一种挖掘机U型梁焊接工装的制作方法
一种挖掘机u型梁焊接工装
技术领域
1.本发明涉及挖掘机u型梁生产技术领域,具体涉及一种挖掘机u型梁焊接工装。
背景技术:
2.挖掘机是一种重要的工程机械,而u型梁是挖掘机的重要组成部分,它承载着挖掘机的所有重量,同时负责挖掘机的行走,鉴于u型梁的质量较大,其组成零件如图2所示,包括底部横板60、主梁70以及支撑板80,由于组成u型梁的部件安装方向和尺寸差异较大,固在对u型梁焊接时组合难度较大。目前挖掘机u型梁生产工艺中,u型梁的组队主要是人工通过行车将各部分零件按照一定顺序吊装到组队工装上,然后人工进行定位夹紧后再进行焊接,受行车移动精度、工件自身重量的影响以及人工定位的难度限制,现有技术方案存在人工定位难,人工上料工作量大,劳动强度高,生产效率低,后续焊接一致性差的问题。
技术实现要素:
3.本发明提供一种可方便对挖掘机u型梁各部件的组装焊接,组队耗时短,可全程无人干预,减少人工成本,实现完全自动化生产,保证u型梁产品的焊接一致性的焊接工装。
4.为解决上述技术问题,本发明采用如下技术方案:
5.一种挖掘机u型梁焊接工装,包括底座,还包括:
6.底部压紧机构,所述底部压紧机构沿底座长度方向设置,用于支撑并压紧u型梁的底部横板;
7.侧向压紧机构,所述侧向压紧机构沿底座长度方向设置在底部压紧机构两侧,用于从相对侧压紧u型梁的主梁;以及
8.端部压紧机构,所述端部压紧机构沿底座长度方向设置在底座顶部两端,用于沿主梁两端部从横纵两向压紧u型梁的主梁。
9.优选的,所述底部压紧机构包括支撑压紧组件以及对中压紧组件,所述支撑压紧组件包括设置在底座顶部的支撑座、两相对间隔设置在支撑座顶部的垫块、设置在垫块顶部的支撑块以及能够在动力组件驱动下转动至与支撑块配合以对工件支撑和压紧的压块组件;所述对中压紧组件包括设置在底座顶部的安装座、两相对间隔设置在安装座顶部的固定座以及能够沿固定座长度方向位移以与工件接触的夹紧块。
10.优选的,所述侧向压紧机构包括沿底座长度方向分置于底部压紧机构两侧的侧向压紧框、转动设置在侧向压紧框上的压紧滚轮以及用于驱动侧向压紧框沿底座宽度位移的丝杠组件一。
11.优选的,所述丝杠组件一包括沿底座宽度方向设置的丝杠一以及能够沿丝杠一轴向位移的丝杠螺母一,所述侧向压紧框设置在丝杠螺母一上。
12.优选的,所述端部压紧机构包括固设在底座顶部一端的固定部以及设置在底座顶部另一端且能够沿底座长度方向相对于固定部移动的移动部。
13.优选的,所述固定部和移动部均包括固定支座、设置在固定支座靠近底部压紧机
构一侧的端部压紧块、转动设置在固定支座顶部的转动支座、设置在转动支座上用于从竖向压紧u型梁主梁的竖向压紧块。
14.优选的,所述固定支座底部还设有斜置液压缸,所述斜置液压缸输出端与转动支座铰接。
15.优选的,所述端部压紧块为设置在固定支座侧壁的两个,且该端部压紧块上设有与u型梁主梁配合以定位主梁的压紧槽。
16.优选的,所述转动支座上设有竖向压紧缸,所述竖向压紧块设置在竖向压紧缸输出端,所述竖向压紧块为与u型梁主梁顶部匹配的弧形块。
17.优选的,所述底座顶部还设有油缸导轨组件,所述油缸导轨组件包括沿底座长度方向分布的导轨、能够沿导轨长度方向位移的导块以及用于驱动固定支座位移的油缸,所述移动部的固定支座设置在导块上。
18.由以上技术方案可知,本发明具有如下有益效果:
19.1.本发明中,通过外界搬运装置,如搬运机器人将底部横板放置在底部压紧机构上,通过底部压紧机构进行定位和压紧,进而通过抓手分别将支撑板放置在预定的位置并完成焊接,然后机器人将主梁与底部横板和支撑板摆放到位,然后通过侧向压紧机构和端部压紧机构分别对主梁的两侧、以及主梁两端部的横纵两向进行定位压紧,至此完成对u型梁组队,可便于对主梁的焊接,本发明利用底部压紧机构、侧向压紧机构以及端部压紧机构分别从多个方向对挖掘机u型梁进行定位压紧,可实现对不同型号挖掘机u型梁产品的组队焊接,能够通过机器人自动上下料和机器人自动焊接,可方便对u型梁各部件的组装焊接,组队耗时短,后续的焊接精度高,可全程无人干预,减少人工成本,实现完全自动化生产,提高生产效率,保证u型梁产品的焊接一致性。
20.2.本发明中,底部压紧机构、侧向压紧机构以及端部压紧机构可实现对u型梁各组成部件的自动化定位夹紧,鉴于上述压紧机构在夹紧前与工件之间存在一定间隙,因此可实现对不同型号挖掘机u型梁产品各部件的组队,提高该工装的产品适应性。
附图说明
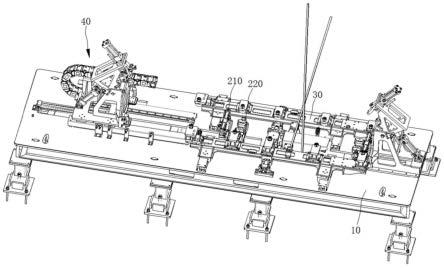
21.图1为本发明的结构示意图;
22.图2为挖掘机u型梁的示意图;
23.图3为端部压紧机构与油缸导轨组件连接的结构示意图;
24.图4为图3中a部分的结构示意图;
25.图5为支撑压紧组件的立体图;
26.图6为支撑压紧组件的正视图;
27.图7为对中压紧组件的立体图;
28.图8为对中压紧组件的正视图;
29.图9为侧向压紧机构的结构示意图。
30.图中:10、底座;210、支撑压紧组件;211、支撑座;212、垫块;213、支撑块;214、动力块;215、动力杆;216、连杆;217、压块;220、对中压紧组件;221、安装座;222、固定座;223、夹紧块;224、驱动杆;225、滚动轴承;30、侧向压紧机构;310、侧向压紧框;320、压紧滚轮;331、丝杠一;332、丝杠螺母一;40、端部压紧机构;410、固定支座;420、端部压紧块;421、压紧槽;
430、转动支座;440、竖向压紧块;450、斜置液压缸;460、竖向压紧缸;60、底部横板;70、主梁;80、支撑板。
具体实施方式
31.下面结合附图对本发明的一种优选实施方式作详细的说明。
32.需要说明的是,挖掘机u型梁主要由底部横板60、主梁70以及支撑板80部件构成,具体见图2。
33.参照图1,一种挖掘机u型梁焊接工装,包括底座10、底部压紧机构、侧向压紧机构30以及端部压紧机构40,所述底部压紧机构沿底座10长度方向设置,用于支撑并压紧u型梁的底部横板60,所述侧向压紧机构沿底座10长度方向设置在底部压紧机构两侧,用于从相对侧压紧u型梁的主梁70,所述端部压紧机构沿底座10长度方向设置在底座10顶部两端,用于沿主梁两端部从横纵两向压紧u型梁的主梁70,这样一来,在使用时,通过外界搬运装置,如搬运机器人将底部横板60放置在底部压紧机构上,通过底部压紧机构进行定位和压紧,进而通过抓手分别将支撑板80放置在预定的位置并完成焊接,然后机器人再将主梁70放在指定位置并通过侧向压紧机构30和端部压紧机构40分别对主梁70的两侧、以及主梁两端部的横纵两向进行定位压紧,至此完成对u型梁组队,可便于对主梁70的焊接,本发明利用底部压紧机构、侧向压紧机构以及端部压紧机构分别从多个方向对挖掘机u型梁进行定位压紧,可实现对不同型号挖掘机u型梁产品的组队焊接,能够通过机器人自动上下料和机器人自动焊接,可方便对u型梁各部件的组装焊接,组队耗时短,后续的焊接精度高,可全程无人干预,减少人工成本,实现完全自动化生产,提高生产效率,保证u型梁产品的焊接一致性。
34.参照图图5、图6,作为本发明优选的技术方案,所述底部压紧机构包括支撑压紧组件210以及对中压紧组件220,所述支撑压紧组件包括设置在底座10顶部的支撑座211、垫块212、支撑块213以及压块组件,垫块212为相对间隔设置在支撑座211顶部的两个,支撑块213同样为两个,并设置在垫块212的顶部,该支撑块213用于对u型梁待焊接的底板进行支撑,压块组件能够在动力组件驱动下转动至与支撑块213配合以对工件支撑和压紧,具体的,动力组件为设置在支撑座211上的油缸,该油缸输出端能够沿竖向移动,压块组件包括动力块214、动力杆215、连杆216以及压块217,动力块214设置在油缸输出端,动力杆215铰接在动力块214端部,连杆216的一端铰接在垫块212顶部,另一端与动力杆215中部铰接,压块217转动设置在动力杆215远离动力块214的一端,这样一来,在油缸的驱动下,可带动动力块214竖向位移,动力块214进而带动动力杆215沿着连杆216转动,动力杆215进而带动压块217转动至与支撑块213靠近或分离,当u型梁待焊接底板置于支撑块213上后,且在压块217转动至与同支撑块213配合以对底板夹紧后,从而实现对底板的支撑和压紧,以方便后续焊接作业的进行。
35.参照图7、图8,所述对中压紧组件包括设置在底座10顶部的安装座221、固定座222以及夹紧块223,固定座222为两个,且两个固定座222相对间隔设置在安装座221顶部,夹紧块223能够沿固定座222长度方向位移并在移动至与工件接触时对工件压紧,进一步的,为了方便夹紧块223沿固定座222的移动,在固定座222的顶部设置沿其长度方向分布的滑轨,在夹紧块223的底部设置与滑轨匹配的滑块,此外,为了实现对夹紧块223的驱动,还可在安装座221上设置驱动组件,该驱动组件包括设置在安装座221上的油缸以及驱动杆224,油缸
输出端的活塞杆设置在两个固定座222之间的间隙中,驱动杆224为铰接在油缸活塞杆上的两个,且驱动杆224远离气缸的一端与夹紧块223铰接,这样一来,在油缸的驱动下,可通过驱动杆224带动夹紧块223沿着固定座222移动,以在夹紧块223同工件接触时实现夹紧,此外,还可在夹紧块223的接触部转动设置滚动轴承225,该滚动轴承225既可以保证压紧工件,又可以保证工件可以沿着该滚轴轴承225滑动至指定位置。
36.参照图9,作为本发明优选的技术方案,所述侧向压紧机构30包括侧向压紧框310、压紧滚轮320以及丝杠组件一,侧向压紧框310沿底座10长度方向分置于底部压紧机构两侧,压紧滚轮320转动设置在侧向压紧框310上,丝杠组件一用于驱动侧向压紧框310沿底座宽度方向位移,具体的,所述丝杠组件一包括沿底座10宽度方向设置的丝杠一331以及能够沿丝杠一轴向位移的丝杠螺母一332,且所述侧向压紧框310设置在丝杠螺母一上,在实际的使用过程中,还可设置用于驱动丝杠一转动的电机,这样在电机的带动下使得丝杠一带动丝杠螺母一沿着丝杠一轴向位移,由于侧向压紧框310是设置在丝杠螺母一上,因此可带动两侧的侧向压紧框以及其上的压紧滚轮相对位移,从而在两侧的压紧滚轮320与主梁70的两侧壁接触时实现从两侧对主梁进行定位压紧。
37.需要说明的是,本发明中实现侧向压紧框310以及其上的压紧滚轮320相对位移的机构并不限于丝杠组件,其他结构如气缸驱动滑块沿滑轨位移的方式也可实现本发明的功能,在此不做过多赘述。
38.作为本发明优选的技术方案,所述端部压紧机构40包括固设在底座10顶部一端的固定部以及设置在底座顶部另一端的移动部,且该移动部能够沿底座长度方向相对于固定部移动,这样一来,在实际的使用过程中,固定部设置在底座顶部固定不动,构成u型梁的主梁70通过底部压紧机构和侧向压紧机构分别从底部和侧向进行定位压紧,其中,该主梁70的另一侧可通过固定部进行固定,此时移动部在相对于固定部移动的过程中对主梁两端部进行定位压紧,以结合底部压紧机构和侧向压紧机构实现对主梁70的多方位定位压紧,提高主梁各部件的自动化组队和定位夹紧。
39.参照图3、图4,进一步的,所述固定部和移动部均包括固定支座410、端部压紧块420、转动支座430以及竖向压紧块440,端部压紧块420设置在固定支座410靠近底部压紧机构一侧,转动支座430转动设置在固定支座410顶部,竖向压紧块440设置在转动支座430上用于从竖向压紧u型梁主梁,这样一来,在使用时,固定部通过设置在固定支座410内侧的端部压紧块420对主梁70的端部进行固定,移动部相对于固定部移动,在其上的端部压紧块与另一端主梁70固定后,可利用固定部和移动部上的竖向压紧块440动作从主梁两端的顶部对主梁进行定位压紧。
40.进一步的,转动支座430可通过销轴转动设置在固定支座410顶部,为了实现转动支座相对于固定支座的转动,在固定支座410底部还设有斜置液压缸450,斜置液压缸的缸底铰接在固定支座上,该斜置液压缸的输出端与转动支座430铰接。
41.作为本发明优选的技术方案,所述端部压紧块420为设置在固定支座410侧壁的两个,且该端部压紧块420上设有与u型梁主梁70配合的压紧槽421,该压紧槽可对主梁进行卡合,从而在端部压紧块与主梁端部接触时对主梁进行定位压紧,以实现从横向对主梁的压紧固定。
42.作为本发明优选的技术方案,所述转动支座430上设有竖向压紧缸460,所述竖向
压紧块440设置在竖向压紧缸输出端,竖向压紧块440为与u型梁主梁顶部相匹配的弧形块,这样一来,在斜置液压缸450的驱动下,带动转动支座向主梁顶部靠近,随后利用竖向压紧缸460驱动竖向压紧块与主梁顶部接触,竖向压紧块在自上至下与主梁顶部接触的过程,实现从纵向对主梁压紧固定,同时结合端部压紧块420从横向对主梁端部的压紧,以期实现从横纵两向对主梁的定位压紧。
43.进一步的,为了实现移动部沿着底座长度方向位移以实现相对于固定部的移动,在底座10顶部还设有油缸导轨组件,所述油缸导轨组件包括沿底座长度方向分布的两根直线导轨、能够沿导轨长度方向位移的导块以及平行布置于两根导轨之间的油缸,该油缸的输出端与移动部的固定支座410相连,具体的,所述移动部的固定支座410设置在两根导轨上,在实际的使用过程中,可通过油缸驱动移动部的固定支座410相对于固定部位移,从而结合固定部从两端部对主梁进行定位压紧,需要说明的是,本发明中实现移动部位移的方式并不限于油缸与导轨组合的方式,还可利用电机驱动丝杠螺母沿丝杠移动的形式来实现移动部的位移,因此在此不做过多赘述。
44.使用时,将底部横板60通过搬运机器人抓放到底部压紧机构上,传感器检测到有工件时,传递信号给对中压紧组件的液压缸,对中压紧组件的液压缸伸出完成对底部横板的对中定位和压紧,然后支撑压紧组件的液压缸伸出完成对底部横板的压紧,机器人通过抓手分别将组成u型梁的各支撑板80放置在预定的位置完成焊接,然后机器人通过抓手将主梁70放置在预定位置上,传感器检测到信号,侧向压紧机构中的丝杠组件一启动,通过驱动两侧的侧向压紧框相对靠近以带动压紧滚轮完成对主梁两侧壁的压紧,此时主梁的一端被端部压紧机构的固定部固定,然后移动部相对于固定部移动以从两端对主梁70压紧,具体是利用设置在固定支座410内侧的端部压紧块420对主梁端部限位,随后利用斜置液压缸驱动转动支座430转动至与主梁顶部靠近,以将竖向压紧缸推至预定位置,并利用竖向压紧缸动作以驱动竖向压紧块对主梁70的顶部两端压紧,由此完成对组成u型梁的各部件的组队,并继而完成对u型梁的焊接。
45.以上所述实施方式仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1