负角度弧状弯边钛合金框梁零件成形工艺方法与流程
本发明涉及加工制造,尤其涉及负角度弧状弯边钛合金框梁零件成形工艺方法。
背景技术:
1、随着国际竞争形势的日益复杂,很多航空航天构件趋于轻量化,而钦合金由于具有较好的比强度和良好的塑性成为了构件轻量化的首选材料。某钦合金框梁零件(图1所示)是航空器的重要承载构件,其型面设有多处大小不一的加强窝,两侧带有负角度弯边,且弯边呈现弧状。由于其结构设计的复杂性,导致该类零件成形困难。具体成形难点为:
2、1)由于饭金零件成形时伴有严重的回弹畸变,导致室温成形精度差,影响后期的装配;
3、2)由于零件的负角度弯边设计,受拔模因素影响,导致无法直接采用加热成形方式成形零件的全型面特征;
4、3)由于零件的弯边呈不规则弧状,传统的敲修成形难度大,且零件表面会存在不同的敲击痕迹,严重影响零件的表观质量。因此,针对负角度弧状弯边框梁零件,需开发一种较为理想的成形方法。
技术实现思路
1、本发明创造要解决的技术问题是提供负角度弧状弯边钛合金框梁零件成形工艺方法,该方法针对负角度弧状弯边框梁零件室温成形难度大、表观质量差及热成形拔模困难等问题,将负角度弧状弯边设计成开角度直边,然后采用热成形对其进行成形,再采用稳定热处理校形方式成形弯边的负角度和弧状曲率,从而得到符合设计要求的零件。
2、本发明的目的之一采用如下技术方案实现:
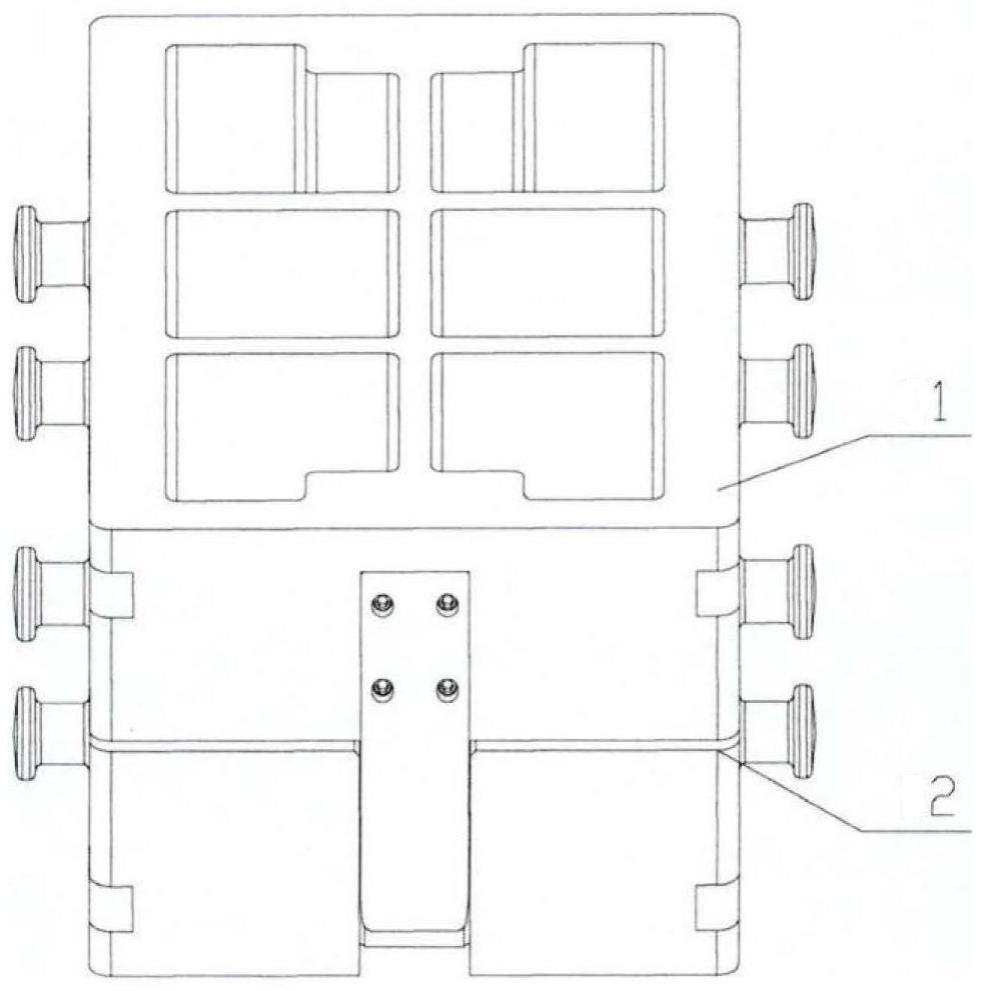
3、负角度弧状弯边钛合金框梁零件成形工艺方法,包括上模和下模,所述上模前后两侧均设有导滑板,所述上模底部开设有两个上模加工基准孔,所述上模底部靠近左侧处开设有两个上模毛料定位销孔,所述上模的左右两侧均固定连接有上模起重棒,所述上模前侧靠近左右两侧处均开设有上模压板槽,所述下模前后两侧均开设有下模导滑板耦合槽,所述下模顶部开设有两个下模加工基准孔,所述下模顶部靠近左侧处开设有两个下模毛料定位销孔,所述下模的左右两侧均固定连接有下模起重棒,所述下模前侧靠近左右两侧处均开设有下模压板槽。
4、进一步的,所述导滑板上设有若干个上模导滑板螺钉,所述导滑板通过上模导滑板螺钉安装在上模上。
5、进一步的,所述导滑板与下模导滑板耦合槽相互匹配。
6、进一步的,两个所述导滑板以上模的中心轴线为对称轴呈对称设置。
7、进一步的,两个所述下模导滑板耦合槽以下模的中心轴线为对称轴呈对称设置。
8、与现有技术相比,本发明的有益效果是:
9、1、利用热成形和稳定热处理校形方式成形该类零件,使得其贴模度好、无残余应力,满足装配所需;
10、2、创新使用了一种针对负角度弧状弯边钛合金框梁零件的成形方法,通过设计中间过渡零件,解决了负角度钛合金零件热成形无法拔模问题,为该类零件的精准制造提供了必要的技术条件。
11、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
技术特征:
1.负角度弧状弯边钛合金框梁零件成形工艺方法,包括上模(1)和下模(2),其特征在于:所述上模(1)前后两侧均设有导滑板(3),所述上模(1)底部开设有两个上模加工基准孔(4),所述上模(1)底部靠近左侧处开设有两个上模毛料定位销孔(8),所述上模(1)的左右两侧均固定连接有上模起重棒(5),所述上模(1)前侧靠近左右两侧处均开设有上模压板槽(6),所述下模(2)前后两侧均开设有下模导滑板耦合槽(9),所述下模(2)顶部开设有两个下模加工基准孔(10),所述下模(2)顶部靠近左侧处开设有两个下模毛料定位销孔(13),所述下模(2)的左右两侧均固定连接有下模起重棒(11),所述下模(2)前侧靠近左右两侧处均开设有下模压板槽(12)。
2.如权利要求1所述的负角度弧状弯边钛合金框梁零件成形工艺方法,其特征在于:所述导滑板(3)上设有若干个上模导滑板螺钉(7),所述导滑板(3)通过上模导滑板螺钉(7)安装在上模(1)上。
3.如权利要求1所述的负角度弧状弯边钛合金框梁零件成形工艺方法,其特征在于:所述导滑板(3)与下模导滑板耦合槽(9)相互匹配。
4.如权利要求1所述的负角度弧状弯边钛合金框梁零件成形工艺方法,其特征在于:两个所述导滑板(3)以上模(1)的中心轴线为对称轴呈对称设置。
5.如权利要求1所述的负角度弧状弯边钛合金框梁零件成形工艺方法,其特征在于:两个所述下模导滑板耦合槽(9)以下模(2)的中心轴线为对称轴呈对称设置。
技术总结
本发明公开了负角度弧状弯边钛合金框梁零件成形工艺方法,包括上模和下模,所述上模前后两侧均设有导滑板,所述上模底部开设有两个上模加工基准孔,所述上模底部靠近左侧处开设有两个上模毛料定位销孔,所述上模的左右两侧均固定连接有上模起重棒,所述上模前侧靠近左右两侧处均开设有上模压板槽,所述下模前后两侧均开设有下模导滑板耦合槽,所述下模顶部开设有两个下模加工基准孔,所述下模顶部靠近左侧处开设有两个下模毛料定位销孔,所述下模的左右两侧均固定连接有下模起重棒,所述下模前侧靠近左右两侧处均开设有下模压板槽。利用热成形和稳定热处理校形方式成形该类零件,使得其贴模度好、无残余应力,满足装配所需。
技术研发人员:刘旭东,高帅,刘洋,李本新
受保护的技术使用者:辽宁华天航空科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!