一种自动锁螺丝机用螺丝矫正传递装置的制作方法
1.本实用新型涉及立柱装配工装领域,具体是指一种自动锁螺丝机用螺丝矫正传递装置。
背景技术:
2.单耳立柱装配过程中,需要将底板与单耳立柱端部对齐,并用螺丝将底板与单耳立柱固连,现阶段,一般在将底板上的螺栓孔与单耳立柱端部的螺栓孔对齐后,人工拿取螺丝并用电动扳手将螺丝拧紧底板及单耳立柱实现固连,操作麻烦,劳动强度大,工作效率低,人工成本较高。
技术实现要素:
3.本实用新型要解决的技术问题是克服上述技术的缺陷,提供一种自动锁螺丝机用螺丝矫正传递装置。
4.为解决上述技术问题,本实用新型提供的技术方案为一种自动锁螺丝机用螺丝矫正传递装置:包括自动送螺丝气缸底座、第一薄型带导杆气缸、第一连接板、螺丝吸具、第二薄型带导杆气缸、第二连接板、批头固定件、以及批头;所述第一薄型带导杆气缸固连于自动送螺丝气缸底座一侧,所述第二薄型带导杆气缸固连于自动送螺丝气缸底座一侧,所述第一薄型带导杆气缸、第二薄型带导杆气缸位于自动送螺丝气缸底座的相邻侧,所述第一薄型带导杆气缸的导杆、第二薄型带导杆气缸的导杆相互靠近且相互垂直,所述第一连接板与第一薄型带导杆气缸的导杆固连,所述螺丝吸具与第一连接板固连,所述第二连接板与第二薄型带导杆气缸的导杆固连,所述批头固定件与第二连接板固连,所述批头的杆体设于批头固定件内部,所述批头的头部露出。
5.作为改进,所述螺丝吸具设有2个螺丝嵌置槽,所述螺丝吸具采用弹性材质,螺丝嵌置在所述螺丝嵌置槽内时过盈配合。
6.作为改进,所述第二连接板呈l型。
7.作为改进,所述批头的杆体呈多棱柱型,所述批头的杆体插接在批头固定件内部。
8.作为改进,所述批头的杆体呈多棱柱型,所述批头的杆体卡接在批头固定件内部。
9.作为改进,所述批头的杆体为螺纹杆,所述批头的杆体螺纹连接在批头固定件内部。
10.本实用新型与现有技术相比的优点在于:本实用新型可以自动将螺丝调整状态并将螺丝送到指定位置,便于后续自动拧螺丝工作,工作稳定可靠,大大提高了效率,减轻了工人工作强度,降低劳动成本,具有很好的实用性。
附图说明
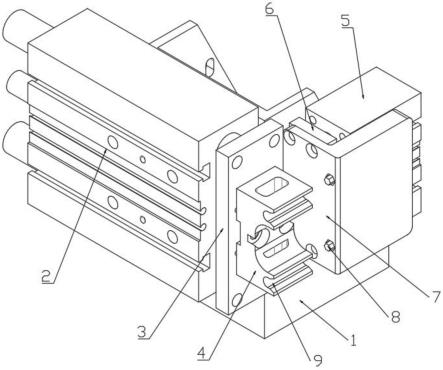
11.图1是本实用新型一种自动锁螺丝机用螺丝矫正传递装置的结构示意图1。
12.图2是本实用新型一种自动锁螺丝机用螺丝矫正传递装置的结构示意图2。
13.图3是本实用新型一种自动锁螺丝机用螺丝矫正传递装置的使用状态参考图。
14.图4是本实用新型一种自动锁螺丝机用螺丝矫正传递装置的安装在自动锁螺丝机上的状态参考图。
15.如图所示:1、自动送螺丝气缸底座,2、第一薄型带导杆气缸,3、第一连接板,4、螺丝吸具,5、第二薄型带导杆气缸,6、第二连接板,7、批头固定件,8、批头,9、螺丝嵌置槽。
16.其中,10、螺丝。
具体实施方式
17.下面结合附图对本实用新型一种自动锁螺丝机用螺丝矫正传递装置做进一步的详细说明。
18.结合附图1-4,一种自动锁螺丝机用螺丝矫正传递装置,包括自动送螺丝气缸底座1、第一薄型带导杆气缸2、第一连接板3、螺丝吸具4、第二薄型带导杆气缸5、第二连接板6、批头固定件7、以及批头8;所述第一薄型带导杆气缸2固连于自动送螺丝气缸底座1一侧,所述第二薄型带导杆气缸5固连于自动送螺丝气缸底座1一侧,所述第一薄型带导杆气缸2、第二薄型带导杆气缸5位于自动送螺丝气缸底座1的相邻侧,所述第一薄型带导杆气缸2的导杆、第二薄型带导杆气缸5的导杆相互靠近且相互垂直,所述第一连接板3与第一薄型带导杆气缸2的导杆固连,所述螺丝吸具4与第一连接板3固连,所述第二连接板6与第二薄型带导杆气缸5的导杆固连,所述批头固定件7与第二连接板6固连,所述批头8的杆体设于批头固定件7内部,所述批头8的头部露出。
19.所述螺丝吸具4设有2个螺丝嵌置槽9,所述螺丝吸具4采用弹性材质,螺丝嵌置在所述螺丝嵌置槽9内时过盈配合。
20.所述第二连接板6呈l型。
21.所述批头8的杆体呈多棱柱型,所述批头8的杆体插接在批头固定件7内部。
22.所述批头8的杆体呈多棱柱型,所述批头8的杆体卡接在批头固定件7内部。
23.所述批头8的杆体为螺纹杆,所述批头8的杆体螺纹连接在批头固定件7内部。
24.本实用新型在具体实施时,两个螺丝矫正传递装置配合使用,将两个螺丝矫正传递装置对布置在自动锁螺丝机的定位装置端部,其中定位装置是将底板上的4个螺栓孔与单耳立柱端部4个螺栓孔对齐的装置,已申请单独专利,具体结构不再赘述,将自动送螺丝气缸底座1与自动锁螺丝机的工作平台用螺栓固连,将螺丝10嵌置在螺丝嵌置槽9,且螺丝头靠近批头8,第二薄型带导杆气缸5的导杆伸出,批头8插进螺丝头凹槽,实现螺丝10角度矫正,第二薄型带导杆气缸5的导杆收缩,第一薄型带导杆气缸2的导杆伸出伸出,将螺丝10送到底板上的4个螺栓孔的正对位置,后续自动锁螺丝机上的自动拧螺丝装置即可进行拧螺丝工作,其中批头8设计并制造出多种型号,可以根据实际需要选择合适的批头8,增加螺丝矫正传递装置的适用性。
25.以上对本实用新型及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
技术特征:
1.一种自动锁螺丝机用螺丝矫正传递装置,其特征在于:包括自动送螺丝气缸底座(1)、第一薄型带导杆气缸(2)、第一连接板(3)、螺丝吸具(4)、第二薄型带导杆气缸(5)、第二连接板(6)、批头固定件(7)、以及批头(8);所述第一薄型带导杆气缸(2)固连于自动送螺丝气缸底座(1)一侧,所述第二薄型带导杆气缸(5)固连于自动送螺丝气缸底座(1)一侧,所述第一薄型带导杆气缸(2)、第二薄型带导杆气缸(5)位于自动送螺丝气缸底座(1)的相邻侧,所述第一薄型带导杆气缸(2)的导杆、第二薄型带导杆气缸(5)的导杆相互靠近且相互垂直,所述第一连接板(3)与第一薄型带导杆气缸(2)的导杆固连,所述螺丝吸具(4)与第一连接板(3)固连,所述第二连接板(6)与第二薄型带导杆气缸(5)的导杆固连,所述批头固定件(7)与第二连接板(6)固连,所述批头(8)的杆体设于批头固定件(7)内部,所述批头(8)的头部露出。2.根据权利要求1所述的一种自动锁螺丝机用螺丝矫正传递装置,其特征在于:所述螺丝吸具(4)设有2个螺丝嵌置槽(9),所述螺丝吸具(4)采用弹性材质,螺丝嵌置在所述螺丝嵌置槽(9)内时过盈配合。3.根据权利要求1所述的一种自动锁螺丝机用螺丝矫正传递装置,其特征在于:所述第二连接板(6)呈l型。4.根据权利要求1所述的一种自动锁螺丝机用螺丝矫正传递装置,其特征在于:所述批头(8)的杆体呈多棱柱型,所述批头(8)的杆体插接在批头固定件(7)内部。5.根据权利要求1所述的一种自动锁螺丝机用螺丝矫正传递装置,其特征在于:所述批头(8)的杆体呈多棱柱型,所述批头(8)的杆体卡接在批头固定件(7)内部。6.根据权利要求1所述的一种自动锁螺丝机用螺丝矫正传递装置,其特征在于:所述批头(8)的杆体为螺纹杆,所述批头(8)的杆体螺纹连接在批头固定件(7)内部。
技术总结
本实用新型公开了一种自动锁螺丝机用螺丝矫正传递装置,包括自动送螺丝气缸底座、第一薄型带导杆气缸、第一连接板、螺丝吸具、第二薄型带导杆气缸、第二连接板、批头固定件、以及批头;本实用新型可以自动将螺丝调整状态并将螺丝送到指定位置,便于后续自动拧螺丝工作,工作稳定可靠,大大提高了效率,减轻了工人工作强度,具有很好的实用性。具有很好的实用性。具有很好的实用性。
技术研发人员:郭晶耀
受保护的技术使用者:广东欣会铝制品有限公司
技术研发日:2022.01.27
技术公布日:2022/11/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1