一种稀疏框架下压缩学习自适应网络的刀具磨损预测方法
本发明涉及机械工程先进制造技术与统计学时间序列分析学科交叉领域,具体涉及一种稀疏框架下压缩学习自适应网络的刀具磨损预测方法。
背景技术:
1、在铣削加工过程中,铣削刀具服役状态退化因素来源于诸多方面,如机床自身振动,铣削过程中的铣削颤振,切削参数规划不合理,难切削材料与刀具表面高温黏合,切屑形状,机床-刀具-工件系统干扰等。传统的刀具维护与换刀策略根据现场加工操作人员经验或铣刀供应商建议,换刀过早造成刀具提前退役,增加生产运营成本;换刀过晚,刀具磨损严重可能造成工件表面粗糙度与加工质量不满足要求,生产零件不合格,严重影响装配精度或企业经济效益。因此,铣削刀具服役状态退化预测与追踪技术对于保证工件表面粗糙度与精度,降低铣削刀具库预测性维护成本,采取合理的换刀策略,提高刀具的剩余寿命,以及加工效率与经济效益至关重要。
2、铣削刀具服役状态退化预测方法主要包括物理机理模型预测方法,数据驱动预测方法,混合预测方法。物理机理模型预测方法需要建立准确的物理预测模型,但由于铣削刀具服役状态退化因素来源复杂,铣刀磨损过程的非线性、退化不确定性、加工工况复杂性等,对物理预测模型建立的准确性很难保证。同时,实时采集数据对单一工况下构建的物理预测模型无法形成模型参数在线更新映射关系。数据驱动预测方法无需考虑系统的物理参数,无需任何先验信息,建模过程相对较易,预测精度高,其核心思想是基于监测的退化信息如振动加速度数据与声发射信号,构建刀具磨损状态或使用寿命与退化信息直接的数据映射关系,主要包括传统机器学习的退化预测模型(如时间序列预测方法,可靠性预测方法,随机过程预测方法)与基于神经网络的剩余寿命预测模型(如神经网络预测方法、深度学习预测方法)。
3、然而,基于神经网络的铣刀退化预测方法受到以下几个瓶颈问题的制约:(1)在实际铣削加工应用中,由于铣刀磨损过程的非线性、退化不确定性、加工工况复杂性等因素,铣削加工监测数据具有多通道、多变量、高维度等特征,单一通道数据无法揭示设备退化的全面信息;(2)传统浅层神经网络预测方法与目前流行的深度网络预测方法(如深度卷积神经网络,长短时记忆网络等)没有考虑退化过程的数据平稳演化趋势与高频振荡特性,造成预测结果失真,预测精度不满足工业需求;(3)传统浅层神经网络预测算法的网络权重与参数修正采用梯度下降学习方法,存在算法更新收敛速度慢、模型最优解易陷入局部极小值、算法全局搜索能力弱,预测结果不稳定,不同网络更新学习策略对预测精度影响较大等缺陷。
技术实现思路
1、本发明提出的一种稀疏框架下压缩学习自适应网络的刀具磨损预测方法,考虑了铣削刀具服役退化健康因子时间序列的稀疏演化趋势与高频振荡特性,以及神经网络的压缩缓变学习及自适应动量因子因素,模型设计合理,克服了现有神经网络预测精度的不足,具有良好的技术推广潜力。
2、为实现上述目的,本发明采用了以下技术方案:
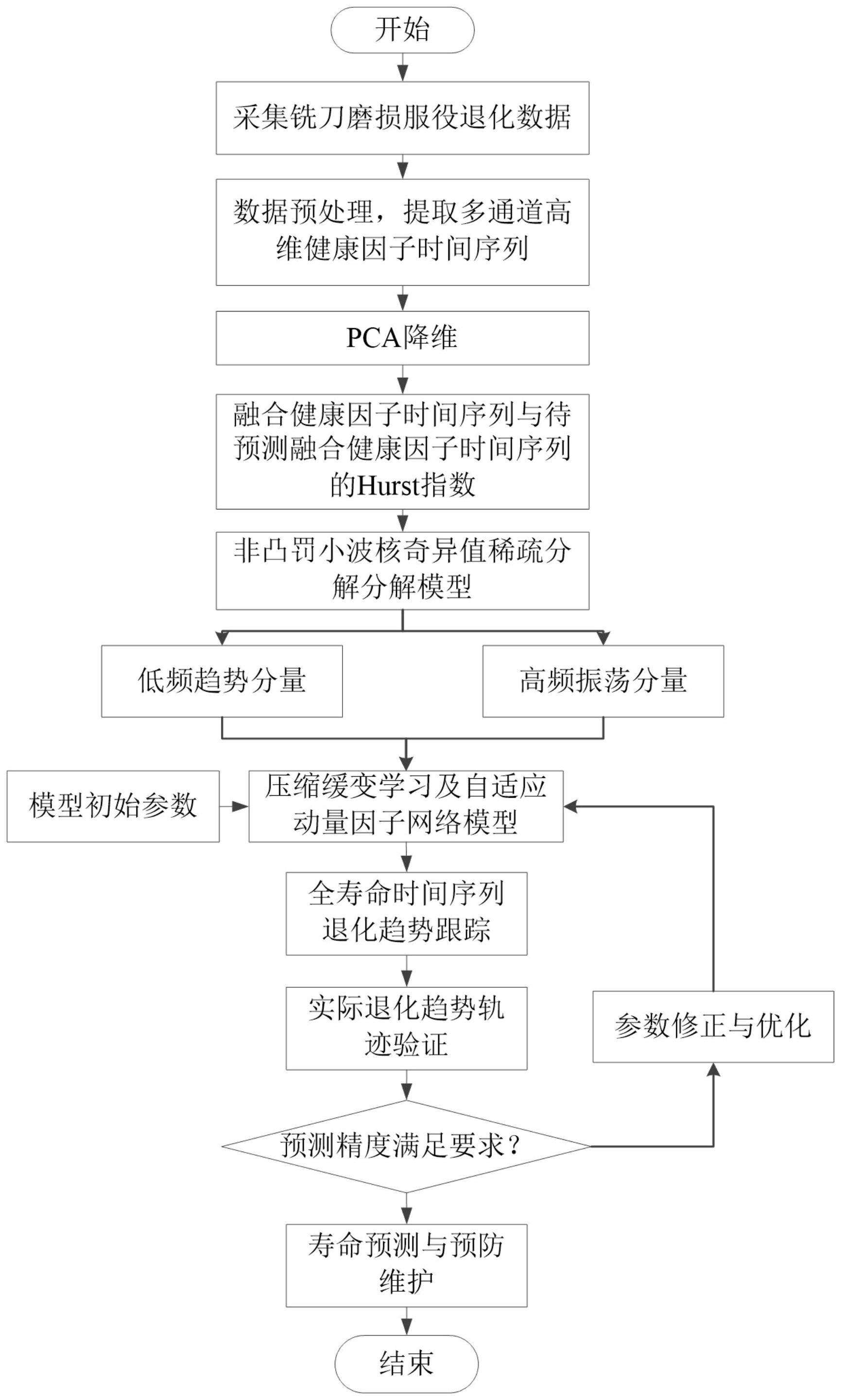
3、一种稀疏框架下压缩学习自适应网络的刀具磨损预测方法,包括以下步骤:
4、步骤1:利用力传感器或加速度传感器采集运行过程中的多通道铣削刀具从稳定铣削,到颤振孕育,再到颤振爆发数据的全寿命时间序列;
5、步骤2:对采集的多通道铣削刀具全寿命时间序列进行预处理,剔除数据的突变点,野点与奇异点,提取各个通道健康因子时间序列的特征参数,包括时域特征因子参数与频域特征因子参数,得到铣刀磨损的多通道高维健康因子时间序列;
6、步骤3:利用主成分分析方法(principle component analysis,pca)对多通道高维健康因子时间序列数据进行降维,将降维后的融合健康因子时间序列作为预测对象;
7、步骤4:利用非凸罚小波核奇异值稀疏分解方法对融合健康因子时间序列进行自适应分解,分别得到低频健康因子时间序列与高频健康因子时间序列。具体步骤如下:
8、步骤4.1:根据y为采集的机床铣削力信号或振动加速度信号,a表示带toeplitz矩阵,x为低频趋分量,w表示高频振荡分量,故有y=ax+w,建立非凸罚小波核奇异值稀疏分解方法的目标成本函数f(ω)为,
9、
10、式中,ω表示小波变换系数,低频趋分量x的连续小波变换系数为ωj,k=wj,kx,wj,k为平移尺度j与时间尺度k下的小波变换,λj表示时间尺度j下的正则化系数。φ(σj,k[d1ω];aj;ε)为非凸罚正则化函数或非凸罚正则子,σj,k[·]为待估计矩阵的奇异值,aj为罚函数尺度系数,ε为平滑系数(一般为数值较小的正常数)。βi为正则化参数,若i=1,d1表示一阶微分矩阵,d1=diag[-1 1,-1 1,···,-1 1]t;若i=2,d2表示二阶微分矩阵,d2=diag[-12 -1,-1 2 -1,···,-1 2 -1]t。
11、步骤4.2:将步骤4.1采集的铣削力信号或铣削振动加速度信号输入至步骤4.2建立的目标成本函数中,通过交替方向乘子法迭代分别计算得到待估计低频信号分量的通过小波逆变换计算得到待估计的低频信号分量,将待估计的低频信号分量定义为则有则待估计的高频振荡分量为
12、步骤5:计算融合健康因子时间序列数据的hurst指数与分数阶数。具体步骤如下:
13、步骤5.1:根据重标极差法估计hurst指数,对于给定待估计融合健康因子时间序列数据x(t),则hurst指数估计为,
14、
15、其中r(n)为数据重整化范围,s(n)为标准差,即
16、步骤5.2:根据融合健康因子时间序列数据的hurst指数h可通过在对数图上绘制log(r(n)s(n))与log(s(n))的曲线得到,则分数阶数为h-0.5。
17、步骤6:将低频健康因子时间序列与高频健康因子时间数据序列分别作为输入,构建一种压缩缓变学习及自适应动量因子网络算法,利用该方法分别对低频健康因子时间序列与高频健康因子时间数据序列进行预测,叠加得到刀具磨损退化趋势的健康因子预测序列,并作为预测输出。具体步骤如下:
18、步骤6.1:根据经典小波反向传播神经网络(wavelet-based back propagationneural networks,w-bpnn)模型,在输入信号为xi(i=1,2,…,k)时,其隐含层输出公式为式中,h(j)为隐含层第j个节点的输出值,l为隐含层节点的个数,wij为输入层到隐含层的连接权重值,aj为小波基函数hj的伸缩因子,bj为小波基函数hj的平移因子。
19、步骤6.2:根据经典小波反向传播神经网络模型,其输出值为式中,wik为隐含层到输出层的连接权重值,h(i)为第i个隐含层节点的输出,m为输出层节点的个数。
20、步骤6.3:计算网络预测误差为其中,yn(k)为期望输出结果,y(k)为实际小波神经网络预测输出。
21、步骤6.4:根据网络预测误差e,本发明提出的一种压缩缓变学习及自适应动量因子网络模型,其小波神经网络权重与小波基函数系数的更新公式为,
22、
23、
24、
25、式中,η为学习速率,为压缩学习因子,η*=η1+η2,η1为输入层到隐含层的学习速率,η1为隐含层到输出层的学习速率,本发明设定η=η1=η2。α为非线性自适应递减动量因子,l为隐含层节点的个数,d=1:l,,αstart动量因子,αend为结束动量因子。
26、步骤7:根据预测输出结果对未来退化趋势时间序列进行预测跟踪,进而实现铣削机床与铣削刀具的预测性维护。
27、由上述技术方案可知,本发明可用于对切削制造类铣削刀具的在线退化跟踪与预测,可实现铣削刀具全寿命周期的在线快速预警,实现实时预测性维护,该方法无需考虑外界环境因素以及切削工况对铣削刀具磨损性能退化影响,也无需考虑铣削机床-刀具-工件系统物理结构参数的影响,考虑了铣削刀具服役退化健康因子时间序列的稀疏与高频振荡特性,以及神经网络的压缩缓变学习及自适应动量因子因素,适合铣削刀具多通道服役退化数据一次性预测,运行速度快,预测精度高,具有良好的技术推广潜力。
28、具体的说,与现有技术相比,本发明的优点如下:
29、一、相比传统时间序列预测方法,本发明属于数据驱动模型的寿命预测范畴,无需考虑外界环境因素以及切削工况对铣削刀具磨损性能退化影响,也无需考虑铣削机床-刀具-工件系统物理结构参数的影响。
30、二、本发明考虑了神经网络的压缩缓变学习及自适应动量因子因素,提高了网络学习效率,算法更新存在收敛速度快、可克服模型最优解陷入局部极小值的缺陷,预测结果鲁棒性强。
31、三、本发明考虑了铣削刀具服役退化健康因子时间序列的稀疏演化趋势与高频振荡特性,适合铣削刀具多通道服役退化数据一次性预测,运行速度快,预测精度高,可用于设备在线寿命预测,具有很好的技术推广潜力。
- 还没有人留言评论。精彩留言会获得点赞!