压缩机壳体电机热压装配装置及装配工艺的制作方法
本发明压缩机壳体电机热压装配装置及装配工艺,涉及压缩机制造,尤其涉及压缩机壳体的热压装配装置以及装配工艺。
背景技术:
1、压缩机装配工艺要求越来越高,压缩机装配工艺对各部件影响要求也更加严格。壳体与电机定子为过盈配合,以往装配工艺分为两种:
2、一种是热装,即热胀冷缩原理,将壳体加热后,内径扩大,再与电机定子装配。其耗能高,采用100kw电源,单次装配需要耗电1.2kwh,使壳体温度上升至400℃,壳体轻微热处理,降低性能。
3、另一种装配工艺是冷压装,即强制将壳体与电机定子压装在一起。其对工件尺寸要求高,装配时由于相互作用会产生铁屑,混入压缩机中,不利于压缩机内部无异物的质量管控。
4、针对上述现有技术中所存在的问题,研究设计一种新型的压缩机壳体电机热压装配装置及装配工艺,从而克服现有技术中所存在的问题是十分必要的。
技术实现思路
1、根据上述现有技术提出的热装耗费电能高、壳体性能降低;冷压装易产生铁削,不利于压缩机内部无异物的质量管控等技术问题,而提供一种压缩机壳体电机热压装配装置及装配工艺。本发明主要通过在同一设备上设置加热机构和加压装配机构,将冷压装和热装相结合,取两者的优点,从而满足设备结构简单、耗能低、易实现、设备投资低的要求。
2、本发明采用的技术手段如下:
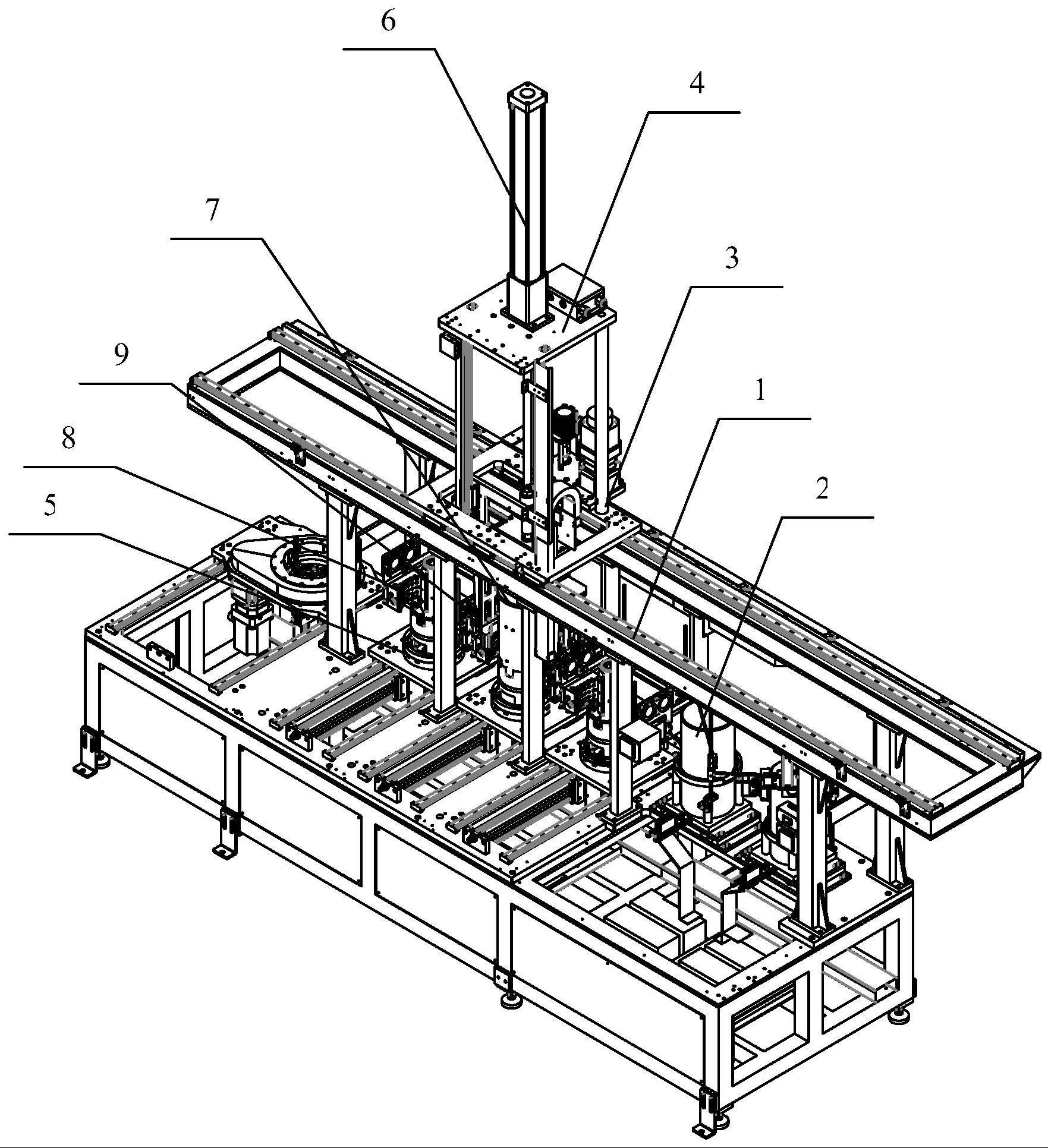
3、一种压缩机壳体电机热压装配装置包括:移载轨道、加热机构、移栽机构、加压用气缸机构;
4、进一步地,移载轨道通过支架装于工作台上;
5、进一步地,加压用气缸机构装配于设置于移载轨道上的移栽机构上,并可随移栽机构在移载轨道上移动;
6、进一步地,移载轨道下方的工作台上设置有加热机构和安装工位。
7、进一步地,加压用气缸机构包括:气缸、压块、气动夹爪和安装框架;
8、进一步地,安装框架固定装于移栽机构上;
9、进一步地,气缸固定装于安装框架上,其缸杆前端装有压块;
10、进一步地,气动夹爪固定装于压块上,随压块一同在气缸的带动下上下移动;气动夹爪与外部控制气源相连接。
11、进一步地,压缩机壳体电机热压装配装置的装配工艺包括如下步骤:
12、3.1、壳体加热:壳体在加热机构上进行加热,加热到预设温度;
13、3.2、壳体抓取:移栽机构移动至加热机构的上方,气缸推动压块带动气动夹爪下移,气动夹爪夹住壳体后在气缸的带动下升起;
14、3.3、壳体移位:移栽机构带动加压用气缸机构移动至安装工位的上方;
15、3.4、壳体套装:气缸启动,加压推动压块带动夹爪夹持壳体下移,壳体套在电机定子外部;
16、3.5、加压装配:气缸持续推动压块下移,压块与壳体上端面接触,对壳体施压压力,迫使壳体向下运动,由于此时壳体加热,受热装冷缩影响,内径变大,与安装工位电机形成小间隙结构,对壳体施加压力,将二者相结合,完成压缩机壳体装配。
17、进一步地,壳体加热步骤中的加热预设温度为260℃。
18、进一步地,加压装配步骤中的加压压力为650kg.n。
19、本发明工作原理如下:如表格1所示,通过理论计算和实际测量,不同温度情况下壳体直径和长度变化量,结合装配要求尺寸要求,用最低加热耗电量,确定壳体加热温度260℃。在260℃温度下,装配时对壳体施加一定压力,将壳体装配至电机定子上。
20、
21、表格1
22、较现有技术相比,本发明具有以下优点:
23、1、本发明提供的压缩机壳体电机热压装配装置及装配工艺,节能环保,与单一热装工艺相比,本技术耗电量减低50%;壳体加热温度低,不会对壳体物理性能产生影响,壳体表面没有发蓝,未发生轻微淬火处理,保持原有特性;
24、2、本发明提供的压缩机壳体电机热压装配装置及装配工艺,质量保证,与单一冷压工艺相比,壳体内壁不会发生挤压变形产生铁屑,压缩机内部无异物;
25、3、本发明提供的压缩机壳体电机热压装配装置及装配工艺,结构简单,设备只需要需要简易气缸加压机构即可实现;
26、4、本发明提供的压缩机壳体电机热压装配装置及装配工艺,创新工艺,将已经成熟的热装工艺和冷压工艺相结合,取两者优点,通过增加简易结构,减少耗电量,又提升壳体与电机定子装配质量。
27、综上,应用本发明的技术方案解决了现有技术中的热装耗费电能高、壳体性能降低;冷压装易产生铁削,不利于压缩机内部无异物的质量管控等问题。
技术特征:
1.一种压缩机壳体电机热压装配装置,其特征在于:
2.根据权利要求1所述的压缩机壳体电机热压装配装置,其特征在于:
3.根据权利要求1或2任意一项所述的压缩机壳体电机热压装配装置,其特征在于:
4.根据权利要求3所述的压缩机壳体电机热压装配装置,其特征在于:
5.根据权利要求3所述的压缩机壳体电机热压装配装置,其特征在于:
技术总结
本发明压缩机壳体电机热压装配装置及装配工艺,涉及压缩机制造技术领域,尤其涉及压缩机壳体的热压装配装置以及装配工艺。本发明压缩机壳体电机热压装配装置包括:移载轨道、加热机构、移栽机构、加压用气缸机构;移载轨道通过支架装于工作台上;加压用气缸机构装配于设置于移载轨道上的移栽机构上,并可随移栽机构在移载轨道上移动;移载轨道下方的工作台上设置有加热机构和安装工位。本发明装配工艺包括如下步骤:壳体加热、壳体抓取、壳体移位、壳体套装、加压装配。本发明的技术方案解决了现有技术中的热装耗费电能高、壳体性能降低;冷压装易产生铁削,不利于压缩机内部无异物的质量管控等问题。
技术研发人员:田福龙,刘玉环,闫伟国,辛操,张志超,李琳
受保护的技术使用者:冰山松洋压缩机(大连)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!