一种适用于汽车防尘罩的大卡圈或大卡簧的组装设备的制作方法
1.本发明涉及一种汽车防尘罩配件装配技术,尤其是涉及一种适用于汽车防尘罩的大卡圈或大卡簧的组装设备。
背景技术:
2.目前,在汽车转向系统上,连杆类、控制臂类等产品都需要安装防尘罩,在防尘罩安装到连杆类、控制臂类等产品上后,怎样才能使得防尘罩被很好地固定,且满足气密性的要求,为解决该技术问题,如图1所示,通常在防尘罩8的上部设置一个上环形凹槽81,上环形凹槽81内设置有小卡圈(图中未示出),即防尘罩8的上部通过小卡圈来固定,同样,在防尘罩8的下部设置一个下环形凹槽82,下环形凹槽82内设置有大卡圈(图中未示出),即防尘罩8的下部通过大卡圈来固定,从而减少水和泥沙渗透进入产品内部导致产品损坏,提高了产品的密封性能。有的防尘罩的下部没有设置大卡圈,而是通过大卡簧来实现固定。
3.目前,将大卡圈或大卡簧组装于防尘罩的上部采用的是人工组装方式,人工组装方式存在多方面问题,主要问题如下:1)人工组装效率低下,导致产能低下;2)人工组装时经常会跟不上设备的节拍,很容易出现漏装情况;3)大卡圈或大卡簧安装后的产品一致性差,产品品质达不到要求;4)大卡簧人工组装于防尘罩上时会存在错位交叉的问题。
技术实现要素:
4.本发明所要解决的技术问题是提供一种适用于汽车防尘罩的大卡圈或大卡簧的组装设备,其能够有效提高组装效率,增加产能节拍,提升产品的稳定性、一致性和品质,且能够有效避免大卡簧出现错位交叉的问题。
5.本发明解决上述技术问题所采用的技术方案为:一种适用于汽车防尘罩的大卡圈或大卡簧的组装设备,包括:伞套,所述的伞套用于接收大卡圈或大卡簧,并用于扩张大卡圈或大卡簧使其与汽车防尘罩的下部设置的下环形凹槽相适配,所述的伞套的底部设计成能够正好罩住汽车防尘罩的底部的缩径罩;伞套抱紧机构,所述的伞套抱紧机构用于竖直抱紧所述的伞套;伞套输送机构,所述的伞套输送机构用于驱动所述的伞套抱紧机构带动所述的伞套垂直输送至上料位置或下料位置,所述的伞套垂直向上输送至上料位置时所述的伞套接收大卡圈或大卡簧,所述的伞套垂直向下输送至下料位置时所述的缩径罩罩于汽车防尘罩的顶部上;拨抓机构,所述的拨抓机构包括拨抓基板以及多组间隔环绕安装在所述的拨抓基板的圆周上的拨抓组件,多组所述的拨抓组件用于持续均匀的施力于大卡圈或大卡簧并使大卡圈或大卡簧始终贴在所述的伞套的外壁上;拨抓输送机构,所述的拨抓输送机构用于将所述的拨抓机构垂直向下输送至位于下料位置的所述的伞套的正上方,并继续推动所述的拨抓组件垂直向下运动将大卡圈或大
卡簧从所述的伞套的顶部拨至底部,使大卡圈或大卡簧滑入汽车防尘罩的下环形凹槽内。
6.进一步的,所述的伞套包括自上而下设置的锥形头部、抱紧部、撑开部和缩径罩,所述的锥形头部的小头端为自由端用于接收大卡圈或大卡簧,所述的锥形头部的大头端与所述的抱紧部的顶端连接,所述的撑开部呈上小下大的圆台状,所述的撑开部包括多片均匀间隔环绕设置在所述的抱紧部的底端的弧形撑开片,所述的弧形撑开片呈自上而下向下倾斜设置,所述的弧形撑开片的底端设置有缩径片,所述的缩径片围成所述的缩径罩,所述的缩径罩的外壁呈直筒型。
7.在此结构中,锥形头部上小下大便于接收大卡圈或大卡簧;抱紧部用于与伞套抱紧机构连接,撑开部使大卡圈或小大卡簧逐渐扩张,能够有效避免大卡圈或大卡簧在被拨离过程中出现错位交叉的现象;缩径罩的外壁呈直筒型能够使大卡圈或大卡簧顺利地滑入汽车防尘罩的下环形凹槽内。
8.进一步的,所述的伞套抱紧机构,所述的伞套抱紧机构包括夹爪气缸,所述的夹爪气缸包括两个夹紧臂,两个所述的夹紧臂相对向内平行转动90度能抱紧所述的伞套、相背向外平行转动90度松开所述的伞套,两个所述的夹紧臂的末端均设置有定位夹具,所述的定位夹具包括竖向连接臂和通过所述的竖向连接臂固定在所述的夹紧臂的末端的定位夹头,两个所述的定位夹头相对设置,所述的抱紧部的周壁上对称开设有两个定位凹槽,所述的定位凹槽的槽底为平面,所述的定位凹槽的槽壁由内向外逐渐扩大,所述的定位夹头的头部设计成与所述的定位凹槽相适配的形状,所述的夹爪气缸的两个夹紧臂抱紧所述的伞套时所述的定位夹头的头部嵌入对应的所述的定位凹槽内。在此结构中,夹爪气缸的抱紧力大,且利用定位凹槽和定位夹头的头部的配合,能够稳定地抱紧伞套;定位凹槽的槽壁由内向外逐渐扩大便于定位夹头的头部嵌入。
9.进一步的,还包括组装机架,所述的伞套输送机构包括伞套推拉气缸和第一导向单元,所述的伞套推拉气缸通过推拉气缸安装侧板安装在所述的组装机架的一侧,所述的伞套推拉气缸竖直安装,所述的伞套推拉气缸的推拉杆竖直朝下,所述的夹爪气缸通过气缸连接板与推拉杆的下端连接,所述的第一导向单元包括一组竖向对称设置在所述的推拉气缸安装侧板上第一导向杆,所述的第一导向杆的底端与所述的气缸连接板固定连接,所述的第一导向杆上设置有第一导向套筒。
10.在此结构中,该伞套输送机构的结构简单,实现方便;伞套推拉气缸用于驱动夹爪气缸带动伞套垂直运动至上料位置或下料位置,伞套垂直向上运动至上料位置时伞套接收大卡圈或大卡簧,伞套垂直向下运动至下料位置时缩径罩罩于汽车防尘罩的顶部上。
11.进一步的,所述的拨抓组件包括拨抓和拨抓压紧气缸,所述的拨抓包括一体连接的水平支臂和拨臂,所述的拨臂自上而下向下倾斜设置,所述的拨臂的拨离端的端面设计成与所述的伞套的外壁相匹配的圆弧形,所述的拨抓压紧气缸固定在所述的拨抓基板圆周上,所述的拨抓压紧气缸的压板的下端连接所述的水平支臂的一端,所述的拨抓压紧气缸用于压紧所述的水平支臂使所述的拨臂在下移过程中持续的拨动大卡圈或大卡簧并贴在所述的伞套的外壁上。
12.在此结构中,拨抓压紧气缸通过压板压住拨抓,使拨抓不仅能随伞套的外壁的撑开而撑开,而且保证拨臂的拨离端端面始终压紧在伞套的外壁上,实现拨臂拨落大卡圈或大卡簧;拨臂的拨离端的端面设计成与伞套的外壁相匹配的圆弧形,贴合效果好,保证拨臂
顺利平稳的沿伞套外壁移动。
13.进一步的,所述的拨抓输送机构,包括一级拨抓输送组件和二级拨抓输送组件,所述的一级拨抓输送组件包括一级拨抓推拉气缸、滑动支撑板以及第一直线导轨副,所述的滑动支撑板通过所述的第一直线导轨副竖直滑动连接在所述的组装机架的正面上,所述的一级拨抓推拉气缸竖直固定在所述的组装机架的顶端,所述的一级拨抓推拉气缸的推拉杆的推拉端与所述的滑动支撑板的顶部连接,所述的滑动支撑板上设置有用于安装所述的二级拨抓输送组件的安装架;所述的二级拨抓输送组件包括第二导向单元和两个二级拨抓推拉气缸,两个所述的二级拨抓推拉气缸分别竖向对称固定在所述的安装架上,所述的二级拨抓推拉气缸的推拉杆的推拉端连接所述的拨抓基板,所述的第二导向单元包括一组竖向对称设置在所述的安装架上第二导向杆,所述的第二导向杆的底端与所述的拨抓基板固定连接,所述的第二导向杆上设置有第二导向套筒。
14.在此结构中,该一级拨抓推拉气缸用于在伞套垂直向下运动至下料位置后将拨抓机构推送至伞套的正上方,第一直线导轨副起到了导向的作用,滑动支撑板用于连接;二级拨抓推拉气缸用于持续推动拨抓基板带动拨抓组件向下运动,使多根拨臂同时持续施力于伞套上的大卡圈或大卡簧上,将大卡圈或大卡簧从伞套的上部拨至底部以使大卡圈或大卡簧滑入汽车防尘罩的上部设置的下环形凹槽内;竖直设置在安装架上的第二导向单元连接拨抓基板,保证拨抓组件更为平稳的沿伞套上下运动。
15.进一步的,所述的拨抓机构还包括用于锁紧所述的锥形头部的伞套锁紧组件,所述的伞套锁紧组件包括用于锁紧所述的锥形头部的锁轴和用于旋转所述的锁轴的锁轴转动气缸,所述的锁轴转动气缸固定在所述的安装架内,所述的锁轴转动气缸的输出端与所述的锁轴的顶端固定连接,所述的安装架的底面上竖直设置有锁轴保护套筒,所述的锁轴保护套筒的底面设置有用于撑开所述的拨臂的撑开套,所述的撑开套的底端外壁宽度宽于所述的锥形头部的顶端外径,所述的撑开套的中心设置有上下贯通的通孔,所述的锁轴插入并伸出所述的通孔,所述的锥形头部的中心设置有锁孔,所述的锁轴的端部设置有锁紧所述的锁孔的锁头。
16.在此结构中,伞套锁紧组件用于在拨抓组件推送至伞套的正上方时锁紧伞套的锥形头部,保证伞套始终平稳固定;通过锁轴转动气缸转动锁轴使锁头锁紧锥形头部,具有易实现的优点;在拨抓基板安装撑开套,且撑开套的底端外壁宽度宽于锥形头部的顶端外径,有利于拨臂的拨离端端面下移到锥形头部时压在大卡圈或大卡簧上。
17.进一步的,所述的滑动支撑板的底部设置有第一油压缓冲器,所述的组装机架的正面上设置有与所述的第一油压缓冲器对应的碰撞块,所述的拨抓机构垂直向下运动至下料位置的所述的伞套的正上方时所述的第一油压缓冲器与所述的碰撞块接触,所述的碰撞块的下方与下料位置对应的区域上安装有一个用于检测是否有所述的伞套的激光检测器。在此结构中,利用第一油压缓冲器可减少一级拨抓推拉气缸停止动作(向下运动)时产生的震动;利用安装于碰撞块的下方的激光检测器检测是否有伞套已安放于汽车防尘罩上。
18.进一步的,该组装设备还配备有将所取大卡圈或大卡簧放置于所述的伞套上的取放机构,所述的取放机构包括取放基座、取料气缸、放料气缸、取放滑动座、摆动气缸、伸缩气缸和平行气缸,所述的取放基座固定不动,所述的取放滑动座布置于所述的取放基座的
正下方,所述的取料气缸竖直安装于所述的取放基座上,所述的取料气缸的气缸杆朝下且与所述的取放滑动座的顶部连接,所述的放料气缸竖直安装于所述的取放基座上,所述的放料气缸的气缸杆朝下且连接有上顶杆,所述的取放滑动座的顶部设置有与所述的上顶杆位置相对应的下顶杆,所述的摆动气缸水平安装于所述的取放滑动座上,所述的取放滑动座上设置有转动连接件,所述的转动连接件包括竖直设置的转动轴,所述的转动轴向下延伸连接所述的伸缩气缸,所述的伸缩气缸的输出轴通过转接板连接所述的平行气缸,所述的平行气缸包括两个水平设置的夹紧臂,每个所述的夹紧臂的末端底部设置有多个竖直夹头,多个所述的竖直夹头在径向上撑起或脱开大卡圈或大卡簧,所述的锥形头部的顶端对称设置有用于容纳所述的竖直夹头的夹头容纳缺口,所述的夹头容纳缺口的数量和位置与所述的竖直夹头相匹配。
19.在此结构中,利用该取放机构从大卡圈或大卡簧送料工装中将大卡圈或大卡簧自动送入伞套中,具体为:取料时,取料气缸动作带动平行气缸垂直向下运动,在大卡圈或大卡簧送料工装上平行气缸动作使其两个夹臂相背运动从而使两个竖直夹头在径向上撑住大卡圈或大卡簧实现取料;取料后,取料气缸动作带动平行气缸垂直向上运动,使竖直夹头的底部刚好位于伞套的顶部上方区域;放料时,摆动气缸动作使平行气缸摆动一定角度,使竖直夹头的位置与伞套的顶部上的多个夹头容纳缺口相对应,伸缩气缸动作使平行气缸向前移动一定距离,使竖直夹头位于夹头容纳缺口的正上方,并与其一一对应;放料气缸动作使上顶杆抵接下顶杆推动竖直夹头沿伞套的顶部上的夹头容纳缺口下移一小段距离,平行气缸动作使其两个夹紧臂相向运动从而使竖直夹头脱开大卡圈或大卡簧实现放料,此时大卡圈或大卡簧套于伞套的顶部上。取料气缸动作限定了两个位置,取料气缸的气缸杆伸出使两个竖直夹头刚好处于取大卡圈或大卡簧的位置即取料位置,取料气缸的气缸杆缩回使两个竖直夹头的底部刚好位于伞套的顶部上方区域即放料前位置,取料气缸动作过程中,放料气缸不动作,其气缸杆呈缩回状态;待竖直夹头的位置与伞套的顶部上的夹头容纳缺口相对应时进行放料,取料气缸不动作,放料气缸动作使气缸杆伸出,上顶杆抵接下顶杆后推动下顶杆带动平行气缸下移,一般使竖直夹头的底部越过伞套的顶部即可,控制放料气缸不动作,此时处于放料位置。
20.进一步的,所述的竖直夹头的底部一体设置有凸缘,所述的竖直夹头撑住大卡圈或大卡簧时大卡圈或大卡簧位于所述的凸缘上方;通过在竖直夹头的底部设置凸缘使得大卡圈或大卡簧从取料后到放料的过程中不会轻易从平行气爪上脱落;所述的取放机构还包括取放机架,所述的取放基座固定于所述的取放机架的正面上部上,所述的取放滑动座的背面与所述的取放机架的正面之间设置有第二直线导轨副;利用第二直线导轨副使得取放滑动座相对取放基座垂直向上运动或垂直向下运动更为稳定,即使得大卡圈或大卡簧的取料和放料过程更为稳定可靠;第二直线导轨副的直线导轨竖直安装于取放机架的正面上,第二直线导轨副的滑块安装于取放滑动座的背面上;所述的取放滑动座的底部连接有一块辅助板,所述的辅助板的后端上设置有接近柱,所述的取放机架的侧面上部和侧面下部均安装有反射式光电传感器和第二油压缓冲器,所述的反射式光电传感器与所述的接近柱的位置对应,所述的第二油压缓冲器的触头用于与所述的辅助板的表面接触,利用反射式光电传感器的信号可控制取料气缸停止动作,上下两个反射式光电传感器限制了垂直上下运动的运动行程,下方的反射式光电传感器使竖直夹头刚好处于取大卡圈或大卡簧的位置,
上方的反射式光电传感器使竖直夹头的底部刚好位于伞套的顶部上方区域;利用第二油压缓冲器可减少取料气缸停止动作时产生的震动。
21.与现有技术相比,本发明的优点在于:1)在上料位置,由伞套抱紧机构抱紧伞套接收大卡圈或大卡簧;伞套输送机构驱动伞套抱紧机构带动伞套垂直向下运动至下料位置使伞套的缩径罩罩于汽车防尘罩的底部上;拨抓输送机构用于将拨抓机构垂直向下输送至位于下料位置的伞套的正上方,并继续推动拨抓组件垂直向下运动将大卡圈或大卡簧从伞套的顶部拨至底部,使大卡圈或大卡簧滑入汽车防尘罩的下环形凹槽内,在此过程中多组拨抓组件持续均匀的施力于大卡圈或大卡簧并使大卡圈或大卡簧始终贴在所述的伞套的外壁上,至此,完成了大卡圈或大卡簧组装于防尘罩上,整个组装过程自动化完成,提高了组装效率,从而提高了产能;增加了产能节拍,避免了漏装;提升了产品的稳定性、一致性和品质。
22.2)通过拨抓组件与伞套的配合,避免了大卡簧存在错位交叉的问题。
23.3)该组装机构适用于的大卡圈或大卡簧的尺寸范围在25-50mm之间。
附图说明
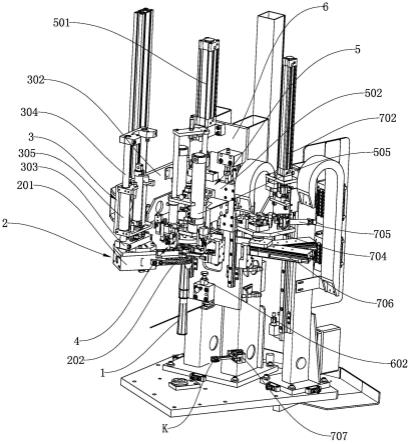
24.图1为汽车防尘罩的结构示意图;图2为本发明的结构示意图;图3为本发明的组装设备的结构示意图;图4为本发明的伞套抱紧机构及伞套输送机构安装在组装机架上的示意图;图5为本发明的伞套抱紧机构及伞套输送机构的结构示意图;图6为本发明的伞套、拨抓机构、拨抓输送机构安装在组装机架上的结构示意图;图7为本发明的二级拨抓输送组件、拨抓机构和伞套的装配示意图;图8为本发明的二级拨抓输送组件、拨抓机构和伞套的装配后的剖视图;图9为本发明的二级拨抓输送组件和拨抓机构的局部装配示意图;图10为本发明的拨抓组件的结构示意图;图11为本发明的伞套的结构示意图;图12为本发明的伞套的剖视图;图13为本发明的取放机构的结构示意图一;图14为本发明的取放机构的结构示意图二;图15为图14中a处的放大图。
具体实施方式
25.以下结合附图实施例对本发明作进一步详细描述。
26.实施例一:如图1-图12所示,一种适用于汽车防尘罩的大卡圈或大卡簧的组装设备,包括:伞套1,伞套1用于接收大卡圈或大卡簧k,并用于扩张大卡圈或大卡簧k使其与汽车防尘罩8的下部设置的下环形凹槽82相适配,伞套1的底部设计成能够正好罩住汽车防尘罩8的底部的缩径罩104;伞套抱紧机构2,伞套抱紧机构2用于竖直抱紧伞套1;伞套输送机构3,伞套输送机构3用于驱动伞套抱紧机构2带动伞套1垂直输送至上料位置或下料位置,伞套1垂直向上输送至上料位置时伞套1接收大卡圈或大卡簧k,伞套1垂直向下输送至下料
位置时缩径罩104罩于汽车防尘罩8的顶部上;拨抓机构4,拨抓机构4包括拨抓基板401以及多组间隔环绕安装在拨抓基板401的圆周上的拨抓组件402,多组拨抓组件402用于持续均匀的施力于大卡圈或大卡簧k并使大卡圈或大卡簧k始终贴在伞套1的外壁上;拨抓输送机构5,拨抓输送机构5用于将拨抓机构4垂直向下输送至位于下料位置的伞套1的正上方,并继续推动拨抓组件402垂直向下运动将大卡圈或大卡簧k从伞套1的顶部拨至底部,使大卡圈或大卡簧k滑入汽车防尘罩8的下环形凹槽82内。
27.在此具体实施例中,伞套1包括自上而下设置的锥形头部101、抱紧部102、撑开部103和缩径罩104,锥形头部101的小头端为自由端用于接收大卡圈或大卡簧k,锥形头部101的大头端与抱紧部102的顶端连接,撑开部103呈上小下大的圆台状,撑开部103包括多片均匀间隔环绕设置在抱紧部102的底端的弧形撑开片105,弧形撑开片105呈自上而下向下倾斜设置,弧形撑开片105的底端设置有缩径片106,缩径片106围成缩径罩104,缩径罩104的外壁呈直筒型。锥形头部101上小下大便于接收大卡圈或大卡簧k;抱紧部102用于与伞套抱紧机构2连接,撑开部103使大卡圈或小大卡簧k逐渐扩张,能够有效避免大卡圈或大卡簧k在被拨离过程中出现错位交叉的现象;缩径罩104的外壁呈直筒型能够使大卡圈或大卡簧k顺利地滑入汽车防尘罩8的下环形凹槽82内。
28.在此具体实施例中,伞套抱紧机构2,伞套抱紧机构2包括夹爪气缸201,夹爪气缸201包括两个夹紧臂202,两个夹紧臂202相对向内平行转动90度能抱紧伞套1、相背向外平行转动90度松开伞套1,两个夹紧臂202的末端均设置有定位夹具203,定位夹具203包括竖向连接臂204和通过竖向连接臂204固定在夹紧臂202的末端的定位夹头205,两个定位夹头205相对设置,抱紧部102的周壁上对称开设有两个定位凹槽107,定位凹槽107的槽底为平面,定位凹槽107的槽壁由内向外逐渐扩大,定位夹头205的头部设计成与定位凹槽107相适配的形状,夹爪气缸201的两个夹紧臂202抱紧伞套1时定位夹头205的头部嵌入对应的定位凹槽107内。在此结构中,夹爪气缸201的抱紧力大,且利用定位凹槽107和定位夹头205的头部的配合,能够稳定地抱紧伞套1;定位凹槽107的槽壁由内向外逐渐扩大便于定位夹头205的头部嵌入。
29.在此具体实施例中,还包括组装机架6,伞套输送机构3包括伞套推拉气缸301和第一导向单元,伞套推拉气缸301通过推拉气缸安装侧板302安装在组装机架6的一侧,伞套推拉气缸301竖直安装,伞套推拉气缸301的推拉杆竖直朝下,夹爪气缸201通过气缸连接板303与推拉杆的下端连接,第一导向单元包括一组竖向对称设置在推拉气缸安装侧板302上第一导向杆304,第一导向杆304的底端与气缸连接板303固定连接,第一导向杆304上设置有第一导向套筒305。该伞套输送机构3的结构简单,实现方便;伞套推拉气缸301用于驱动夹爪气缸201带动伞套1垂直运动至上料位置或下料位置,伞套1垂直向上运动至上料位置时伞套1接收大卡圈或大卡簧k,伞套1垂直向下运动至下料位置时缩径罩104罩于汽车防尘罩8的顶部上。
30.在此具体实施例中,拨抓组件402包括拨抓403和拨抓压紧气缸404,拨抓403包括一体连接的水平支臂405和拨臂406,拨臂406自上而下向下倾斜设置,拨臂406的拨离端的端面设计成与伞套1的外壁相匹配的圆弧形,拨抓压紧气缸404固定在拨抓基板401圆周上,拨抓压紧气缸404的压板413的下端连接水平支臂405的一端,拨抓压紧气缸404用于压紧水平支臂405使拨臂406在下移过程中持续的拨动大卡圈或大卡簧k并贴在伞套1的外壁上。拨
抓压紧气缸404通过压板413压住拨抓403,使拨抓403不仅能随伞套1的外壁的撑开而撑开,而且保证拨臂406的拨离端端面始终压紧在伞套1的外壁上,实现拨臂406拨落大卡圈或大卡簧k;拨臂406的拨离端的端面设计成与伞套1的外壁相匹配的圆弧形,保证拨臂406顺利平稳的沿伞套1外壁移动。
31.在此具体实施例中,,拨抓输送机构5,包括一级拨抓输送组件和二级拨抓输送组件,一级拨抓输送组件包括一级拨抓推拉气缸501、滑动支撑板502以及第一直线导轨副503,滑动支撑板502通过第一直线导轨副503竖直滑动连接在组装机架6的正面上,一级拨抓推拉气缸501竖直固定在组装机架6的顶端,一级拨抓推拉气缸501的推拉杆的推拉端与滑动支撑板502的顶部连接,滑动支撑板502上设置有用于安装二级拨抓输送组件的安装架504;二级拨抓输送组件包括第二导向单元和两个二级拨抓推拉气缸505,两个二级拨抓推拉气缸505分别竖向对称固定在安装架504上,二级拨抓推拉气缸505的推拉杆的推拉端连接拨抓基板401,第二导向单元包括一组竖向对称设置在安装架504上第二导向杆506,第二导向杆506的底端与拨抓基板401固定连接,第二导向杆506上设置有第二导向套筒507。该一级拨抓推拉气缸501用于在伞套1垂直向下运动至下料位置后将拨抓机构4推送至伞套1的正上方,第一直线导轨副503起到了导向的作用,滑动支撑板502用于连接;二级拨抓推拉气缸505用于持续推动拨抓基板401带动拨抓组件402向下运动,使多根拨臂406同时持续施力于伞套1上的大卡圈或大卡簧k上,将大卡圈或大卡簧k从伞套1的上部拨至底部以使大卡圈或大卡簧k滑入汽车防尘罩8的上部设置的下环形凹槽82内;竖直设置在安装架504上的第二导向单元连接拨抓基板401,保证拨抓组件402更为平稳的沿伞套1上下运动。
32.在此具体实施例中,拨抓机构4还包括用于锁紧锥形头部101的伞套锁紧组件,伞套锁紧组件包括用于锁紧锥形头部101的锁轴407和用于旋转锁轴407的锁轴转动气缸408,锁轴转动气缸408固定在安装架504内,锁轴转动气缸408的输出端与锁轴407的顶端固定连接,安装架504的底面上竖直设置有锁轴保护套筒412,锁轴保护套筒412的底端设置有用于撑开拨臂406的撑开套409,撑开套409的底端外壁宽度宽于锥形头部101的顶端外径,撑开套409的中心设置有上下贯通的通孔410,锁轴407插入并伸出通孔410,锥形头部101的中心设置有锁孔108,锁轴407的端部设置有锁紧锁孔108的锁头411。伞套锁紧组件用于在拨抓组件402推送至伞套1的正上方时锁紧伞套1的锥形头部101,保证伞套1始终平稳固定;通过锁轴转动气缸408转动锁轴407使锁头411锁紧锥形头部101,具有易实现的优点;在拨抓基板401安装撑开套409,且撑开套409的底端外壁宽度宽于锥形头部101的顶端外径,有利于拨臂406的拨离端端面下移到锥形头部101时压在大卡圈或大卡簧k上。
33.在此具体实施例中,滑动支撑板502的底部设置有第一油压缓冲器601,组装机架6的正面上设置有与第一油压缓冲器601对应的碰撞块602,拨抓机构4垂直向下运动至下料位置的伞套1的正上方时第一油压缓冲器601与碰撞块602接触,碰撞块602的下方与下料位置对应的区域上安装有一个用于检测是否有伞套1的激光检测器603。在此结构中,利用第一油压缓冲器601可减少一级拨抓推拉气缸501停止动作(向下运动)时产生的震动;利用安装于碰撞块602的下方的激光检测器603检测是否有伞套1已安放于汽车防尘罩8上。
34.实施例二:其他结构与实施例一相同,其不同之处在于:如图13-图15,该组装设备还配备有用于取大卡圈或大卡簧k并将所取大卡圈或大卡簧k放置于伞套1上的取放机构7,取放机构7包括取放基座701、取料气缸702、放料气缸703、取放滑动座704、摆动气缸705、伸
缩气缸706和平行气缸707,取放基座701固定不动,取放滑动座704布置于取放基座701的正下方,取料气缸702竖直安装于取放基座701上,取料气缸702的气缸杆朝下且与取放滑动座704的顶部连接,放料气缸703竖直安装于取放基座701上,放料气缸703的气缸杆朝下且连接有上顶杆708,取放滑动座704的顶部设置有与上顶杆708位置相对应的下顶杆709,摆动气缸705水平安装于取放滑动座704的底部上,取放滑动座704上设置有转动连接件710,转动连接件710包括竖直设置的转动轴(图中未显示),转动轴(图中未显示)向下延伸连接伸缩气缸706,伸缩气缸706的输出轴通过转接板711连接平行气缸707,平行气缸707包括两个水平设置的夹紧臂712,每个夹紧臂712的末端底部设置有多个竖直夹头713,多个竖直夹头713在径向上撑起或脱开大卡圈或大卡簧k,锥形头部101的顶端对称设置有多个用于容纳竖直夹头713的夹头容纳缺口109,夹头容纳缺口109的数量和位置与竖直夹头713相匹配。
35.在此结构中,利用该取放机构7从大卡圈或大卡簧k送料工装中将大卡圈或大卡簧k自动送入伞套1中,具体为:取料时,取料气缸702动作带动平行气缸707垂直向下运动,在大卡圈或大卡簧k送料工装上平行气缸707动作使其两个夹臂712相背运动从而使两个竖直夹头713在径向上撑住大卡圈或大卡簧k实现取料;取料后,取料气缸702动作带动平行气缸707垂直向上运动,使竖直夹头713的底部刚好位于伞套1的顶部上方区域;放料时,摆动气缸705动作使平行气缸707摆动一定角度,使竖直夹头713的位置与伞套1的顶部上的多个夹头容纳缺口109相对应,伸缩气缸706动作使平行气缸707向前移动一定距离,使竖直夹头713位于夹头容纳缺口109的正上方,并与其一一对应;放料气缸703动作使上顶杆708抵接下顶杆709推动竖直夹头713沿伞套1的顶部上的夹头容纳缺口109下移一小段距离,平行气缸707动作使其两个夹紧臂712相向运动从而使竖直夹头713脱开大卡圈或大卡簧k实现放料,此时大卡圈或大卡簧k套于伞套1的顶部上。取料气缸702动作限定了两个位置,取料气缸702的气缸杆伸出使两个竖直夹头713刚好处于取大卡圈或大卡簧k的位置即取料位置,取料气缸702的气缸杆缩回使两个竖直夹头713的底部刚好位于伞套1的顶部上方区域即放料前位置,取料气缸702动作过程中,放料气缸703不动作,其气缸杆呈缩回状态;待竖直夹头713的位置与伞套1的顶部上的夹头容纳缺口109相对应时进行放料,取料气缸702不动作,放料气缸703动作使气缸杆伸出,上顶杆708抵接下顶杆709后推动下顶杆709带动平行气缸707下移,一般使竖直夹头713的底部越过伞套1的顶部即可,控制放料气缸703不动作,此时处于放料位置。
36.在此具体实施例中,竖直夹头713的底部一体设置有凸缘714,竖直夹头713撑住大卡圈或大卡簧k时大卡圈或大卡簧k位于凸缘714上方;通过在竖直夹头713的底部设置凸缘714使得大卡圈或大卡簧从取料后到放料的过程中不会轻易从平行气缸707上脱落;取放机构7还包括取放机架715,取放基座701固定于取放机架715的正面上部上,取放滑动座704的背面与取放机架715的正面之间设置有第二直线导轨副716;利用第二直线导轨副716使得取放滑动座704相对取放基座701垂直向上运动或垂直向下运动更为稳定,即使得大卡圈或大卡簧的取料和放料过程更为稳定可靠;第二直线导轨副716的直线导轨竖直安装于取放机架715的正面上,第二直线导轨副716的滑块安装于取放滑动座704的背面上;取放滑动座704的底部连接有一块辅助板717,辅助板717的后端上设置有接近柱718,取放机架715的侧面上部和侧面下部均安装有反射式光电传感器719和第二油压缓冲器720,反射式光电传感器719与接近柱718的位置对应,第二油压缓冲器720的触头用于与辅助板717的表面接触,
利用反射式光电传感器719的信号可控制取料气缸702停止动作,上下两个反射式光电传感器719限制了垂直上下运动的运动行程,下方的反射式光电传感器719使两个竖直夹头713刚好处于取大卡圈或大卡簧k的位置,上方的反射式光电传感器719使竖直夹头713的底部刚好位于伞套1的顶部上方区域;利用第二油压缓冲器720可减少取料气缸702停止动作时产生的震动。
37.该组装机构的工作过程为:取放机构7从大卡圈或大卡簧k送料工装上取大卡圈或大卡簧k,并移送至上料位置;在上料位置,取放机构7将大卡圈或大卡簧k送入由伞套抱紧机构2抱紧的伞套1上;伞套输送机构3驱动伞套1垂直向下运动至下料位置使伞套1的缩径罩104罩于汽车防尘罩8的顶部上;一级拨抓输送组件驱动拨抓机构4运动至伞套1的正上方,锁紧组件的锁轴407插入伞套1顶部的锁孔108内并通过锁头411锁紧;二级拨抓输送组件驱动拨抓组件402同时施力作用于伞套1上的大卡圈或大卡簧k,将大卡圈或大卡簧k从伞套1的上部拨至底部以使大卡圈或大卡簧k滑入汽车防尘罩8的下部设置的下环形凹槽82内。至此,完成了大卡圈或大卡簧k组装于防尘罩8上。之后在拨抓机构4归位后,伞套抱紧机构2重新抱紧伞套1,在伞套输送机构3的作用下伞套1从下料位置回归到上料位置。
38.上述,夹爪气缸201采用现有技术;伞套推拉气缸301、一级拨抓推拉气缸501、二级拨抓推拉气缸505均采用通用的气缸;取料气缸702和放料气缸703均采用通用的气缸,取料气缸702的行程长,放料气缸703的行程短,为5mm;摆动气缸705、伸缩气缸706和平行气缸707均采用现有技术;反射式光电传感器719、激光检测器603均采用现有技术。
39.图2、图3、图6中,位于下方的伞套1为模拟位置,穿过伞套1的直线表示激光检测器603发出的光束;图2、图13和图14中,位于下方的伸缩气缸706和平行气缸707为模拟位置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1