热组件和推移组件,所述检测组件位于所述第一传输组件输入端的上方,所述翻转组件的第一旋转轴和第二旋转轴分别与所述第一传输组件中的第一套筒和第二套筒连接,所述第二传输组件位于所述第一传输组件的输出端,所述旋转升降组件位于所述第二传输组件的下方,所述感应加热组件和推移组件依次位于所述第二传输组件的输出端;所述翻转组件,其包括翻转板、第一滚轮、滚轮板、第一旋转轴、底板、连接轴、u型齿条、第二滚轮、第二旋转轴、连杆、齿轮连接杆、第
二联轴器、电机ii、弹簧和传动齿轮,所述翻转板通过第一旋转轴与所述第一套筒转动连接,所述滚轮板通过弹簧与所述翻转板转动连接,且所述滚轮板设置在传送带i的间隙中,所述滚轮板上设有多个第一滚轮,所述连杆通过第二旋转轴与所述第二套筒转动连接,所述连杆的第一端与所述第二滚轮连接,所述连杆的第二端通过连接轴与所述u型齿条的第一端连接,所述u型齿条的第二端与所述翻转板的两侧连接,所述传动齿轮与所述u型齿条中的双齿条啮合,对称设置的所述传动齿轮通过所述齿轮连接杆连接,所述电机ii安装在底板上,所述电机ii的输出轴通过第二联轴器与所述传动齿轮连接;所述旋转升降组件,其包括转盘、液压缸、升降轴、联轴器ⅳ、电机vi和电机托板,所述转盘位于丝杠i的下方,所述升降轴的第一端与第一层所述转盘底部固定连接,多个所述液压缸呈圆周阵列设置在所述转盘上,所述升降轴的第二端穿设在第二层转盘中,且与所述联轴器iv的输出端连接,所述电机vi的输出轴与所述联轴器iv的输入端连接,所述电机vi安装在电机托板上,所述电机托板设置在底座ii上;所述感应加热组件,其包括电子束加热器、传送带ii、电磁感应加热器、控制面板i、电磁线圈、滚轮、滚轮支架、电机vii和控制面板ii,所述电子束加热器和电磁感应加热器分别位于所述传送带ii的两侧,所述控制面板i设置在所述电磁感应加热器外侧壁上,所述电磁感应加热器的内壁设有电磁线圈,所述滚轮位于所述传送带ii的输入端,且通过滚轮支架安装在所述底座ii上,所述控制面板ii设置在所述电子束加热器的外侧壁上,所述电机vii安装在所述底座ii上,带动所述传送带ii运动。
7.可优选的是,所述检测组件,其包括支撑架和电阻器,所述支撑架位于所述传送带i正上方,所述电阻器安装在所述支撑架的中部。
8.可优选的是,所述第一传输组件,其包括传送带i、复合板、第一套筒、支撑座i、带轮轴、第二套筒、联轴器i、支撑座i、电机i和支撑座ii,所述复合板放置在传送带i上,所述第一套筒和第二套筒对称设置在所述传送带i两端,所述支撑座i对称设置在所述第一传输组件的输出端,所述带轮轴穿设在所述传送带i两端的带轮中,所述带轮轴的两端分别与所述支撑座i转动连接,所述电机i安装在所述支撑座i上,所述电机i的输出轴通过联轴器i与所述带轮轴的第一端连接,所述带轮轴的第二端与所述支撑座ii转动连接。
9.可优选的是,所述第二传输组件,其包括电机iii、底座i、丝杠座i、连接板i、推杆座和光轴i,所述电机iii安装在所述底座i上,所述电机iii的输出轴通过丝杠座i与所述丝杠i的第一端连接,所述丝杠i的第二端转动设置于丝杠座ii中,所述光轴i对称设置在所述丝杠i两侧,且所述光轴i的第一端与所述连接板i连接,所述光轴i的第二端与所述丝杠座ii连接。
10.可优选的是,所述第二传输组件,还包括卡扣、丝杠i、激光传感器、丝杠座ii、底座ii、电机ⅳ、翻转推板、第二联轴器i、电机
ⅴ
、支撑座ii、第一推板和推板连接杆,所述推杆座中部开设有螺纹孔,与所述丝杠i移动连接,所述推杆座的两侧对称开设有通孔,所述光轴i穿设在该通孔中,用于导向和支撑,所述推杆座通过推板连接杆与推板连接,所述第一推板上对称设有卡扣,所述激光传感器安装在所述底座ii上且靠近所述丝杠i的内侧壁,所述电机v安装在所述底座ii上,所述电机v的输出轴通过第二联轴器i与所述翻转推板的第一端连接,所述翻转推板的第二端与所述支撑座ii转动连接。
11.可优选的是,所述推移组件,其包括丝杠座iii、支架i、丝杠ii、丝杠iii、联轴器
ⅴ
、电机viii和光轴ii,电机ix的输出轴通过联轴器vi与所述丝杠ii的第一端连接,所述丝
杠ii的第二端转动设置在所述丝杠座iii中,所述电机ix和丝杠座iii均固定安装在支架上,所述电机viii的输出轴通过联轴器vi与所述丝杠iii的第一端连接,所述丝杠iii的第二端转动设置在所述支架中,所述光轴ii与所述丝杠ii平行设置,且位于所述推移组件的输出端。
12.可优选的是,所述推移组件,还包括第二推板、支架ii、电机ix、联轴器vi、连接板ii、滚筒、挡板、推杆和位移传感器,所述第二推板两端均开设有螺纹孔和通孔,所述丝杠ii穿设在螺纹孔中并与其移动连接,所述光轴ii穿设在通孔中,使所述第二推板沿着光轴ii轴线方向移动,所述连接板ii安装在所述第二推板的底部,所述滚筒沿丝杠iii轴线方向阵列排布在所述连接板ii的下方,所述挡板设置在所述支架ii靠近丝杠ii的侧壁上,所述位移传感器安装在所述支架ii上,且位于所述推移组件的输出端。
13.本发明与现有技术相比,具有如下优点:
14.1.本发明用于复合板坯的自动感应异温加热装置,设置检测组件和翻转组件,不仅自动检测复合板正反并实现翻转,而且实现对复合板的精确正位,通过旋转升降组件和传输组件将复合板送入感应加热组件,实现复合板加热和轧制自动化,提高了生产效率和产品合格率。
15.2.本发明的感应加热组件设置电子束加热器和电磁感应加热器双重加热,采用多点扫描、逐步升温加热方式,将不同加热阶段的温度反馈至控制面板,进而调控加热器温度,不仅提高了加热均匀性和适应性,而且提高了加热效率和操作简易性。
16.3.本发明中各组件配合使用,采用全自动化设计,提高了轧制过程中的安全性,减少人工操作,实现工厂流水线生产,避免高温灼伤等事故的发生,能制备结合强度高,变形协调的金属复合板。
附图说明
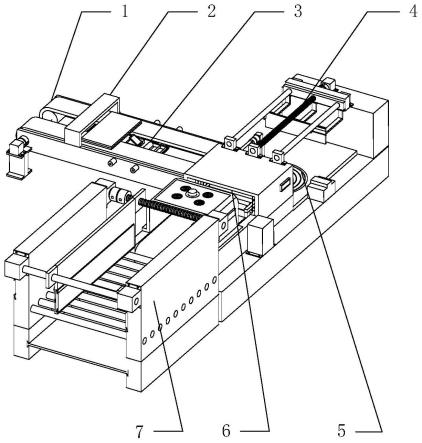
17.图1为本发明用于复合板坯的自动感应异温加热装置的整体结构示意图;
18.图2为本发明中第一传输组件的结构示意图;
19.图3为本发明中检测组件的结构示意图;
20.图4为本发明中翻转组件的结构示意图;
21.图5为本发明中翻转组件的结构正面示意图;
22.图6为本发明中第二传输组件的结构示意图;
23.图7为本发明中旋转升降组件的结构示意图;
24.图8为本发明中感应加热组件的结构示意图;
25.图9为本发明中推移组件的结构示意图。
26.主要附图标记:
27.第一传输组件1,传送带i101,复合板102,第一套筒103,支撑座i104,带轮轴105,第二套筒106,联轴器i107,支撑座i108,电机i109,支撑座ii110,检测组件2,支撑架201,电阻器202,翻转组件3,翻转板301,第一滚轮302,滚轮板303,第一旋转轴304,底板305,连接轴306,u型齿条307,第二滚轮308,第二旋转轴309,连杆310,齿轮连接杆311,第二联轴器312,电机ii313,弹簧314,传动齿轮315,第二传输组件4,电机iii401,底座i402,丝杠座i403,连接板i404,推杆座405,光轴i406,卡扣407,丝杠i408,激光传感器409,丝杠座
ii410,底座ii411,电机ⅳ412,翻转推板413,第二联轴器i414,电机
ⅴ
415,支撑座ii416,第一推板417,推板连接杆418,旋转升降组件5,转盘501,液压缸502,升降轴503,联轴器ⅳ504,电机vi505,电机托板506,感应加热组件6,电子束加热器601,传送带ii602,电磁感应加热器603,控制面板i604,电磁线圈605,滚轮606,滚轮支架607,电机vii608,控制面板ii609,推移组件7,丝杠座iii701,支架i702,丝杠ii703,丝杠iii704,联轴器
ⅴ
705,电机viii706,光轴ii707,第二推板708,支架ii709,电机ix710,联轴器vi711,连接板ii712,滚筒713,挡板714,推杆715,位移传感器716。
具体实施方式
28.为详尽本发明之技术内容、结构特征、所达成目的及功效,以下将结合说明书附图进行详细说明。
29.本发明提供的用于复合板坯的自动感应异温加热装置,如图1所示,其包括第一传输组件1、检测组件2、翻转组件3、第二传输组件4、旋转升降组件5、感应加热组件6和推移组件7,检测组件2位于第一传输组件1输入端的上方,翻转组件3的第一旋转轴304和第二旋转轴309分别与第一传输组件1中的第一套筒103和第二套筒106连接,第二传输组件4位于第一传输组件1的输出端,旋转升降组件5位于第二传输组件4的下方,感应加热组件6和推移组件7依次位于第二传输组件4的输出端。
30.如图2所示,第一传输组件1包括传送带i101、复合板102、第一套筒103、支撑座i104、带轮轴105、第二套筒106、联轴器i107、支撑座i108、电机i109和支撑座ii110,复合板102放置在传送带i101上,第一套筒103和第二套筒106对称设置在传送带i101两端,支撑座i108对称设置在第一传输组件1的输出端,带轮轴105穿设在传送带i101两端的带轮中,带轮轴105的两端分别与支撑座i108转动连接,电机i109安装在支撑座i108上,电机i109的输出轴通过联轴器i107与带轮轴105的第一端连接,带轮轴105的第二端与支撑座ii110转动连接。
31.如图3所示,检测组件2,其包括支撑架201和电阻器202,支撑架201位于传送带i101正上方,电阻器202安装在支撑架201的中部。
32.如图4和图5所示,翻转组件3,其包括翻转板301、第一滚轮302、滚轮板303、第一旋转轴304、底板305、连接轴306、u型齿条307、第二滚轮308、第二旋转轴309、连杆310、齿轮连接杆311、第二联轴器312、电机ii313、弹簧314和传动齿轮315,翻转板301通过第一旋转轴304与第一套筒103转动连接,滚轮板303通过弹簧314与翻转板301转动连接,且滚轮板303设置在传送带i101的间隙中,滚轮板303上设有多个第一滚轮302,连杆310通过第二旋转轴309与第二套筒106转动连接,连杆310的第一端与第二滚轮308连接,连杆310的第二端通过连接轴306与u型齿条307的第一端连接,u型齿条307的第二端与翻转板301的两侧连接,传动齿轮315与u型齿条307中的双齿条啮合,对称设置的传动齿轮315通过齿轮连接杆311连接,电机ii313安装在底板305上,电机ii313的输出轴通过第二联轴器312与传动齿轮315连接。
33.如图6所示,第二传输组件4,其包括电机iii401、底座i402、丝杠座i403、连接板i404、推杆座405、光轴i406、卡扣407、丝杠i408、激光传感器409、丝杠座ii410、底座ii411、电机ⅳ412、翻转推板413、第二联轴器i414、电机
ⅴ
415、支撑座ii416、第一推板417和推板
连接杆418,,电机iii401安装在底座i402上,电机iii401的输出轴通过丝杠座i403与丝杠i408的第一端连接,丝杠i408的第二端转动设置于丝杠座ii410中,光轴i406对称设置在丝杠i408两侧,且光轴i406的第一端与连接板i404连接,光轴i406的第二端与丝杠座ii410连接,推杆座405中部开设有螺纹孔,与丝杠i408移动连接,推杆座405的两侧对称开设有通孔,光轴i406穿设在该通孔中,用于导向和支撑,推杆座405通过推板连接杆418与推板417连接,第一推板417上对称设有卡扣407,激光传感器409安装在底座ii411上且靠近丝杠i408的内侧壁,电机v415安装在底座ii411上,电机v415的输出轴通过第二联轴器i414与翻转推板413的第一端连接,翻转推板413的第二端与支撑座ii416转动连接。
34.如图7所示,旋转升降组件5,其包括转盘501、液压缸502、升降轴503、联轴器ⅳ504、电机vi505和电机托板506,转盘501位于丝杠i408的下方,升降轴503的第一端与第一层转盘501底部固定连接,多个液压缸502呈圆周阵列设置在转盘501上,升降轴503的第二端穿设在第二层转盘501中,且与联轴器iv504的输出端连接,电机vi505的输出轴与联轴器iv504的输入端连接,电机vi505安装在电机托板506上,电机托板506设置在底座ii411上。
35.如图8所示,感应加热组件6,其包括电子束加热器601、传送带ii602、电磁感应加热器603、控制面板i604、电磁线圈605、滚轮606、滚轮支架607、电机vii608和控制面板ii609,电子束加热器601和电磁感应加热器603分别位于传送带ii602的两侧,控制面板i604设置在电磁感应加热器603外侧壁上,电磁感应加热器603的内壁设有电磁线圈605,滚轮606位于传送带ii602的输入端,且通过滚轮支架607安装在底座ii411上,控制面板ii609设置在电子束加热器601的外侧壁上,电机vii608安装在底座ii411上,带动传送带ii602运动。
36.如图9所示,推移组件7,其包括丝杠座iii701、支架i702、丝杠ii703、丝杠iii704、联轴器
ⅴ
705、电机viii706、光轴ii707、第二推板708、支架ii709、电机ix710、联轴器vi711、连接板ii712、滚筒713、挡板714、推杆715和位移传感器716,电机ix710的输出轴通过联轴器vi711与丝杠ii703的第一端连接,丝杠ii703的第二端转动设置在丝杠座iii701中,电机ix710和丝杠座iii701均固定安装在支架i702上,电机viii706的输出轴通过联轴器vi711与丝杠iii704的第一端连接,丝杠iii704的第二端转动设置在支架i702中,光轴ii707与丝杠ii703平行设置,且位于推移组件7的输出端。第二推板708两端均开设有螺纹孔和通孔,丝杠ii703穿设在螺纹孔中并与其移动连接,光轴ii707穿设在通孔中,使第二推板708沿着光轴ii707轴线方向移动,连接板ii712安装在第二推板708的底部,滚筒713沿丝杠iii704轴线方向阵列排布在连接板ii712的下方,挡板714设置在支架ii709靠近丝杠ii703的侧壁上,位移传感器716安装在支架ii709上,且位于推移组件7的输出端。
37.以下结合实施例对本发明用于复合板坯的自动感应异温加热装置做进一步描述:
38.在使用本发明进行复合板加热并自动送进轧机时,要保证第一传输组件1、检测组件2、翻转组件3、第二传输组件4、旋转升降组件5、感应加热组件6和推移组件7安装完好、布局合理并顺畅运行。
39.本实施例的操作过程是这样实现的:
40.本发明用于复合板坯的自动感应异温加热装置,如图1所示,其主要步骤如下:
41.s1:电机i109驱动传送带i101传输复合板102,首先经过检测装置2判断复合板102是否需要翻转,若需要,启动翻转组件3进行翻转,再传输至第二传输组件4,若不需要翻转,
直接通过传送带i101至第二传输组件4;
42.s2:首先,复合板102经第一推板417推入旋转升降组件5,电机vi505开始工作,激光传感器409检测到最小距离后,反馈传输至电机vi505,电机vi505旋转至该位置,然后,四个液压缸502驱动,使得升降轴503上升,转盘501抬升至高点,接着,电机iii401驱动第一推板417,利用丝杠i408传动将复合板102推入感应加热组件6,最后,升降轴503下降,转盘501降至低点,控制传输下一个复合板102;
43.s3:复合板102进入电磁感应加热器603进行一次加热,控制面板i604内预设有异温温度,加热完成后反馈电机iii401,驱动第一推板417将复合板102推至电子束加热器601进行二次加热,控制面板ii609内预设有异温温度,加热完成后,反馈至电机vii608将加热完成的复合板102送至推移组件7;
44.s4:加热完成的复合板102推入推移组件7,首先,经电机ix710驱动第二推板708,将复合板102推至靠近挡板714的一侧,然后,位移传感器716检测复合板102与挡板714间的距离,反馈控制电机viii706,最后,电机viii706驱动推杆715将复合板102推入轧机中。
45.本发明中各组件的组合设计,实现复合板102的精确正位,主要体现在以下:
46.(1)复合板102放置在第一传输组件1上,若传送带i101上的复合板102倾斜,翻转组件3进行翻转时,由于其背紧贴翻转板301且下方顶着凹槽,加上重力作用可保证落下的复合板102实现正位。
47.(2)从传送带i101进入旋转升降组件5,中间设有翻转推板413、第二联轴器i414和电机
ⅴ
415,不仅将复合板102推入旋转升降组件5,而且利用翻转推板413刚性,将出现倾斜的复合板102实现正位,此调节为微调,同样也适用于传送带i101上的复合板102倾斜,但不需要翻转的情况。
48.(3)激光传感器409和旋转升降组件5配合使用实现精确调节。激光传感器409发射光波,旋转过程中的复合板102会遮挡光波,激光传感器409检测所遮挡的光波的距离,取其最小值反馈于旋转升降组件5中的电机vi505,从而驱动转盘501旋转至特定位置。
49.(4)推移组件7中,第二推板708、丝杠ii703、光轴ii707、电机ix710、连接板ii712组成的丝杠传动系统,将复合板102推向靠近挡板714的一侧,实现复合板102正位。
50.本发明用于复合板坯的自动感应异温加热装置,具有高自动化、精确定位功能、能提高生产效率和降低人工成本的优点。
51.以上的实施例仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1