一种新能源汽车配件焊接装置及方法
本发明涉及焊接,特别涉及一种新能源汽车配件焊接装置及方法。
背景技术:
1、焊接装置的创新一直是焊接领域的研究重点。学术论文《智能制造要求下的新能源汽车焊接技术探讨》中指出:新能源汽车的出现以及投入应用顺应了当前绿色发展的理念。但是其生产与推广也受到了不少因素的限制,焊接技术是新能源汽车电机制造当中的重要环节,焊接技术的选择及应用会对最终的焊接效果产生影响,主要阐述了激光焊接技术的优点,比如能够满足不同材料焊接的需求,借助于激光本身的优点,让其实现360度范围内的无死角焊接,这在应用传统焊接技术的情况下是根本无法实现的。同时也对激光焊接技术在新能源汽车当中的具体应用进行分析,指出其将会带来更好的社会与经济效益。未来在新能源汽车的投入应用当中,焊接技术也会实现新的发展与更新,为新能源汽车质量提供保障。
2、就目前现有的新能源汽车配件焊接装置而言:首先,现有装置在对管件进行焊接时需要单独对管件进行转动调整,此时增加了复杂程度,而不能够通过结构上的改进在焊接的过程中自动实现管件的转动调整;其次,在焊接的过程中飞溅的残渣容易伤及工作人员。
技术实现思路
1、有鉴于此,本发明提供一种新能源汽车配件焊接装置及方法,其具有焊接部分,通过焊接部分的设置,因焊接机左端面和右端面均焊接有一个驱动臂,每个驱动臂前端面均黏附有一个弹性块,两个弹性块分别与两根管件外壁后端面接触,当焊接机向下移动时在弹性块的摩擦作用下管件呈转动状态,此时可实现管件的环形焊接;还具有挡板,通过挡板的设置,第一,因底座顶端面插接有一块挡板,挡板位于焊接机的正前方位置,挡板为焊接时的溅射防护结构,在使用过程中可防止工作人员受伤;第二,因所述挡板为t形板状结构,挡板的前伸部分位于调整杆的正上方5cm处,挡板为调整杆的遮挡防护结构,在使用过程中可降低调整杆被磕碰的几率。
2、本发明由以下具体技术手段所达成:
3、本发明提供了一种新能源汽车配件焊接装置,具体包括:底座、夹持部分、调整部分和焊接部分;所述底座固定在工作台上;所述底座上顶端面固定有四个放置座,左侧两个放置座上放置有一根管件,管件为圆柱管状结构;右侧两个放置座上放置有一根管件,四个放置座均为弧形结构,放置座内壁与管件外壁接触;所述夹持部分由转动座、调整杆、夹持板、橡胶套和转盘组成,转动座共设有两个,两个转动座对称焊接在底座顶端面;所述调整部分由安装座、伸缩杆、安装块和辅助板组成,安装座焊接在底座顶端面;所述焊接部分由滑动杆、安装臂、螺纹杆、焊接机、驱动电机、驱动臂和弹性块组成。
4、进一步的,两个所述转动座上转动连接有一根调整杆,调整杆左侧一端和右侧一端上分别螺纹连接有两块夹持板;两块夹持板均为矩形板状结构,两块夹持板的底端面均与底座顶端面接触;
5、调整杆左侧一端和右侧一端和右侧一端的螺纹方向相反。
6、进一步的,两块所述夹持板的内侧均转动连接有一个转盘,两个转盘分别与两根管件抵紧。
7、进一步的,右侧一个所述转动座为l形结构;
8、调整杆的把手上黏附有橡胶套,橡胶套外壁与转动座内壁底端面弹性接触,转动座和橡胶套共同组成了调整杆的防松动结构。
9、进一步的,所述安装座右端面固定连接有一根伸缩杆,伸缩杆右侧一端固定有安装块;
10、底座顶端面对称焊接有两块辅助板,两块辅助板均为矩形板状结构,两块辅助板的内侧分别与安装块的前端面以及后端面接触,两块辅助板共同组成了安装块的限位结构。
11、进一步的,两块所述辅助板顶端面均高于安装块的顶端面,两块辅助板顶端面均经过打磨处理,经过打磨处理后两块辅助板顶端面均为弧形结构。
12、进一步的,所述安装块顶端面焊接有两根滑动杆,两根滑动杆上滑动连接有安装臂,安装块上安装用一根用于安装臂上下驱动用的电动伸缩杆;
13、安装臂上螺纹连接有螺纹杆,螺纹杆与焊接机螺纹连接,焊接机顶端面与安装臂顶端面接触;安装臂上安装有驱动电机,驱动电机的转动轴与螺纹杆相连接。
14、进一步的,所述焊接机左端面和右端面均焊接有一个驱动臂,每个驱动臂前端面均黏附有一个弹性块,两个弹性块分别与两根管件外壁后端面接触,当焊接机向下移动时在弹性块的摩擦作用下管件呈转动状态。
15、进一步的,所述底座顶端面插接有一块挡板,挡板位于焊接机的正前方位置,挡板为焊接时的溅射防护结构。
16、进一步的,所述挡板为t形板状结构,挡板的前伸部分位于调整杆的正上方5cm处,挡板为调整杆的遮挡防护结构。
17、一种新能源汽车配件焊接方法,通过使用上述任一项所述新能源汽车配件焊接装置来完成新能源汽车配件的焊接。
18、有益效果
19、本申请通过挡板的设置,第一,因底座顶端面插接有一块挡板,挡板位于焊接机的正前方位置,挡板为焊接时的溅射防护结构,在使用过程中可防止工作人员受伤;第二,因所述挡板为t形板状结构,挡板的前伸部分位于调整杆的正上方5cm处,挡板为调整杆的遮挡防护结构,在使用过程中可降低调整杆被磕碰的几率。
20、此外,通过夹持部分的设置,首先,因两个所述转动座上转动连接有一根调整杆,调整杆左侧一端和右侧一端上分别螺纹连接有两块夹持板;两块夹持板均为矩形板状结构,两块夹持板的底端面均与底座顶端面接触;调整杆左侧一端和右侧一端和右侧一端的螺纹方向相反,在使用过程中,当转动调整杆时能够实现两块夹持板的同步反向调整,提升了两块夹持板的调整效率;其次,因两块所述夹持板的内侧均转动连接有一个转盘,两个转盘分别与两根管件抵紧,此时可实现管件的固定,且不影响管件的转动;最后,因右侧一个所述转动座为l形结构;调整杆的把手上黏附有橡胶套,橡胶套外壁与转动座内壁底端面弹性接触,转动座和橡胶套共同组成了调整杆的防松动结构,在使用过程中可降低调整杆松动的几率。
21、此外,通过焊接部分的设置,因焊接机左端面和右端面均焊接有一个驱动臂,每个驱动臂前端面均黏附有一个弹性块,两个弹性块分别与两根管件外壁后端面接触,当焊接机向下移动时在弹性块的摩擦作用下管件呈转动状态,此时可实现管件的环形焊接。
22、此外,通过辅助板的设置,第一,因安装座右端面固定连接有一根伸缩杆,伸缩杆右侧一端固定有安装块;底座顶端面对称焊接有两块辅助板,两块辅助板均为矩形板状结构,两块辅助板的内侧分别与安装块的前端面以及后端面接触,两块辅助板共同组成了安装块的限位结构,此时可保证安装块移动时的平稳性;第二,因两块所述辅助板顶端面均高于安装块的顶端面,两块辅助板顶端面均经过打磨处理,经过打磨处理后两块辅助板顶端面均为弧形结构,在使用过程中,一方面,因辅助板顶端面均高于安装块顶端面,此时通过辅助板可实现安装块的磕碰防护;另一方面,因辅助板顶端面均经过打磨处理,即使是辅助板顶端面出现轻微磕碰也不影响安装块的安装。
技术特征:
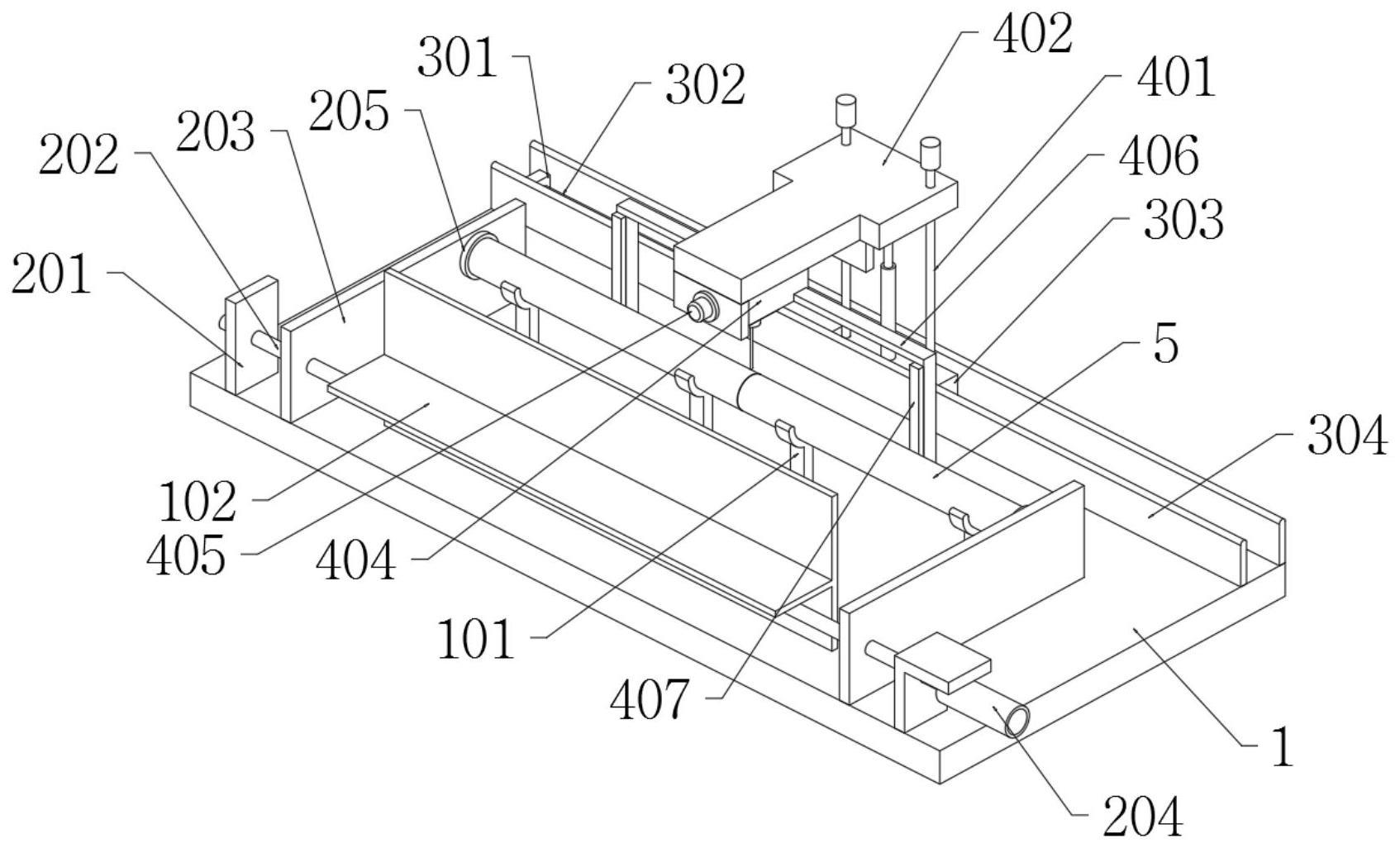
1.一种新能源汽车配件焊接装置,其特征在于,包括:底座(1)、夹持部分(2)、调整部分(3)和焊接部分(4);所述底座(1)固定在工作台上;所述底座(1)上顶端面固定有四个放置座(101),左侧两个放置座(101)上放置有一根管件(5),管件(5)为圆柱管状结构;右侧两个放置座(101)上放置有一根管件(5),四个放置座(101)均为弧形结构,放置座(101)内壁与管件(5)外壁接触;所述夹持部分(2)由转动座(201)、调整杆(202)、夹持板(203)、橡胶套(204)和转盘(205)组成,转动座(201)共设有两个,两个转动座(201)对称焊接在底座(1)顶端面;所述调整部分(3)由安装座(301)、伸缩杆(302)、安装块(303)和辅助板(304)组成,安装座(301)焊接在底座(1)顶端面;所述焊接部分(4)由滑动杆(401)、安装臂(402)、螺纹杆(403)、焊接机(404)、驱动电机(405)、驱动臂(406)和弹性块(407)组成。
2.如权利要求1所述一种新能源汽车配件焊接装置,其特征在于:两个所述转动座(201)上转动连接有一根调整杆(202),调整杆(202)左侧一端和右侧一端上分别螺纹连接有两块夹持板(203);两块夹持板(203)均为矩形板状结构,两块夹持板(203)的底端面均与底座(1)顶端面接触;
3.如权利要求1所述一种新能源汽车配件焊接装置,其特征在于:两块所述夹持板(203)的内侧均转动连接有一个转盘(205),两个转盘(205)分别与两根管件(5)抵紧。
4.如权利要求1所述一种新能源汽车配件焊接装置,其特征在于:右侧一个所述转动座(201)为l形结构;
5.如权利要求1所述一种新能源汽车配件焊接装置,其特征在于:所述安装座(301)右端面固定连接有一根伸缩杆(302),伸缩杆(302)右侧一端固定有安装块(303);
6.如权利要求1所述一种新能源汽车配件焊接装置,其特征在于:两块所述辅助板(304)顶端面均高于安装块(303)的顶端面,两块辅助板(304)顶端面均经过打磨处理,经过打磨处理后两块辅助板(304)顶端面均为弧形结构。
7.如权利要求1所述一种新能源汽车配件焊接装置,其特征在于:所述安装块(303)顶端面焊接有两根滑动杆(401),两根滑动杆(401)上滑动连接有安装臂(402),安装块(303)上安装用一根用于安装臂(402)上下驱动用的电动伸缩杆;
8.如权利要求1所述一种新能源汽车配件焊接装置,其特征在于:所述焊接机(404)左端面和右端面均焊接有一个驱动臂(406),每个驱动臂(406)前端面均黏附有一个弹性块(407),两个弹性块(407)分别与两根管件(5)外壁后端面接触,当焊接机(404)向下移动时在弹性块(407)的摩擦作用下管件(5)呈转动状态。
9.如权利要求1所述一种新能源汽车配件焊接装置,其特征在于:所述底座(1)顶端面插接有一块挡板(102),挡板(102)位于焊接机(404)的正前方位置,挡板(102)为焊接时的溅射防护结构;所述挡板(102)为t形板状结构,挡板(102)的前伸部分位于调整杆(202)的正上方5cm处,挡板(102)为调整杆(202)的遮挡防护结构。
10.一种新能源汽车配件焊接方法,其特征在于:通过使用权利要求1-9任一项所述新能源汽车配件焊接装置来完成新能源汽车配件的焊接。
技术总结
本发明提供了一种新能源汽车配件焊接装置及方法,涉及焊接技术领域,包括:底座、夹持部分、调整部分和焊接部分;所述底座固定在工作台上;所述底座上顶端面固定有四个放置座,左侧两个放置座上放置有一根管件。因焊接机左端面和右端面均焊接有一个驱动臂,每个驱动臂前端面均黏附有一个弹性块,两个弹性块分别与两根管件外壁后端面接触,当焊接机向下移动时在弹性块的摩擦作用下管件呈转动状态,此时可实现管件的环形焊接,解决了首先,现有装置在对管件进行焊接时需要单独对管件进行转动调整,此时增加了复杂程度,而不能够通过结构上的改进在焊接的过程中自动实现管件的转动调整;其次,在焊接的过程中飞溅的残渣容易伤及工作人员问题。
技术研发人员:何红军,张子奇,魏鑫磊,苏绍兴,李敏涛
受保护的技术使用者:温州职业技术学院
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!