一种熨平板装夹方法与流程
1.本发明涉及一种熨平板装夹方法,属于工件加工装夹技术领域。
背景技术:
2.摊铺机熨平板框架为薄壁式箱体结构,类型多样,同时为满足客户需求,产品结构形式复杂,对加工的精度要求进一步提高。工程机械行业在加工结构复杂、精度较高的焊接结构件时,先铣削基准面,以基准面定位、装夹,加工其他面,但在实际操作中,因薄壁焊接件工件整体刚性较差,基准面铣削后有0.1mm-0.2mm变形,当以变形的基准面装夹后加工其他面时,会有不同程度的误差,导致加工质量不稳定。
3.目前解决熨平板基准变形的普遍做法有两种:
4.①
分粗精加工,即粗铣基准时预留0.3mm-0.5mm余量,精加工时将装夹压板松开,减少装夹变形。
5.②
以基准面装夹时,在产生变形的底面位置塞0.05mm-0.1mm的薄垫片,减少夹紧时的变形。
6.上述两种方式能一定程度上减少变形,但在实际操作时,存在如下问题:操作不方便,对工人装夹能力要求较高;额外塞的垫片加工时易产生干涉;装夹变形虽有减少,但仍会对其他加工面产生质量影响。
技术实现要素:
7.针对上述现有技术存在的问题,本发明提供一种熨平板装夹方法,能有效保证加工质量稳定。
8.为了实现上述目的,本发明采用的一种熨平板装夹方法,包括工装,所述工装上通过装夹螺栓、垫块安装有压板,所述工装的侧面开有调节孔、表面设有与调节孔相连的光孔;
9.所述调节孔的内部光滑、孔口设有螺纹,调节孔内部由内至外依次安装有弹簧、滑动柱和底面调节螺栓,所述底面调节螺栓与调节孔采用螺纹连接,滑动柱上设有横向的斜锥面,所述光孔内安装有与滑动柱的斜锥面配合的调节柱;
10.所述熨平板装夹方法,具体包括以下步骤:
11.s1、先将工装平台的表面清理干净;
12.s2、调节工装上的底面调节螺栓,使滑动柱在弹簧的作用下沿调节孔向外滑动,进而使调节柱在光孔内下落至调节柱的顶部低于工装的平面;
13.s3、将工件吊装在工装上;
14.s4、在工件上安装定位销;
15.s5、调节底面调节螺栓,使调节柱在光孔内上升至与工件的底面接触;
16.s6、通过装夹螺栓锁紧工装上的压板,固定工件;
17.s7、运行加工程序;
18.s8、通过装夹螺栓将压板松开,清理工件表面的铁屑;
19.s9、将工件吊离工装。
20.作为改进,所述步骤s4中,工件上安装有菱形销和圆柱销。
21.作为改进,所述压板上设有长圆孔。
22.作为改进,所述装夹螺栓与压板间安装有垫片。
23.作为改进,所述工装上设有若干所述调节孔和光孔。
24.作为改进,所述步骤s5中,旋紧底面调节螺栓的旋紧力矩为5n
·
m-20n
·
m。
25.作为改进,当工装表面承受工件的压力为2.5t/m2时,底面调节螺栓的旋紧力矩为8.5n
·
m。
26.作为改进,当工装表面的承受力每增加0.5t/m2时,底面调节螺栓的旋紧力矩增加2n
·
m。
27.与现有技术相比,本发明的熨平板装夹方法,通过清理工作台面及在工装上增加高度可调的调节柱,操作便捷,降低了工人的操作难度,实现了熨平板加工到熨平板装夹方法的提升,提高了加工质量,实现了熨平板的精细加工,实用性强。
附图说明
28.图1为本发明的工装的结构示意图;
29.图2为本发明的工装的左视图;
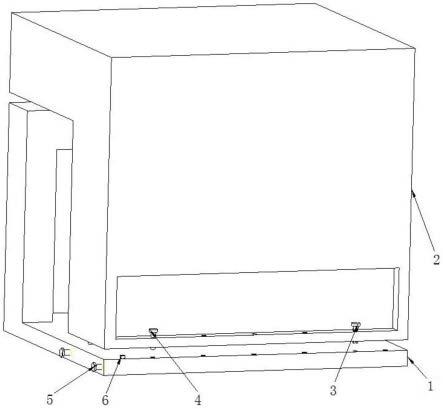
30.图3为本发明的工件安装在工装上的结构示意图;
31.图4为本发明的工件安装在工装上的左视图;
32.图5为本发明的工件安装在工装上的剖视图;
33.图6为图5的局部结构放大示意图;
34.图中:1、工装,2、工件,3、菱形销,4、圆柱销,5、底面调节螺栓,6、调节柱,7、滑动柱,8、弹簧,9、压板,10、装夹螺栓,11、垫块。
具体实施方式
35.为使本发明的目的、技术方案和优点更加清楚明了,下面对本发明进行进一步详细说明。但是应该理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限制本发明的范围。
36.除非另有定义,本文所使用的所有的技术术语和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同,本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
37.一种熨平板装夹方法,主要采用如图1、图2、图5和图6所示的工装1,所述工装1上通过装夹螺栓10、垫块11安装有压板9,所述工装1的侧面开有调节孔,工装1的表面设有与调节孔相连的光孔;
38.所述调节孔的内部光滑、孔口处设有螺纹,调节孔内部由内至外依次安装有弹簧8、滑动柱7和底面调节螺栓5,所述弹簧8的内端与调节孔的内壁接触,外端与滑动柱7连接,弹簧8处于压缩状态,滑动柱7上设有横向的斜锥面,通过斜锥面能使调节柱6上下移动,所述滑动柱7的外端与底面调节螺栓5接触,所述底面调节螺栓5与调节孔的孔口处采用螺纹
连接;
39.当底面调节螺栓5在调节孔内通过螺纹旋转时,底面调节螺栓5远离或者挤压滑动柱7,当底面调节螺栓5远离滑动柱7时,弹簧8的弹力使滑动柱7沿调节孔向外侧移动,此时调节柱6在光孔内下落;反之,当底面调节螺栓5挤压滑动柱7时,依靠滑动柱7上的斜锥面使调节柱6在光孔内上升;
40.所述的熨平板装夹方法,具体包括以下步骤:
41.s1、先将工装平台的表面清理干净;
42.s2、调节工装1上的底面调节螺栓5,使底面调节螺栓5远离滑动柱7,进而使调节柱6在光孔内下落至调节柱6的顶部低于工装1的平面;
43.s3、将工件2吊装在工装1上;
44.s4、如图3所示,在工件2上安装定位销,如采用菱形销3和圆柱销4,用于将工件2定位在工装1上;
45.s5、转动底面调节螺栓5,使底面调节螺栓5挤压滑动柱7,依靠滑动柱7上的斜锥面顶起调节柱6,使调节柱6上升至与工件2的底面接触;
46.s6、如图4所示,将垫块11放置在压板9的一侧,压板9的另一侧与工件2压紧,旋紧装夹螺栓10,固定工件2;
47.s7、运行加工程序;
48.s8、工件加工完毕后,旋松装夹螺栓10,将压板9松开,清理工件2表面的铁屑;
49.s9、将工件2吊离工装1。
50.作为实施例的改进,所述压板9上设有长圆孔,便于调整压板9的位置。进一步的,装夹螺栓10与压板9间安装有垫片,能延长各部件的使用寿命。
51.进一步的,在工装1的两侧均设有调节孔和光孔,便于在两侧都可以通过调节柱6对工件2进行调节,保证加工质量。
52.作为实施例的改进,所述步骤s5中,旋紧底面调节螺栓5的旋紧力矩为5n
·
m-20n
·
m,能充分满足调节柱6顶升工件2的性能需求。
53.实施例1
54.一种熨平板装夹方法,具体包括如下步骤:
55.步骤1、将工装平台的表面清理干净,确保工装平台上没有铁屑等杂物影响加工精度,校正设备工作台的精度,所述设备采用th6511b卧式加工中心,也可采用其他型号设备,只要满足设计精度要求即可,本发明对此不作限定;
56.步骤2、将底面调节螺栓5逆时针旋转,使调节柱6的顶部位于工装1的内部(调节柱6的顶部不凸出工装平台的表面);
57.步骤3、将工件2吊装在工装1上,清理工件2的底面灰尘及颗粒,确保工装1和工件2间无杂物;
58.步骤4、在工件2的底面对角安装一个圆柱销4和一个菱形销3作为定位销;
59.步骤5、顺时针旋紧底面调节螺栓5,使调节柱6的顶部和工件2的底面接触,调节时需根据工件2自身重量和工装1的接触面积计算调节力矩,当工件2较轻时,调节柱6以较大的顶紧力将工件2向上顶起,会进一步影响底面精度,当工件较重时,顶紧力如过小起不到支承作用,经测量:当工装表面承受力为2.5t/m2时,底面调节螺栓5的旋紧力矩为8.5n
·
m,
工装1的表面承受力每增加0.5t/m2,底面调节螺栓5的旋紧力矩增加2n
·
m为宜;
60.步骤6、通过装夹螺栓10锁紧压板9固定工件2,如出现工件2侧的高度比垫块11侧高时,需在垫块11处增加额外垫铁,以确保压板9的装夹强度;
61.步骤7、运行加工程序,确保加工程序和加工工件的版本一致性;
62.步骤8、旋松底面调节螺栓5,将压板9松开,清理工件2的表面铁销,并将定位销取下;
63.步骤9、将工件2吊离工装1。
64.本发明的熨平板装夹方法,通过清理工作台面及在工装上增加高度可调的调节柱,操作便捷,降低了工人的操作难度,实现了熨平板加工到熨平板装夹方法的提升,提高了加工质量,实现了熨平板的精细加工,实用性强。
65.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1