一种激光定向加热辅助弯管成形的装置及方法与流程
1.本发明涉及一种激光定向加热辅助弯管成形的装置及方法,它适用于管材折弯,属于激光加工领域。
背景技术:
2.随着机械生产技术和生产模式的进一步优化,借助于模具完成的折弯有成形精度低,需要多次校正形状等缺点。激光成形是一种新兴的加工方法,激光成形具有生产周期短,柔性大,精度高等优点,并借助红外测温仪以及形状测量仪等,可在数控激光加工机上实现全过程闭环控制,从而保证工件的质量。激光辅助成形技术的研究尚处于起步阶段,对其形成过程中的各种影响因素也缺少理论分析和定量描述。
3.为提高弯管成形的质量,利用激光定向加热来辅助弯管成形,通过控制弯管应变中性层的偏移量,来降低弯管的壁厚减薄率和截面畸变率,有望实现弯管精密成形。
技术实现要素:
4.本发明提供一种激光定向加热辅助弯管成形的装置及方法,利用激光定向加热来辅助弯管成形,通过控制弯管应变中性层的偏移量,来降低弯管的壁厚减薄率和截面畸变率,以实现弯管精密成形。
5.本发明解决其技术问题所采用的技术方案是:一种激光定向加热辅助弯管成形的装置,该折弯装置包括底座、一对支撑座、压模、激光器以及红外测温头;前述的压模包括两个带弧度的压模组件,两个压模组件可以组成60
°‑
90
°
的弧面;前述的激光器位于两个压模组件中间留存的通孔上方,激光头和红外测温头固定在激光发射器末端,激光器发射出的激光束通过压模组件的通孔,聚焦到放置在支撑轮上的待弯管材的上表面;前述的红外测温头对待弯管材上的激光定向加热表面进行实时测温。
6.作为本发明的进一步优选,待弯管材的管径为20-40mm,管壁厚为1.5-2mm,弯曲成形角度为60
°‑
90
°
。
7.作为本发明的进一步优选,激光器上的激光头与两个压模组件留存的通孔轴向同轴设置,确保激光作用于管材折弯处。
8.作为本发明的进一步优选,红外测温头位于激光头外侧,与激光头中心距离小于2mm,确保实时测温区域是在激光定向加热区,测温数据有效。红外测温头的可测范围为200-1000℃。
9.一种激光定向加热辅助弯管成形的方法,该方法包括以下步骤:第一步,将待弯管材放置于支撑座上的支撑轮上,进行加紧固定;第二步,启动激光器,发出激光束,激光头对激光束进行聚焦,作用于待弯管材的内侧表面进行定向预热;
第三步,用红外测温头对待弯管材激光定向预热部分进行实时测温;第四步,当红外测温头检测出待弯管材的内侧温度达到预设温度后,压模的两个压模组件同时向内移动,待弯管材开始弯曲变形;第五步,根据弯管成形的角度要求,压模移动到设定位置,激光束持续加热;第六步,当激光束加热到达设定的时间,关闭激光器;第七步,将折弯成形后的管材空冷至室温,完成对待弯管材的折弯。
10.通过以上技术方案,相对于现有技术,本发明具有以下有益效果:1、本发明通过激光定向加热辅助弯管成形,与现有的无热源折弯方法相比精度更高,与直接激光折弯相比精度也更高,效果更佳。
11.2、本发明借助红外测温头,可实时控制激光定向加热效果,在数控激光加工机上实现全过程闭环控制,从而保证工件的质量,降低加工成本。
附图说明
12.下面结合附图和实施例对本发明进一步说明。
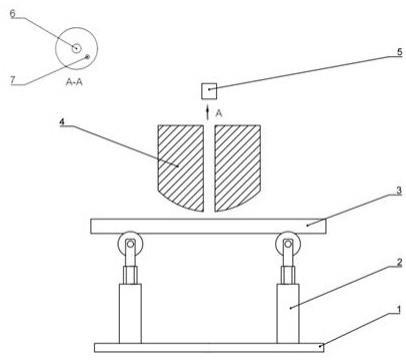
13.图1是本发明一种激光定向加热辅助弯管成形的装置机构示意图。
14.图2是本发明一种激光定向加热辅助弯管成形过程示意图。
15.图3是本发明一种激光定向加热辅助弯管成形完成示意图。
16.图中:1为底座,2为一对支撑座,3为待弯管材,4为压模,5为激光器,6为激光头,7为红外测温头。
具体实施方式
17.现在结合附图对本发明作进一步详细的说明。通过这些说明,本发明的特点和优点将变得更为清楚明确。
18.根据本发明的第一方面,如图1所示,本发明提供了一种激光定向加热辅助弯管成形的装置,该装置包括底座、一对支撑座、压模、激光器以及红外测温头;压模包括两个带弧度的压模组件,两个压模组件可以组成60-90度的弧面,且压模组件具有一定的重量和强度,以便更好的对管材进行压弯,可为碳素钢材质;激光发射器上装有激光头以及红外测温头;激光器发出的激光通过激光头,再经过压模组件的通孔发射激光束,照射在待弯管材上,红外测温头对管材表面温度进行实时测量,进一步地,红外测温头的可测范围需满足200-1000℃。
19.根据本发明的第二方面,如图1-3所示,提供了一种激光定向加热辅助弯管成形的方法,该方法包括以下步骤:第一步,将待弯管材放置于支撑座上的支撑轮上,进行加紧固定;第二步,启动激光器,发出激光束,激光头对激光束进行聚焦,作用于待弯管材的内侧表面进行定向预热;第三步,用红外测温头对待弯管材激光定向预热部分进行实时测温;第四步,当红外测温头检测出待弯管材的内侧温度达到预设温度后,压模的两个压模组件同时向内移动,待弯管材开始弯曲变形;
第五步,根据弯管成形的角度要求,压模移动到设定位置,激光束持续加热;第六步,当激光束加热到达设定的时间,关闭激光器;第七步,将折弯成形后的管材空冷至室温,完成对待弯管材的折弯。
20.在步骤1中,待弯管材为健身器材专用q195管材,管径为30mm,管壁厚为1.5mm。弯曲角度的技术要求是90
°
。
21.在步骤2中,激光束采用定点环形回转重复扫描。
22.在步骤3中,控制激光束能量,使得红外测温头所测的温度在500-8000℃之间。温度不能过低,折弯表面容易产生裂纹;温度也不能过高,表面力学性能会降低。
23.在步骤4中,压模移动速度保持在8-10m/min之间,不能过慢或过快,过快折弯管材表面温度过低,过慢折弯管材表面温度过高。
24.在步骤6中,设定的时间为15秒以内,不能果断或过长,过短会导致折弯管材降温速度过快,从而产生裂纹,时间过长会氧化折弯管材,降低管材的力学性能。
25.在步骤7中,管材90
°
折弯后,通过检测弯管的最大壁厚变化率小于13%,截面最大畸变率小于6%,抗压强度大于45mpa。
26.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本申请所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
27.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.一种激光定向加热辅助弯管成形的装置,其特征在于:包括底座(1)、支撑座(2)、待弯管材(3)、压模(4)、激光器(5)以及红外测温头(7);前述的底座(1)上两侧对称固定有一对支撑座(2),每个支撑座(2)上固定一个支撑轮;前述的压模(4)包含两个带弧度的组件,两个压模组件能组成90
°
的弧面;前述的激光器(5)位于两个压模组件中间留存的通孔上方,激光头(6)和红外测温头(7)固定在激光发射器(5)末端,激光器(5)发射出的激光束通过压模组件的通孔,聚焦到放置在支撑轮上的待弯管材(3)的上表面;前述的红外测温头(7)对待弯管材(3)上的激光定向加热表面进行实时测温。2.根据权利要求1所述的激光定向加热辅助弯管成形的装置,其特征在于:待弯管材的管径为20-40mm,管壁厚为1.5-2mm,弯曲成形角度为60
°‑
90
°
。3.根据权利要求1所述的激光定向加热辅助弯管成形的装置,其特征在于:激光器(5)上的激光头(6)与两个压模组件留存的通孔轴向同轴设置。4.根据权利要求1所述的激光定向加热辅助弯管成形的装置,其特征在于:红外测温头(7)位于激光头外侧,与激光头中心距离小于2mm;红外测温头的可测范围为200-1000℃。5.一种激光定向加热辅助弯管成形的装置的使用方法,其特征在于:具体包括以下步骤:第一步,将待弯管材(3)放置于支撑座(2)上的支撑轮上,进行加紧固定;第二步,启动激光器(5),发出激光束,激光头(6)对激光束进行聚焦,作用于待弯管材(3)的内侧表面进行定向预热;第三步,用红外测温头(7)对待弯管材(3)激光定向预热部分进行实时测温;第四步,当红外测温头(7)检测出待弯管材(3)的内侧温度达到预设温度后,压模(4)的两个压模组件同时向内移动,待弯管材(3)开始弯曲变形;第五步,根据弯管成形的角度要求,压模(4)移动到设定位置,激光束持续加热;第六步,当激光束加热到达设定的时间,关闭激光器(5);第七步,将折弯成形后的管材空冷至室温,完成对待弯管材(3)的折弯。
技术总结
本发明涉及一种激光定向加热辅助弯管成形的装置及方法,装置包括底座,一对支撑座,压模,激光器以及红外测温器,该装置通过激光束对对管材内侧进行定向加热使管材的变形抗力降低,利用红外测温器实时测量激光束加热效果,控制弯管应变中性层的偏移量,降低弯管的壁厚减薄率和截面畸变率,从而实现弯管精密成形。本申请通过激光定向加热可以精密控制弯管成形质量,具有精度高、响应速度快的优点。响应速度快的优点。响应速度快的优点。
技术研发人员:季本华 张华 顾慧研
受保护的技术使用者:如皋市华荣运动用品有限公司
技术研发日:2022.10.25
技术公布日:2022/12/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1