具有自动起合治具的精雕机的制作方法
1.本实用新型涉及精雕机技术领域,具体涉及一种具有自动起合治具的精雕机。
背景技术:
2.笔记本电脑、平板电脑金属壳料等通常先通过冲压成形,然后再采用数控机床对需要加工部位进行切削,钻孔等加工,由于壳料外观通常非规格曲面,且通常为钣金件,因此进行加工时,需要将壳料装入治具,并用盖板压住,通过治具和压盖的夹紧压住,盖子和治具通过电磁铁,真空,气夹等方式合紧,在需要加工的位置对应的盖板位置开出窗口,机床刀具通过窗口对工件进行加工,如此才能避免工件震刀,让刀,移位等问题。
3.而通过此种方式虽然很好的满足了对工件的加工工艺要求,上下料过程中,需要人工先将盖子取下才能下料,上完料后还需要将盖板重新复合,盖子和治具通常通过定位销定位,而笔记本电脑壳料尺寸较大,单块盖板重量也较大,开合过程对准定位销困难,多主轴加工时,每台次上下料需开合多次治具,工作量非常大,因此需要一种可以自动开合的机械手配合上下料开合治具。
4.尽管在治具加工领域或使用冲压治具进行加工生产的设备中出现了自动拆合治具的装置,但是冲压动作简单,因此其适配的自动拆合治具的装置也较为简单,仅通过竖向升降方式将治具盖板提起或放下,若要调整或更换治具,则相应的要更换掉整套自动拆合治具装置,适用性极差,若不更换整套自动拆合治具装置则需要配合复杂庞大的调整结构,导致成本上升,设备空间过度占用,应用效果极不理想。加之精雕机对加工的要求较高,产品正面需要多种刀具进行精雕加工操作,尤其是电子产品侧壁需要加工按键或插口时,更加增加了自动起合治具的难度,因此,精雕机中应用治具自动起合装置仍属鲜见。
技术实现要素:
5.本实用新型提供一种具有自动起合治具的精雕机,以解决上述问题。
6.本实用新型实施例提供的一种具有自动起合治具的精雕机,包括床身,位于床身上的纵向移动工作台,位于纵向移动工作台上的治具;治具包括治具底座及与治具底座配合的治具盖板;还包括位于移动工作台上方且可沿横向调整位置及竖向移动以取放治具盖板的机械手;机械手包括:在工作台上方横向设置的横向轨道,可沿横向轨道移动的横向安装座,驱动横向安装座移动的横向驱动器,设置在横向安装座上的竖向轨道及可沿竖向轨道移动的竖向安装座,驱动竖向安装座移动的竖向驱动器,竖向安装座上设置用于取放治具盖板的取放装置。
7.优选地,精雕机还包括机身壳体,横向轨道安装于机身壳体上。
8.优选地,纵向移动工作台上沿横向排列设置了两个以上的治具,取放装置包括一横向设置的横臂,横臂上设置了两个以上的用于取放夹具盖板的取放单元,取放单元的间距与治具间距相对应。
9.优选地,治具盖板上设置有磁性吸取点,取放单元为电磁铁组件。
10.优选地,取放单元包括用于夹持治具盖板两侧的夹爪及驱动夹爪开合的驱动气缸。
11.优选地,治具盖板上设置了用于与取放单元配合的凸起点位,取放单元包括用于夹持所述凸起点位的夹爪及驱动夹爪开合的驱动气缸。
12.优选地,所述凸起点位为固定在治具盖板上的销钉,销钉的顶端具有直径大于销钉本体的钉头。
13.优选地,治具盖板上纵向两部分各设置了一个凸起点位,横臂上与治具相对应地设置了两个以上纵臂,纵臂的纵向两端部设置了与凸起点位对应的取放单元。
14.优选地,取放单元还包括用于将夹爪及驱动气缸安装于纵臂上的夹爪安装座,夹爪安装座可沿纵臂纵向移动地安装在纵臂上。
15.优选地,纵臂采用长条杆,长条杆的侧壁设置有t形槽,夹爪安装座通过t 形螺栓与所述t形槽配合使夹爪安装座可在长条杆上移动或固定位置;或者长条杆上设置有长条孔,夹爪安装座通过螺栓螺母与长条孔配合使夹爪安装座可在长条杆上移动或固定位置;或者长条杆上设置有沿纵向排列的多个定位孔,夹爪安装座通过螺栓螺母与定位孔配合使夹爪安装座可在长条杆上移动或固定位置。
16.优选地,夹爪及驱动气缸安装于夹爪安装座的横向侧面,夹爪安装座可拆卸地安装于纵臂上使夹爪可位于纵臂的横向同一侧或位于纵臂的横向两侧。
17.优选地,夹爪安装座的下部设置有定位销,治具盖板上相应地设置了与定位销配合的定位孔,夹爪夹持治具盖板上的凸起点位时定位销位于定位孔内。
18.优选地,夹爪安装座采用l形安装板,l形安装板扣装在纵臂上,l形安装板横向外侧壁上安装夹爪和驱动气缸,l形安装板弯折底壁上安装定位销。
19.优选地,l形安装板横向内侧壁固定在一定位板上,夹爪安装座通过定位板安装于纵臂上,且纵臂固定于定位板与l形安装板弯折底壁之间。
20.优选地,夹爪安装座上设置用于感应夹爪位于治具盖板上凸起点位对应位置处的传感器。
21.上述技术方案可以看出,由于本实用新型采用可沿横向调整位置及竖向移动以取放治具盖板的机械手,能够在不变动精雕机原有基础结构的情况下,使机械手除了在上下方向上取放治具盖板,同时还能够横向调整机械手相对于盖板的横向位置,配合治具在纵向工作台上的移动,从而省去现有技术中庞大复杂的调整机构,简化了整个自动起合治具的装置的结构,降低了结构成本,优化了结构空间,也进一步地提升了自动起合治具的加工效率。
附图说明
22.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
23.图1是本实用新型实施例中具有自动起合治具的精雕机的立体结构示意图;
24.图2是本实用新型实施例中机械手部分结构与纵向移动工作台配合的结构示意
图;
25.图3是本实用新型实施例中机械手立体结构示意图;
26.图4是本实用新型实施例中治具取放装置结构示意图;
27.图5是本实用新型杀伤力中治具取放装置另一角度的结构示意图。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
29.实施例:
30.本实用新型实施例提供一种具有自动起合治具的精雕机,结合图1至图5所示,包括床身1,床身是机床承载体,可采用大理石床身或铸铁床身或其他材质的床身亦可,床身1上设置纵向移动工作台2,本实施例中为了便于读者理解技术方案,以图2为参考定义设备方向,其中x轴表示设备横向,也称为左右方向;以y轴表示设备纵向,也称为前后方向;以z轴表示设备竖向,也称为上下方向;此处设备方向的定义仅为了能够让读者更清楚地理解本实施例中技术方案,在设备角度发生变化或放置位置有变化时,相应方向随之变化。纵向移动工作台2 可在床身的纵向轨道上滑动,纵向移动工作台2上设置了治具3;及与治具3对应的加工主轴,可以是1个加工主轴对应多个治具,也可以是每个治具对应一个加工主轴,本实施例中每个治具对应一个加工主轴,实现高效加工。治具3包括治具底座31及与治具底座配合的治具盖板32,治具底座根据加工产品背面外形加工出型腔,工件放置于治具底座上的型腔内,治具盖板32合盖于治具底座上,并将工件夹紧固定于治具底座31上,治具盖板32正面与工件正面外型相匹配,并在工件需要加工的对应位置开出窗口33。机床刀具通过窗口33对工件上需要加工的区域进行加工。精雕机还包括位于纵向移动工作台上方且可沿横向调整位置及竖向移动以取放治具盖板32的机械手4,此处上方包括正上方及上方的其他区域,因为机械手4是活动的,所以上方并不限定在正上方。机械手位于纵向工作台上方方便工件取换。一套治具会应用一段时间,加工出相同的产品,当工件型号需要更换时,治具也可能随之更换,导致治具盖板也随之更换,面对新的治具盖板,以往采用庞大复杂的调整机构对机械手的横向位置进行反复调整测试,但是本实施例中只需要控制机械手在横向上稍稍移动精确的位置,即可实现,配合纵向移动工作台还能够对治具盖板的纵向位置进行调整,位置调整好后,机械手只需上下移动取放治具盖板即可。若再有其他新类型工件需要加工时,仍然是按照此方式调整机械手位置即可。
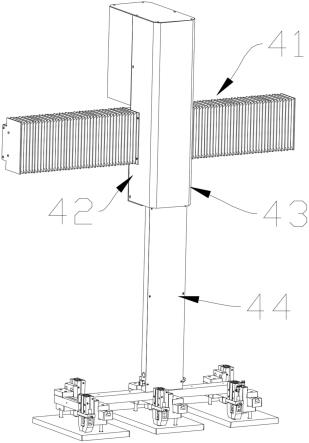
31.本实施例中机械手4包括:在工作台上方横向设置的横向轨道41,可沿横向轨道41移动的横向安装座42,驱动横向安装座移动的横向驱动器,设置在横向安装座42上的竖向轨道43及可沿竖向轨道移动的竖向安装座44,驱动竖向安装座移动的竖向驱动器,竖向安装座44上设置用于取放治具盖板的取放装置。可以采用伺服电机配合丝杠组件作为驱动器来实现机械手的横向与竖向的移动。横向轨道和竖向轨道整体上形成了一个十字架结构,占用空间较小,结构得到极大简化。
32.取放装置即治具取放装置,其可以作为机械手使用也可以作为机械手的一部分,
取放装置可以采用多种方式实现。取放装置可以包括一个取放单元或两个以上的取放单元,在其他实施例中取放单元包括用于夹持治具盖板两侧的夹爪及驱动夹爪开合的驱动气缸,这时候夹爪的张开尺寸要求较大,整个夹爪的尺寸较大,但是对于治具侧壁需要开窗口的工件来说则会存在干扰取放的问题;还有的实施例中,治具盖板上设置有磁性吸取点,取放单元为电磁铁组件。治具盖板上可以粘接或焊接上磁铁石或铁块作为磁性吸取点,电磁铁组件可以受到机床控制系统的控制,对磁性吸取点产生或释放磁吸力。
33.本实施例中采用了新的改进措施,治具盖板32上设置了用于与取放单元配合的凸起点位,凸起点位所占用的位置相对较小,易于应用实践,取放单元包括用于夹持所述凸起点位的夹爪45及驱动夹爪开合的驱动气缸46。凸起点位是在治具盖板上设置的凸起点,能够被夹爪夹取住即可。相比以往夹持治具盖板两侧的方式存在影响侧壁加工以及夹爪适配尺寸较大,夹持不稳定的问题,本实施例中以较小的成本在治具盖板上设置凸起点位得以解决现有问题。凸起点位在治具盖板上避开相应的加工窗口即可,配合上机械手及纵向移动工作台的位置调整动作,可以在不同的工件产品中,将凸起点位在治具盖板上的位置做些许调整,加工灵活性提升。
34.为了便于生产,提升取放治具盖板的稳定性,本实施例中所述凸起点位为固定在治具盖板32上的销钉34,销钉34的顶端具有直径大于销钉本体的钉头,能够有效防止夹爪夹取时出现脱落现象。在其他实施例中凸起点位可以是一个凸块,或者是在凸块上设置一个开口,或者是铁丝绳制成的绳扣等能够被夹爪夹取的点即可。在一些工件尺寸相对较小的加工场合,治具盖板的重量不大,可以考虑治具盖板上只设置一个凸起点位,凸起点位偏向治具盖板中心位置即可,不要求一定要在治具盖板正中心,可以有所偏离,取放装置夹持到该凸起点位后不发生侧翻或晃动即可。但是在一些工件尺寸相对较大的加工场合,则治具盖板上两个凸起点位为宜。相应地,机械手上对应有两个取放单元为一组用于夹持该治具盖板上的两个凸起点位。
35.在一些精雕机应用中,其床身上会设置一个龙门支架以用于承载机械手,龙门支架的设置会增加床身空间的占用,且增加成本。作为一种改进措施,本实施中,精雕机还包括机身壳体9,横向轨道41安装于机身壳体9上。由于本实施例中机械手的结构较为简化,也只需在横向和竖向上移动,因此,巧妙地将机身壳体作为机械手的承载部件,起到了一物多用的效果,结构共享,空间利用率较高,且省去了额外增加龙门支架的成本。
36.为了适应多主轴加工的精雕机,本实施例中纵向移动工作台2上沿横向排列设置了两个以上的治具3,如图所示为一个纵向移动工作台上设置了3个治具,当然精雕机也对应设置了3个加工主轴,取放装置包括一横向设置的横臂47,横臂47上设置了两个以上的用于取放夹具盖板的取放单元,取放单元的间距与治具间距相对应。如果治具盖板上只设置一个凸起点位,则横臂上每个凸起点位对应一个取放单元即可。
37.本实施例中治具盖板32上纵向两部分各设置了一个凸起点位,即一个治具盖板上有两个凸起点位,纵向两部分是指将治具盖板在纵向上虚拟地划分为两半部分,前半部分上设置一个凸起点位,后半部分上也设置一个凸起点位,两个凸起点位可以是在同一纵向直线上,也可以是在纵向直线上错开设置,以保证凸起点位不会影响到加工窗口的设置,可以保证凸起点位根据治具盖板上设置的窗口而灵活调整。横臂47上与治具相对应地设置了两个以上纵臂48,纵臂 48的纵向两端部设置了与凸起点位对应的取放单元。
38.取放单元还包括用于将夹爪45及驱动气缸46安装于纵臂48上的夹爪安装座 450,夹爪安装座450可沿纵臂纵向移动地安装在纵臂48上,当两个凸起点位在纵向上的间距发生变化时,可以通过调整两个夹爪安装座在纵臂上的纵向距离进行适应调整,结构合理,操作简单方便。
39.本实施例中纵臂48采用长条杆,长条杆的侧壁设置有t形槽481,夹爪安装座450通过t形螺栓与所述t形槽481配合使夹爪安装座450可在长条杆上移动或固定位置,需要移动时,拧松t形螺栓,需要固定时,拧紧t形螺栓,结构简单合理,便于操作。在其他实施例中长条杆上设置有长条孔,夹爪安装座通过螺栓螺母与长条孔配合使夹爪安装座可在长条杆上移动或固定位置,能够具有相近的效果。另外的实施例中长条杆上设置有沿纵向排列的多个定位孔,夹爪安装座通过螺栓螺母与定位孔配合使夹爪安装座可在长条杆上移动或固定位置,这种多定位孔的结构调整位置时只能在特定的位置,调整范围会受到限制,但仍然是一种简单的调整方式。
40.夹爪45及驱动气缸46安装于夹爪安装座的横向侧面,即左右两侧面,夹爪安装座450可拆卸地安装于纵臂48上使夹爪45可位于纵臂的横向同一侧或位于纵臂的横向两侧,以便适应凸起点位在同一纵向直线或在纵向直线上错开位置的情形,适应性较强。例如图2中展示的是夹爪位于纵臂横向同一侧的结构,图 3则展示了夹爪位于纵臂横向不同两侧的结构。
41.夹爪安装座450的下部设置有定位销49,治具盖板32上相应地设置了与定位销49配合的定位孔30,夹爪45夹持治具盖板32上的凸起点位34时定位销49位于定位孔内30。
42.夹爪安装座450采用l形安装板,l形安装板固定在纵臂48上时l形安装板弯折内侧与纵臂匹配,l形安装板弯折外侧壁上安装夹爪45和驱动气缸46,l形安装板弯折底壁上安装定位销49。l形安装板的l形结构能够与纵臂完好配合,弯折的内侧和外侧都被充分利用,空间利用率高,结构合理。
43.l形安装板弯折内侧壁固定在一定位板451上,夹爪安装座450通过定位板 451安装于纵臂48上,且纵臂48固定于定位板451与l形安装板弯折底壁之间。定位板与l形安装板形成了一个具有开口的安装空间,保证了夹爪安装座更加稳定的被安装,且空间的利用率达到极致,结构更加合理。
44.本实施例中为了进一步保证定位销可以准确插入到定位孔内,以确保夹爪位于凸起点位相对应的位置上,夹爪安装座450上设置用于感应夹爪位于治具盖板上凸起点位对应位置处的接近感应传感器50,接近感应传感器50位于定位销旁49侧且朝下的一面感应治具盖板是否靠近。如果定位销与定位孔不对应,定位销会顶住治具盖板使得夹爪安装座无法继续向下,接近感应传感器检测不到治具盖板靠近,此时能够判断夹爪位置不正确,需要调整,直到接近感应传感器感应到治具盖板已经靠近,定位销则插入定位孔内。采用接近感应传感器更加适合夹爪与治具盖板接近后夹取的工作方式,接近感应传感器设置在定位销旁侧,能够更充分的利用夹爪安装座上有限的空间,结构合理,且完全不会受到其他部件的干扰,检测更加精准。
45.可以看出,本实施例中取放装置就是治具取放装置,用于治具盖板上具有凸起位点的治具取放,从广义来看,治具取放装置包括用于夹持所述凸起位点的夹爪及驱动夹爪开合的驱动气缸,夹爪及驱动气缸安装于夹爪安装座上,夹爪安装座的下部设置有定位销,
治具盖板上相应地设置了与定位销配合的定位孔,夹爪夹持治具盖板上的凸起点位时定位销位于定位孔内,能够保证治具盖板取放的高效、准确。
46.本实施例中凸起位点采用了固定在治具盖板上的销钉,销钉的顶端具有直径大于销钉本体的钉头,钉头能够让夹爪抓取时不会脱离,保证抓取的成功率和稳定。销钉在生产中易于生产加工,作为凸起点位使用更能够保证生产高效。
47.本实施例中定位销49的头部呈由前端向后直径逐渐增大的圆锥状,也即定位销的头部形成了导向结构,在实际加工过程中,即便定位销与定位孔之间存在一点点位置偏差,也能够在定位销头部导向结构的作用下自动进行微小调整,因此,该定位销还具备了一定的微小位置的调整定位功能。
48.将治具取放装置应用于机械手中,机械手设置一横向设置的横臂,横臂上设置纵臂,纵臂的纵向两端部分别设置治具取放装置,这里的治具取放装置是狭义的,是指取放单元,因此,治具取放装置中的夹爪与治具盖板上的凸起点位分别对应,也就是取放单元的夹爪与治具盖板的凸起点位分别对应。
49.由于纵向移动工作台上设置了两个以上的治具,因此,横臂上设置两个以上的纵臂;由于治具盖板上是设置两个凸起点位,因此,每个纵臂的两端部可纵向移动地安装夹爪安装座,从而每个凸起点位能够有夹爪与之对应。
50.本实施例中的具有自动起合治具的精雕机在加工时,选定好一款产品的治具并安装在纵向移动工作台上,然后将待加工产品放入到治具上,控制机械手拾取治具盖板盖压在治具上,使得待加工产品被固定,然后机械手让开空间,加工主轴与纵向移动工作台配合开始对治具内的待加工产品进行加工,等到待加工产品被加工成已加工产品后,加工主轴让开空间(也可以是纵向移动工作台移动到空旷空间处),控制机械手拾取治具盖板,将已加工产品取出,放入待加工产品,机械手再次将治具盖板放到治具上,进行下一轮加工,如此循环。若需要加工其他款产品,则需要更换治具及治具盖板,那么新的治具盖板有可能凸起点位会因窗口开设的位置变动而需要避让,那么新治具盖板上的凸起点位与原治具盖板上的凸起点位发生了变化,那么此时可以根据凸起点位的变化而快速调整,例如凸起点位整体左移,那么只需要控制机械手左移即可,完全不需要其他任何结构改动,加工的适应效率极高,可以马上适用;例如凸起点位一个向左另一个向右偏移了,那么可以将夹爪安装座调换成位于纵臂不同侧,同样不需要对结构进行大概,只是通过拆装相关部件即可实现新适配;例如凸起位点在纵向上向内调整了,那么夹爪安装座沿着纵臂调整位置即可,可见,本实施例中的取放装置,可以仅通过拆装部件的方式就能够立刻适配新的治具盖板,无需对结构进行大改,节省了治具更换后而大幅调整取放装置结构的时间与材料成本,实用性高,成本低,且结构合理,空间利用率较高,取放精度能够得到保证。
51.以上对本实用新型实施例所提供的一种具有自动起合治具的精雕机进行了详细介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想和方法,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1