一种可调附墙杆的自动加工设备的制作方法
1.本发明涉及塔机固定设备的加工器械领域,具体涉及一种可调附墙杆的自动加工设备。
背景技术:
2.现在的塔机需要将多个标准节竖立堆叠起来,这样提高塔机起吊臂的高度,但是标准节的高度越高,其扭矩越大,相应的其稳定性降低,现在通过附墙杆将标准节固定在墙体外壁上,这样降低标准节的扭矩,同时由于标准节与墙体外壁间距是不确定的,这样一般在加工附墙杆的时候,一般将附墙杆加工可以可以调节长度附墙杆;现在的附墙杆通过人工焊接的方式加工而成,即为将两块槽钢上下相对设置,通过模具将带有孔洞的均匀的摆放在两块槽板之间,然后通过人工进行焊接,这样通过人工绕晕摆撘需要大量的时间,同时无法进行连续性焊接加工,即为一个焊接模一次只能加工一个附墙杆,在一个焊接模上需要进行摆撘、焊接与卸料才能进行下次焊接加工,这样加工难度比较大且加工效率比较的低。
技术实现要素:
3.针对上述现有技术的不足,本发明提出了一种可调附墙杆的自动加工设备,实现可调附墙杆的自动调节焊接,这样降低工作人员的劳动强度,同时提高加工效率,实现人工向智能化加工转变。
4.为实现上述的目的,本发明的方案:一种可调附墙杆的自动加工设备,包括槽钢输送机构、连接板输送机构与移动焊接机构,在地面上设置有槽钢输送机构,通过槽钢输送机构实现将上下相对设置的槽钢进行输送,在槽钢输送机构的两侧设置有连接板输送机构,通过连接板输送机构实现将多块连接板输送到槽钢两侧,在每到连接板输送机构的上下分别设置有移动焊接机构,移动焊接机构实现将连接板与槽钢进行焊接;槽钢输送机构包括托架、限位滚轮、输送滚筒与推送组件,托架分为两根且两根托架上下相对设置,两根槽钢在托架上进行滑动,通过托架限制两根槽钢之间的间距,在两根托架之间设置有多个限位滚轮且限位滚轮对槽钢两侧边缘进行限位,在托架的一端设置有推送组件,通过推送组件将槽钢推送到托架上进行输送。
5.优选地,推送组件包括放置架、挡板、推板与推送液压缸,放置架分为两层且两层放置架上下设置,在放置架的一侧设置有挡板,当槽钢一侧接触挡板的时候与托架相对,放置架与托架相互垂直,在放置架远离托架的一端设置有推板,在推板末端设置有安装在地面上的推送液压缸,通过推送液压缸将放置架上的槽钢推送到托架上;在每根托架的顶面上设置有多个并排设置的输送滚筒,槽钢放置在输送滚筒上进行输送,在位于顶部的托架下方固定有安装板,在安装板上通过轴承安装有多组与槽钢内壁接触的限位滚轮;位于顶部托架末端开有多个通孔两个通孔之间的间距为槽钢的长度,在每个通孔的外侧设置有通过气缸进行伸缩的插销且插销伸入通孔内,每根托架的首端以及位于底部托架的末端通过
立柱安装在地面上。
6.优选地,连接板输送机构包括输送链条、输送链轮、托板与定位柱,两块托板位于托架的两侧,在每块托板上通过轴承安装有两组通过电机驱动的输送链轮,每组输送链轮为两个上下设置的输送链轮,两组输送链轮与两根上下设置的输送链条进行啮合,在两根输送链条固定有多个等间距设置的套筒,在每根套筒内设置有在套筒内进行滑动的定位柱且在定位柱上固定有限位板,在定位柱上套有回位弹簧且回位弹簧的两端分别固定在套筒与限位板上,定位柱与连接板的通孔孔轴配合,定位柱的外壁与连接板的通孔内壁接触,在输送链条的内侧推顶组件,推顶组件包括平推板与平推气缸,平推气缸的缸体安装在托板上,平推气缸的活塞杆固定有平推板,通过平推板将定位柱向外推送,在托板上固定有红外线检测组件,红外线检测组件即为红外线反射传感器且红外线反射传感器朝向套在定位柱上的连接板,这样实现对连接板进行限位,红外线反射传感器分别与平推气缸、电机进行连接。
7.优选地,移动焊接机构包括直线电机与焊接枪,每块托板上设置有两组上下设置的直线电机,直线电机的定子轨道通过支架安装在托板上,动子滑动座固定有焊接枪且托板上的两只焊接枪分别与连接板和槽钢的接触处进行焊接。
8.与现有技术相比,本发明的优点在于:实现可调附墙杆的自动调节焊接,这样降低工作人员的劳动强度,同时提高加工效率,实现人工向智能化加工转变。
附图说明
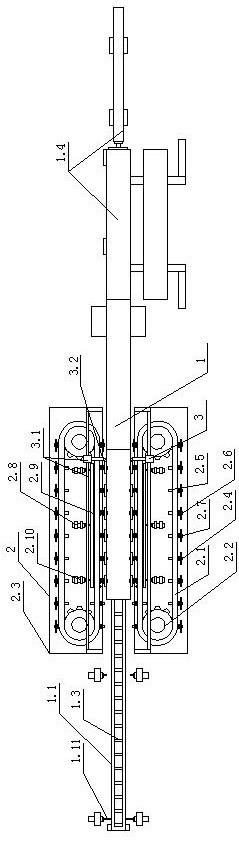
9.图1为本发明的俯视图。
10.图2为本发明槽钢输送机构的示意图。
11.图3为本发明槽钢输送机构与连接板输送机构纵向剖视图。
12.图4为本发明连接板输送机构的示意图。
13.图5为本发明推送组件的示意图。
14.图6为本发明的附墙杆的产品示意图。
15.其中,1、槽钢输送机构,1.1、托架,1.2、限位滚轮,1.3、输送滚筒,1.4、推送组件,1.5、放置架,1.6、挡板,1.7、推板,1.8、推送液压缸,1.9、安装板,1.10、通孔,1.11、插销,2、连接板输送机构,2.1、输送链条,2.2、输送链轮,2.3、托板,2.4、定位柱,2.5、套筒,2.6、回位弹簧,2.7、限位板,2.8、推顶组件,2.9、平推板,2.10、平推气缸,2.11、红外线检测组件,3、移动焊接机构,3.1、直线电机,3.2、焊接枪。
具体实施方式
16.现结合附图,对本发明进一步的阐述。
17.如图1-6所示,一种可调附墙杆的自动加工设备,包括槽钢输送机构1、连接板输送机构2与移动焊接机构3,在地面上通过螺栓紧固的方式固定有槽钢输送机构1,通过槽钢输送机构1实现将上下相对设置的槽钢进行输送,在槽钢输送机构1的前后两侧的地面上通过螺栓紧固的方式设置有连接板输送机构2,通过连接板输送机构2实现将多块连接板输送到槽钢两侧,在每到连接板输送机构2的上下分别设置有移动焊接机构3,移动焊接机构3实现将连接板与槽钢进行焊接,通过连接板输送机构2将连接板输送带两块槽钢的两侧,然后通
过移动焊接机构3对连接板与槽钢进行焊接,这样形成附墙杆的加工;槽钢输送机构1包括托架1.1、限位滚轮1.2、输送滚筒1.3与推送组件1.4,托架1.1(矩形框架)分为两根且两根托架1.1上下相对设置,两根槽钢在托架1.1上进行滑动,通过托架1.1限制两根槽钢之间的间距,在两根托架1.1之间通过螺栓紧固的方式固定有多个限位滚轮1.2且限位滚轮1.2对槽钢两侧边缘进行限位,这样实现对前后两侧进行限位,在托架1.1的右端的地面上通过螺栓紧固带动方式设置有推送组件1.4,通过推送组件1.4将槽钢推送到托架1.1上进行输送,由于每次推送的间距是一致的,这样对槽钢的左右端的位置进行限定,这样上下开口相对的槽钢在托架1.1上进行输送,通过托架1.1将两块槽钢进行隔开。
18.推送组件1.4包括放置架1.5、挡板1.6、推板1.7与推送液压缸1.8,放置架1.5分为两层且两层放置架1.5上下设置,放置架1.5的底部通过螺栓固定在地面上,在放置架1.5的后侧通过焊接的方式固定有向上延伸的挡板1.6,通过挡板1.6进行限位,当槽钢一侧接触挡板1.6的时候与托架1.1相对,放置架1.5与托架1.1相互垂直,在放置架1.5远离托架1.1的一端(放置架1.5的右端)设置有推板1.7,在推板1.7末端通过焊接的方式固定有安装在地面上的推送液压缸1.8,通过推送液压缸1.8的伸缩实现将放置架1.5上的槽钢向左推动,推板1.7与推送液压缸1.8均为两个且两个推板1.7与放置架1.5上的槽钢相对设置,通过推送液压缸1.8将放置架1.5上的槽钢推送到托架1.1上;在每根托架1.1的顶面上通过转轴固定有多个并排设置的输送滚筒1.3,输送滚筒1.3便于槽钢在托架1.1上进行输送,槽钢放置在输送滚筒1.3上进行输送,在位于顶部的托架1.1下方通过螺栓紧固的方式固定有安装板1.9,在安装板1.9上通过轴承安装有多组与槽钢内壁接触的限位滚轮1.2,限位滚轮1.2位于安装板1.9的前后两侧,这样通过限位滚轮1.2对槽钢的前后侧壁进行限位;位于顶部托架1.1末端开有多个通孔1.10两个通孔1.10之间的间距为槽钢的长度,在每个通孔1.10的外侧有通过气缸进行伸缩的插销1.11且插销1.11伸入通孔1.10内(气缸通过螺栓固定在支撑架上,支撑架的底部通过螺栓固定在地面上,这样通过气缸伸缩将插销1.11伸入到通孔1.10内对托架1.1进行支撑,这样便于在输送的时候对附墙杆进行让位),每根托架1.1的首端以及位于底部托架1.1的末端通过立柱安装在地面上。
19.连接板输送机构2包括输送链条2.1、输送链轮2.2、托板2.3与定位柱2.4,两块托板2.3位于托架1.1的前后两侧,在每块托板2.3上通过轴承安装有两组通过电机驱动的输送链轮2.2,每组输送链轮2.2为两个上下设置的输送链轮2.2(两个输送链轮2.2穿过并固定在电机的输出轴上,通过电机带动输送链轮2.2进行转动),两组输送链轮2.2与两根上下设置的输送链条2.1进行啮合,在两根输送链条2.1通过焊接的方式固定有多个等间距设置的套筒2.5,在每根套筒2.5内设置有在套筒2.5内进行滑动的定位柱2.4且在定位柱2.4上通过焊接的方式固定有限位板2.7(当连接板套在定位柱2.4上的时候,连接板抵在限位板2.7上,限位板2.7的底部搁在托板2.3上),在定位柱2.4上套有回位弹簧2.6且回位弹簧2.6的两端分别通过焊接的方式固定在套筒2.5与限位板2.7上(通过回位弹簧2.6将限位板2.7拉动靠近套筒2.5),定位柱2.4与连接板的通孔1.10孔轴配合,定位柱2.4的外壁与连接板的通孔1.10内壁接触,在输送链条2.1的内侧推顶组件2.8,推顶组件2.8包括平推板2.9与平推气缸2.10,平推气缸2.10的缸体通过螺栓安装在托板2.3上,平推气缸2.10的活塞杆通过焊接的方式固定有平推板2.9,通过平推板2.9将定位柱2.4向外推送,当定位柱2.4向外移动的时候,连接板贴合在槽钢外壁上,在托板2.3上通过螺栓紧固的方式固定有红外线检
测组件2.11(红外线反射传感器),红外线检测组件2.11即为红外线反射传感器且红外线反射传感器朝向套在定位柱2.4上的连接板,当红外线反射传感器被连接板反射回来的时候,表示连接板移动到红外线反射传感器处,这样平推气缸2.10顶升,定位柱2.4向外延伸,这样连接板与槽钢外壁贴合,这样实现对连接板进行限位,红外线反射传感器分别与平推气缸2.10、电机进行连接,连接板上料主要是将连接板套在定位柱上即可,连接板的底部与托板顶部接触,这样可以防止连接板在定位柱上进行转动。本技术主要在于实现连接板与槽钢的自动焊接。
20.移动焊接机构3包括直线电机3.1与焊接枪3.2,每块托板2.3上通过连接夹固定有两组上下设置的直线电机3.1,直线电机3.1的定子轨道通过支架安装在托板2.3上(定子轨道分别位于托板2.3的上下两侧),动子滑动座固定有焊接枪3.2且托板2.3上的两只焊接枪3.2分别与连接板和槽钢的接触处进行焊接,通过直线电机3.1的移动实现焊接枪3.2的自动焊接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1