人防通风设备的智能焊接控制系统的制作方法
本发明属于焊接,特别是涉及人防通风设备的智能焊接控制系统。
背景技术:
1、目前,人防工程的通风系统一般包括通风管道和风机,风机安装在通风管道内,通风管道的一端伸出地面,另一端位于地下内;当避难人员进入地下室内后,启动风机,风机抽取通风管道内的空气进入地下室内;同时,通风管道内处于负压状态,通风管道外的空气进入通风管道内,进而实现地下室内部空气与外部空气进行交换流通。
2、通风管道在生产时需要使用到焊接系统进行焊接,但是传统的焊接设备需要人员进行手动焊接,在使用时需要工作人员操作焊枪对着焊缝进行焊接,焊接的电流和电压需要手动调控,同时对于焊接缝长度、焊接缝深度和焊口倾角等因素往往会被忽略掉或者仅仅通过经验进行相应调控,则会影响最终的焊接质量,为此,我们提出一种人防通风设备的智能焊接控制系统。
技术实现思路
1、本发明的目的在于提供人防通风设备的智能焊接控制系统,解决了现有的人防通风设备的智能焊接控制系统,在进行使用时焊接的电流和电压需要手动调控,同时对于焊接缝长度、焊接缝深度和焊口倾角等因素往往会被忽略掉或者仅仅通过经验进行相应调控,则会影响最终的焊接质量的问题。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
3、本发明为人防通风设备的智能焊接控制系统,包括焊接机台,固定安装于焊接机台内部的焊接设备以及用于控制焊接设备的控制系统;
4、其中,所述控制系统包括中央处理器,所述中央处理器用于接收控制信号,并控制系统内各部件运动,还包括:
5、焊烟处理单元,所述焊烟处理单元用于检测当所述焊接设备产生焊烟时发送控制信号并收吸收焊接设备产生的焊烟;
6、供电模块,所述供电模块用于系统内各电器元件的电力供给;
7、数据库,所述数据库用于储存焊接参数,并在焊接完成后对本次焊接参数进行存储建立新的数据库;
8、定位单元,所述定位单元用于检测焊接区域内焊接工件的位置状态;当感应到焊接工件运行至焊接位置时发送控制信号生成对焊接工件的有效控制状态;
9、焊缝识别单元,所述焊缝识别单元用于扫描焊缝表面的形态获取焊缝的信号数据并输送至中央处理器;
10、焊枪控制单元,所述焊枪控制单元用于调节焊枪的焊接位置和焊接功率。
11、进一步地,所述焊接设备还包括固定安装于焊接机台顶部的三轴位移导轨,所述焊接设备固定安装于三轴位移导轨的移动端,所述焊接机台还包括设置在焊接机台中部的输送架,所述输送架上表面的两侧均转动连接有若干个输送轮。
12、进一步地,所述焊烟处理单元包括烟雾传感器和吸风机,所述烟雾传感器固定安装于焊接设备的底部,所述吸风机固定安装于焊接机台上,所述吸风机通过软管与焊接设备相连通。
13、进一步地,所述烟雾传感器适用于当检测到烟雾时发出烟雾信号至中央处理器,所述中央处理器接收烟雾信号后发出控制信号启动吸风机吸收焊烟。
14、进一步地,所述定位单元包括红外传感器、电动推杆和压力传感器,所述红外传感器固定安装于焊接机台,所述电动推杆固定连接于焊接机台的内侧壁,所述压力传感器安装于电动推杆的输出端。
15、进一步地,所述红外传感器检测到焊接工件位置后发出检测信号至中央处理器,所述中央处理器接收检测信号后发出控制信号控制电动推杆对焊接工件进行固定,所述压力传感器用于检测焊接工件与电动推杆之间的压力值,并将压力数值输送至中央处理器。
16、进一步地,所述焊缝识别单元包括焊缝间隙测量模块、焊缝深度测量模块、焊缝长度测量模块、焊口倾角测量模块和焊接平整度测量模块,所述焊缝间隙测量模块、焊缝深度测量模块、焊缝长度测量模块、焊口倾角测量模块和焊接平整度测量模块用于检测焊缝的形态,并将获取的焊缝形态数据输送至中央处理器,中央处理器根据获取的焊缝形态同时调取数据库内的焊接参数,并将焊接参数输送至焊枪控制单元。
17、进一步地,所述焊枪控制单元包括电压、电流控制模块和位移调节模块,所述电压、电流控制模块和位移调节模块之间设置有外接负载。
18、进一步地,所述位移调节模块还包括x轴调节模块、y轴调节模块和z轴调节模块,所述x轴调节模块、y轴调节模块和z轴调节模块相互配合用于焊接设备的焊接点位修订。
19、本发明具有以下有益效果:
20、1.通过定位单元和焊枪控制单元的设置,红外传感器能够精确检测焊接工件的位置实现对焊接工件的精准定位,同时还可通过压力传感器实时监测固定压力,当压力过载时自动调控避免压力过大造成焊接工件的损坏,同时还可通过焊枪控制单元对焊接设备的位置进行修订,使得焊接设备能够实现对焊缝的精准焊接,保证整体的焊接质量;
21、2.通过焊缝识别单元、数据库和焊烟处理单元的设置,焊缝识别单元可以识别焊缝的状态并在数据库内调取相应的焊接参数,通过焊接参数即可实现自动化焊接,有效提高了焊接生产效率,同时在焊接时还可通过吸风机将焊烟排出,有效降低焊烟对设备的污染提高安全性。
22、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
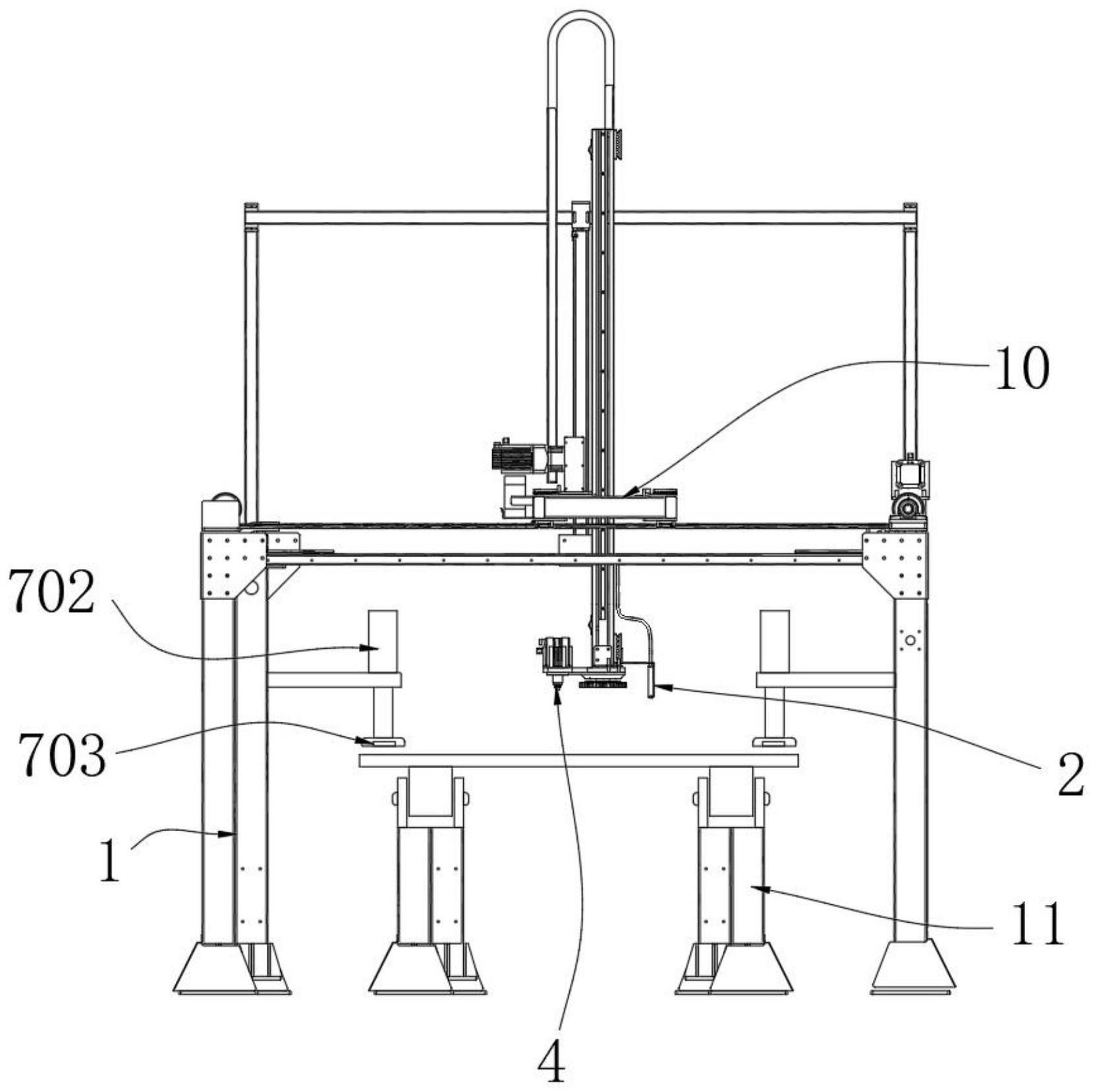
1.人防通风设备的智能焊接控制系统,其特征在于:包括焊接机台(1),固定安装于焊接机台(1)内部的焊接设备(2)以及用于控制焊接设备(2)的控制系统;
2.根据权利要求1所述的人防通风设备的智能焊接控制系统,其特征在于,所述焊接设备(2)还包括固定安装于焊接机台(1)顶部的三轴位移导轨(10),所述焊接设备(2)固定安装于三轴位移导轨(10)的移动端,所述焊接机台(1)还包括设置在焊接机台(1)中部的输送架(11),所述输送架(11)上表面的两侧均转动连接有若干个输送轮。
3.根据权利要求1所述的人防通风设备的智能焊接控制系统,其特征在于,所述焊烟处理单元(4)包括烟雾传感器(401)和吸风机(402),所述烟雾传感器(401)固定安装于焊接设备(2)的底部,所述吸风机(402)固定安装于焊接机台(1)上,所述吸风机(402)通过软管与焊接设备(2)相连通。
4.根据权利要求3所述的人防通风设备的智能焊接控制系统,其特征在于,所述烟雾传感器(401)适用于当检测到烟雾时发出烟雾信号至中央处理器(3),所述中央处理器(3)接收烟雾信号后发出控制信号启动吸风机(402)吸收焊烟。
5.根据权利要求1所述的人防通风设备的智能焊接控制系统,其特征在于,所述定位单元(7)包括红外传感器(701)、电动推杆(702)和压力传感器(703),所述红外传感器(701)固定安装于焊接机台(1),所述电动推杆(702)固定连接于焊接机台(1)的内侧壁,所述压力传感器(703)安装于电动推杆(702)的输出端。
6.根据权利要求5所述的人防通风设备的智能焊接控制系统,其特征在于,所述红外传感器(701)检测到焊接工件位置后发出检测信号至中央处理器(3),所述中央处理器(3)接收检测信号后发出控制信号控制电动推杆(702)对焊接工件进行固定,所述压力传感器(703)用于检测焊接工件与电动推杆(702)之间的压力值,并将压力数值输送至中央处理器(3)。
7.根据权利要求1所述的人防通风设备的智能焊接控制系统,其特征在于,所述焊缝识别单元(8)包括焊缝间隙测量模块(801)、焊缝深度测量模块(802)、焊缝长度测量模块(803)、焊口倾角测量模块(804)和焊接平整度测量模块(805),所述焊缝间隙测量模块(801)、焊缝深度测量模块(802)、焊缝长度测量模块(803)、焊口倾角测量模块(804)和焊接平整度测量模块(805)用于检测焊缝的形态,并将获取的焊缝形态数据输送至中央处理器(3),中央处理器(3)根据获取的焊缝形态同时调取数据库(6)内的焊接参数,并将焊接参数输送至焊枪控制单元(9)。
8.根据权利要求7所述的人防通风设备的智能焊接控制系统,其特征在于,所述焊枪控制单元(9)包括电压、电流控制模块(901)和位移调节模块(902),所述电压、电流控制模块(901)和位移调节模块(902)之间设置有外接负载(903)。
9.根据权利要求8所述的人防通风设备的智能焊接控制系统,其特征在于,所述位移调节模块(902)还包括x轴调节模块、y轴调节模块和z轴调节模块,所述x轴调节模块、y轴调节模块和z轴调节模块相互配合用于焊接设备(2)的焊接点位修订。
技术总结
本发明公开了人防通风设备的智能焊接控制系统,涉及焊接技术领域。本发明包括焊接机台,固定安装于焊接机台内部的焊接设备以及用于控制焊接设备的控制系统;其中,控制系统包括中央处理器,中央处理器用于接收控制信号,并控制系统内各部件运动,还包括:焊烟处理单元,焊烟处理单元用于检测当焊接设备产生焊烟时发送控制信号并收吸收焊接设备产生的焊烟。本发明通过焊缝识别单元、数据库和焊烟处理单元的设置,焊缝识别单元可以识别焊缝的状态并在数据库内调取相应的焊接参数,通过焊接参数即可实现自动化焊接,有效提高了焊接生产效率,同时在焊接时还可通过吸风机将焊烟排出,有效降低焊烟对设备的污染提高安全性。
技术研发人员:陆海清,黄华生,刘燕斌
受保护的技术使用者:广东中南人防防护设备工程有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!