一种在外圆面钻斜孔的定位工装的制作方法
1.本实用新型涉及用于切割的机器的通用零件,尤其涉及一种在外圆面钻斜孔的定位工装。
背景技术:
2.在圆柱类工件表面钻孔时,因接触面为弧面,钻头易打滑,导致刮伤工件表面、钻孔角度出现偏差及其他形位公差超差,甚至折断钻头。加工成品报废率提升,直接增加制造成本,造成经济损失。
技术实现要素:
3.为了提高工件的加工精度,保证工作状态的稳定性,本实用新型提供一种阀芯内孔精加工定位工装,所采取的技术方案是:
4.一种在外圆面钻斜孔的定位工装,包括与钻机台面抵接的座体,其特征在于:座体的两端固接倾斜布置的定位体,座体与定位体的夹角等于工件的轴线与拟钻孔的轴线之间的夹角;沿定位体的倾斜方向开设上端开放、下端封闭的定位盲孔或两端都开放的定位通孔,若是定位通孔时,定位通孔的下端螺接调整螺栓,调整螺栓上螺接锁紧螺母;在工件插入定位盲孔或定位通孔后,工件的下端与定位盲孔的腔底或调整螺栓的内端抵接,工件的外圆面与定位盲孔或定位通孔的内圆面间隙配合;对应工件上拟钻孔位置的定位体上、沿竖直方向开设贯通座体、直径比钻头直径略大的导向孔。
5.进一步地,定位体中部开设打断定位盲孔或定位通孔的槽口。
6.进一步地,对应导向孔上端的定位体上加工出平面。
7.进一步地,定位体上开设与定位盲孔或定位通孔相通的角度定位孔。
8.进一步地,角度定位孔的截面为长圆形,长圆形中心线的投影与定位盲孔或定位通孔轴线的投影重合。
9.进一步地,座体上开设两个以上的螺钉孔。
10.与现有技术相比,本实用新型的导向孔处于竖直状态,与钻机钻杆的轴向一致,在钻孔过程中钻杆受力竖直向下,不会产生分力,且导向孔的孔径略大于钻头的直径,在接触加工工件前引导钻头定位,同时增加钻头刚性,工件与工装完全贴合,使钻孔加工时钻头与工件完美贴合,不会左右滑动,达到精准定位,符合钻入点尺寸要求及钻孔角度与轴线角度要求。底部的调整螺母、锁紧螺母能够做到灵活调整以便调整控制零件的插入深度,进而达到调整钻孔位置。
附图说明
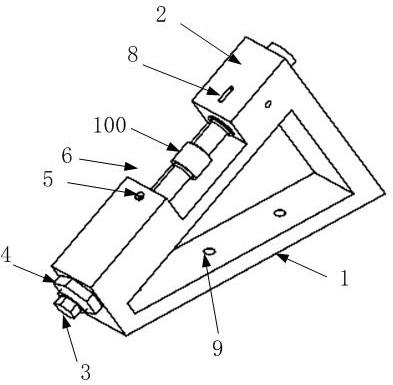
11.图1为本实用新型实施例1的结构示意图。
12.图2为图1的剖视结构示意图。
13.图3是图2的局部放大图。
14.图中标号:座体-1,定位体-2,调整螺栓-3,锁紧螺母-4,导向孔-5,槽口-6,平面-7,角度定位孔-8,螺钉孔-9。
具体实施方式
15.下面将结合本实施例中的附图,对本实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实施例一部分实施例,而不是全部的实施例。
16.实施例1,如图1-3所示的一种在外圆面钻斜孔的定位工装,包括与钻机台面抵接的座体1,座体1上开设两个螺钉孔9以穿入螺钉与钻机台面固定。座体1的两端固接倾斜布置的定位体2,座体1与定位体2的夹角a等于工件100的轴线与拟钻孔的轴线之间的夹角;沿定位体2的倾斜方向开设两端都开放的定位通孔,定位通孔的下端螺接调整螺栓3,调整螺栓3上螺接锁紧螺母4;在工件100插入定位盲孔或定位通孔后,工件的下端与调整螺栓3的内端抵接,工件的外圆面与定位盲孔或定位通孔的内圆面间隙配合;对应工件上拟钻孔位置的定位体2上、沿竖直方向开设贯通座体1、直径比钻头直径略大的导向孔5。圆柱类工件装入定位定位通孔后,通过底部调整螺栓调整工件拟钻孔的位置,调整好后锁紧锁紧螺母4,钻头从导向孔进入进行钻孔加工。
17.在另一优选实施例中,为了减少工件插入时的顺利,也便于抓握工件和观察工件,定位体2中部开设打断定位通孔的槽口6。
18.在另一优选实施例中,为便于钻头穿入导向孔5,也不让钻头滑移,对应导向孔5上端的定位体2上加工出平面7。
19.在另一优选实施例中,为了准确定位拟钻孔在工件外圆面上的周向角度,定位体2上开设与定位盲孔或定位通孔相通的角度定位孔8。角度定位孔8的截面为长圆形,长圆形中心线的投影与定位盲孔或定位通孔轴线的投影重合。如预先在工件外圆面上画上角度定位线,当角度定位线与角度定位孔8的中心线重合时确定了拟钻孔在工件外圆面上的周向角度。
20.实施例2,其他与实施例1相同,不同的是沿定位体2的倾斜方向开设上端开放、下端封闭的定位盲孔,工件的下端与定位盲孔的腔底抵接。设置槽口6时,槽口6打断定位盲孔。角度定位孔8也是与定位盲孔相通。当需要调整圆柱类工件拟钻孔的位置时,可以在盲孔内装入不同厚度的垫片以实现调整的功能。
21.以上所述,仅为本实施例较佳的具体实施方式,但本实施例的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实施例揭露的技术范围内,根据本实施例的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实施例的保护范围之内。
技术特征:
1.一种在外圆面钻斜孔的定位工装,包括与钻机台面抵接的座体(1),其特征在于:座体(1)的两端固接倾斜布置的定位体(2),座体(1)与定位体(2)的夹角(a)等于工件(100)的轴线与拟钻孔的轴线之间的夹角;沿定位体(2)的倾斜方向开设上端开放、下端封闭的定位盲孔或两端都开放的定位通孔,若是定位通孔时,定位通孔的下端螺接调整螺栓(3),调整螺栓(3)上螺接锁紧螺母(4);在工件(100)插入定位盲孔或定位通孔后,工件的下端与定位盲孔的腔底或调整螺栓(3)的内端抵接,工件的外圆面与定位盲孔或定位通孔的内圆面间隙配合;对应工件上拟钻孔位置的定位体(2)上、沿竖直方向开设贯通座体(1)、直径比钻头直径略大的导向孔(5)。2.根据权利要求1所述的一种在外圆面钻斜孔的定位工装,其特征在于:定位体(2)中部开设打断定位盲孔或定位通孔的槽口(6)。3.根据权利要求1所述的一种在外圆面钻斜孔的定位工装,其特征在于:对应导向孔(5)上端的定位体(2)上加工出平面(7)。4.根据权利要求1所述的一种在外圆面钻斜孔的定位工装,其特征在于:定位体(2)上开设与定位盲孔或定位通孔相通的角度定位孔(8)。5.根据权利要求4所述的一种在外圆面钻斜孔的定位工装,其特征在于:角度定位孔(8)的截面为长圆形,长圆形中心线的投影与定位盲孔或定位通孔轴线的投影重合。6.根据权利要求1所述的一种在外圆面钻斜孔的定位工装,其特征在于:座体(1)上开设两个以上的螺钉孔(9)。
技术总结
本实用新型是一种在外圆面钻斜孔的定位工装,包括与钻机台面抵接的座体,座体的两端固接倾斜布置的定位体,座体与定位体的夹角等于工件的轴线与拟钻孔的轴线之间的夹角;沿定位体的倾斜方向开设上端开放、下端封闭的定位盲孔或两端都开放的定位通孔,若是定位通孔时,定位通孔的下端螺接调整螺栓,调整螺栓上螺接锁紧螺母;在工件插入定位盲孔或定位通孔后,工件的下端与定位盲孔的腔底或调整螺栓的内端抵接,工件的外圆面与定位盲孔或定位通孔的内圆面间隙配合;对应工件上拟钻孔位置的定位体上、沿竖直方向开设贯通座体、直径比钻头直径略大的导向孔。本实用新型能精准定位,符合钻入点尺寸要求及钻孔角度与轴线角度要求。合钻入点尺寸要求及钻孔角度与轴线角度要求。合钻入点尺寸要求及钻孔角度与轴线角度要求。
技术研发人员:于鹏 孙毅龙 宫超
受保护的技术使用者:烟台艾迪液压科技有限公司
技术研发日:2022.01.11
技术公布日:2022/7/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1