一种金属板材加工系统及方法与流程
本发明涉及金属板材加工,具体涉及一种金属板材加工系统及方法。
背景技术:
1、金属板材是指金属元素或以金属元素为主构成的具有金属特性的板材的统称。其中,金属可包括纯金属、合金、金属材料金属间化合物和特种金属材料等。金属板一般由金属板材加工系统(设备)加工。
2、但是,部分金属板材加工系统(设备)加工的金属板材的重量过大,无法制造质量较轻且结构稳定性更佳的金属板,从而无法达到需求。
技术实现思路
1、本发明的主要目的是提出一种金属板材加工系统,旨在形成结构更加稳定的金属板,提高加工质量。
2、本发明所要解决的上述问题通过以下技术方案以实现:
3、一种金属板材加工系统,包括:
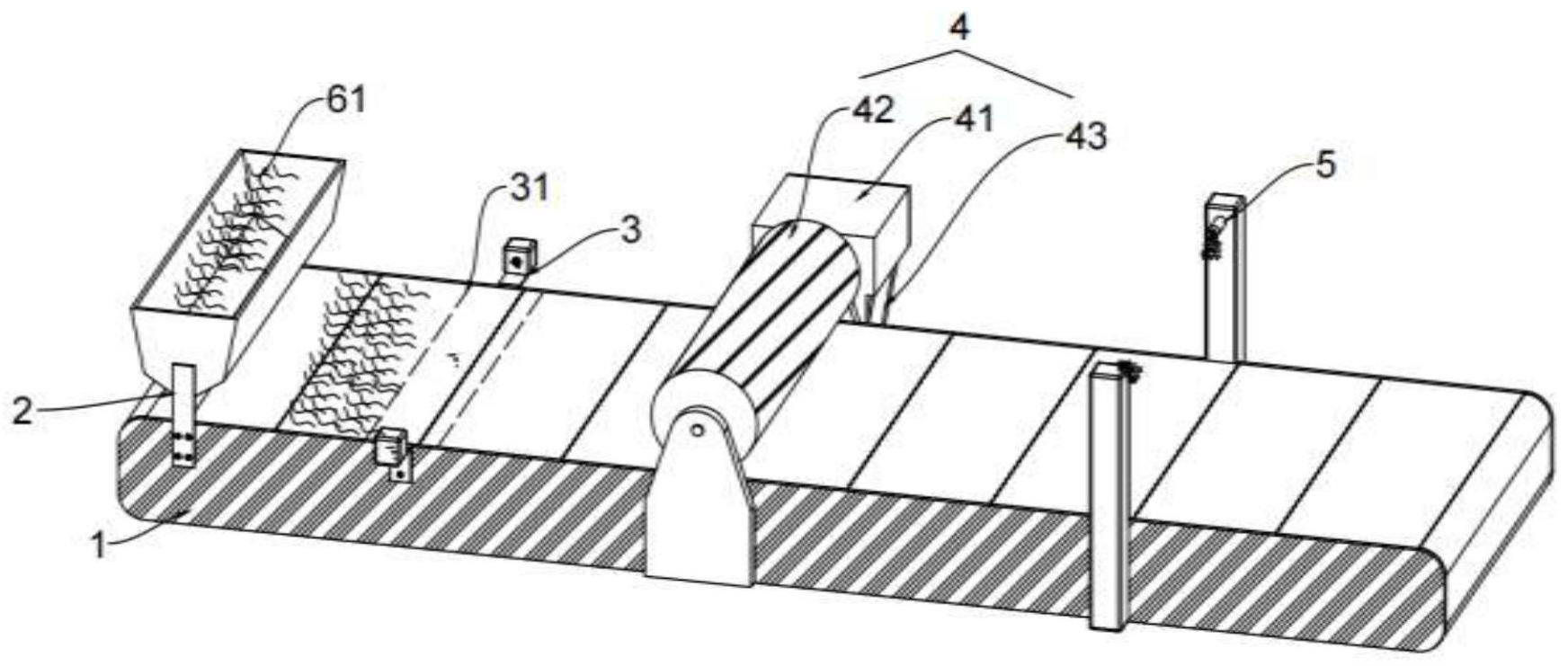
4、输送结构,所述输送结构上设有上料工位、电击工位、辊压工位和喷涂工位;
5、上料筒,所述上料筒上设有位于所述上料工位的上方且用于将金属纤维材料上料至所述上料工位上;
6、电极电击装置,所述电极电击装置包括相对设置的正极部件和负极部件;所述正极部件和所述负极部件均设置在所述电击工位上,并且所述正极部件和所述负极部件形成电火花现象,以使所述金属纤维材料形成板状金属纤维材料;
7、辊压装置,所述辊压装置设置在所述辊压工位上且用于将所述板状金属纤维材料辊压形成初步板材的金属纤维材料;
8、喷涂装置,所述喷涂装置设置在所述喷涂工位上且用于将所述初步板材的金属纤维材料喷涂形成金属板。
9、优选的,所述正极部件选用电压值为300-400v的正极部件;所述负极部件选用电压值为300-400v的负极部件。
10、优选的,所述负极部件包括负极体和第二绝缘壳体;所述负极体设置在所述第二绝缘壳体内部且所述负极体的电极朝向所述正极部件;
11、所述正极部件包括正极体和第一绝缘壳体;所述正极体设置在所述第一绝缘壳体的内部且所述正极体的电极朝向所述负极体。
12、优选的,所述正极部件还包括第一导电杆,所述第一导电杆的第一端与所述正极体电连接,所述第一导电杆的第二端朝向所述负极部件;
13、和/或,所述负极部件还包括第二导电杆;所述第二导电杆的第一端与所述负极体电连接,所述第二导电杆的第二端朝向所述负极部件。
14、优选的,所述上料筒的内顶部设有至少两个导向斜边;所述上料筒的内底部设有第一出料斜边和第二出料斜边;所述第一出料斜边的顶部与其一所述导向斜边的底部衔接,所述第二出料斜边的顶部与另一所述导向斜边的底部衔接;并且所述第一出料斜边的底部和所述第二出料斜边的底部之间形成所述上料口。
15、优选的,所述辊压装置包括辊压驱动电机、辊筒和第一支架;所述辊筒连接在所述第一支架上且位于所述辊压工位的上方;所述辊压驱动电机连接在所述第一支架上且与所述辊筒传动连接;并且所述辊筒对所述金属纤维材料辊压处理。
16、优选的,所述喷涂装置包括第二支架、增压器、置放容器和喷涂头部件;所述置放容器设置在所述第二支架的内部;所述增压器连接在所述第二支架上且所述增压器的输入口与所述置放容器连通,所述增压器的输出口与所述喷涂头部件的输入口连通;所述喷涂头部件位于所述喷涂工位的上方,并且所述喷涂头部件的输出口用于对所述初步板材的金属纤维材料喷涂处理。
17、优选的,所述输送结构包括输送驱动电机、驱动轮组和输送链板以及橡胶板;所述输送驱动电机安装在加工基台上且与所述驱动轮组驱动连接;所述输送链板环绕连接在所述驱动轮组驱动上;所述橡胶板连接在所述输送链板的表面;并且所述橡胶板用于置放所述金属纤维材料。
18、本发明还提出了一种金属板材加工方法,使用如上述任一项所述的金属板材加工系统;所述金属板材加工方法包括以下步骤:
19、上料输送金属纤维材料;
20、启动电极电击装置的正极部件和负极部件,以使电击区形成电火花现象,从而使得所述金属纤维材料形成板状金属纤维材料;
21、对所述板状金属纤维材料进行辊压处理,以形成初步板材的金属纤维材料;
22、对所述初步板材的金属纤维材料进行喷涂处理,以形成金属板。
23、优选的,所述启动电极电击装置的正极部件和负极部件,以使电击区形成电火花现象,从而使得所述金属纤维材料形成板状金属纤维材料的步骤,包括以下:
24、检测到所述金属纤维材料输送至电击工位时,停止输送金属纤维材料;
25、启动电极电击装置的正极部件和负极部件,以使所述正极部件的电压值达到正极预设值范围以及所述负极部件的电压值达到负极预设值范围,以实现电击区形成电火花现象;
26、经过预设时长的电火花处理,所述金属纤维材料加工形成板状金属纤维材料;
27、其中,所述正极部件的正极预设值范围为300-400v;所述负极部件的负极预设值范围为300-400v;所述预设时长为30-90min。
28、有益效果:本发明的技术方案将上料筒、电极电击装置、辊压装置和喷涂装置依次有序地分别设置在上料工位、电击工位、辊压工位和喷涂工位上,可以充分地利用生产加工的空间,提高空间的利用率以及加工的流畅性;同时再通过电极电击装置的正负极部件击穿空气(或者其他介质)放电且会产生电火花现象,可以使得金属纤维直径火光四溅,可以达到金属纤维直径相互拼接以形成板状金属纤维材料,并且还不会损坏金属纤维材料;然后再通过辊压处理加工形成金属板,从而可以形成结构更加稳定的金属板,提高加工质量,进而有利于提高加工效率。
技术特征:
1.一种金属板材加工系统,其特征在于,包括:
2.根据权利要求1所述的一种金属板材加工系统,其特征在于,所述正极部件选用电压值为300-400v的正极部件;所述负极部件选用电压值为300-400v的负极部件。
3.根据权利要求1所述的一种金属板材加工系统,其特征在于,所述负极部件包括负极体和第二绝缘壳体;所述负极体设置在所述第二绝缘壳体内部且所述负极体的电极朝向所述正极部件;
4.根据权利要求3所述的一种金属板材加工系统,其特征在于,所述正极部件还包括第一导电杆,所述第一导电杆的第一端与所述正极体电连接,所述第一导电杆的第二端朝向所述负极部件;
5.根据权利要求1所述的一种金属板材加工系统,其特征在于,所述上料筒的内顶部设有至少两个导向斜边;所述上料筒的内底部设有第一出料斜边和第二出料斜边;所述第一出料斜边的顶部与其一所述导向斜边的底部衔接,所述第二出料斜边的顶部与另一所述导向斜边的底部衔接;并且所述第一出料斜边的底部和所述第二出料斜边的底部之间形成所述上料口。
6.根据权利要求1所述的一种金属板材加工系统,其特征在于,所述辊压装置包括辊压驱动电机、辊筒和第一支架;所述辊筒连接在所述第一支架上且位于所述辊压工位的上方;所述辊压驱动电机连接在所述第一支架上且与所述辊筒传动连接;并且所述辊筒对所述金属纤维材料辊压处理。
7.根据权利要求1所述的一种金属板材加工系统,其特征在于,所述喷涂装置包括第二支架、增压器、置放容器和喷涂头部件;所述置放容器设置在所述第二支架的内部;所述增压器连接在所述第二支架上且所述增压器的输入口与所述置放容器连通,所述增压器的输出口与所述喷涂头部件的输入口连通;所述喷涂头部件位于所述喷涂工位的上方,并且所述喷涂头部件的输出口用于对所述初步板材的金属纤维材料喷涂处理。
8.根据权利要求1所述的一种金属板材加工系统,其特征在于,所述输送结构包括输送驱动电机、驱动轮组和输送链板以及橡胶板;所述输送驱动电机安装在加工基台上且与所述驱动轮组驱动连接;所述输送链板环绕连接在所述驱动轮组驱动上;所述橡胶板连接在所述输送链板的表面;并且所述橡胶板用于置放所述金属纤维材料。
9.一种金属板材加工方法,其特征在于,使用如上述权利要求1-8任一项所述的金属板材加工系统;所述金属板材加工方法包括以下步骤:
10.根据权利要求9所述的一种金属板材加工方法,其特征在于,所述启动电极电击装置的正极部件和负极部件,以使电击区形成电火花现象,从而使得所述金属纤维材料形成板状金属纤维材料的步骤,包括以下:
技术总结
本发明公开一种金属板材加工系统及方法,其中,所述金属板材加工系统;包括:输送结构,所述输送结构上设有上料工位、电击工位、辊压工位和喷涂工位;上料筒,所述上料筒用于将金属纤维材料上料至所述上料工位上;电极电击装置,所述电极电击装置包括相对设置的正极部件和负极部件;所述正极部件和所述负极部件形成电火花现象,以使所述金属纤维材料形成板状金属纤维材料;辊压装置,所述辊压装置用于将所述板状金属纤维材料辊压形成初步板材的金属纤维材料;喷涂装置,所述喷涂装置设置在所述喷涂工位上且用于将所述初步板材的金属纤维材料喷涂形成金属板。本发明的技术方案可以形成结构更加稳定的金属板,提高加工质量。
技术研发人员:江发生,吴继伟,黄锐辉,黄珂,梁佩思,周礼权
受保护的技术使用者:广州市德固制冷设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!