一种新型二切分导卫装置的制作方法
1.本实用新型涉及切分导卫技术领域,特别涉及一种新型二切分导卫装置。
背景技术:
2.轧件需要经过切分孔型后,经过切分导卫将料型切分开,原有切分导卫,由于料型撞击力较大,经常发生调整蜗杆变形、导轮轴变形及轴孔磨损严重造成导轮窜动,并且导卫内部由于一直与轧件接触,温度较高,发生内部磨损较快及变形等问题。同时,切分轮角度过小造成料型切不开,切分轮角度过大造成料型撞击总成侧板,因此需要设计一种结构解决上述问题。
技术实现要素:
3.本实用新型的目的在于克服上述的不足,本实用新型提供一种新型二切分导卫装置,结构简单,使用寿命长。
4.本实用新型提供的一种新型二切分导卫装置,包括箱体总成;两个安装在所述箱体总成内并上下相对设置的切分轮组件,所述切分轮组件包括切分轮轴以及转动安装在该切分轮轴上的切分轮,所述切分轮轴包括轴本体以及偏心设置在该轴本体一端的调整段,所述轴本体另一端通过偏心轴套安装在所述箱本体上,所述偏心轴套的内孔与该偏心轴套的外侧面偏心设置,且该偏心轴套的外侧面与所述调整段同轴设置;以及调整机构,包括两个分别同轴固定在两个所述调整段上的蜗轮、与两个所述蜗轮啮合并转动安装在所述箱体总成上的蜗杆。
5.进一步地,所述偏心轴套为铜套。
6.进一步地,所述调整机构还包括保护罩,所述保护罩罩住所述蜗杆并固定在所述箱体总成上,且所述保护罩的上侧具有让所述蜗杆上端伸出的通孔。
7.进一步地,每所述切分轮组件的后侧设置有切分刀片,所述切分刀片的横截面呈三角形。
8.进一步地,所述新型二切分导卫装置还包括设置在所述箱体总成的出口处的分料机构,所述分料机构包括两个并排设置的分料单元,所述分料单元包括两个相对设置的分料轮组,所述分论轮组包括固定安装在所述箱体总成上的分料轮轴以及转动安装在该分料轮轴上的分料轮。
9.进一步地,所述分料轮包括轮本体以及形成在所述轮本体的两端的导向段,所述轮本体呈圆柱状,所述导向段的直径沿远离所述轮本体的方向逐渐增大。
10.进一步地,还包括鼻锥,所述鼻锥固定安装在所述箱体总成的前侧,且所述鼻锥的鼻尖孔型与轧机的轧辊孔型相匹配。
11.进一步地,所述箱体总成内形成有水冷通道,所述水冷通道的进口设置有冷却水接口,所述水冷通道的出口朝向所述切分轮。
12.进一步地,所述切分轮轴上设置有油气孔,所述箱体总成内形成有润滑油通道,所
述润滑油通道的进口设置有油接口,所述润滑油通道的出口与所述油气孔连通。
13.进一步地,所述切分轮的角度为90
°
,且上下两个所述切分轮的间隙为1mm。
14.本实用新型的有益效果是:本实用新型的新型二切分导卫装置,鼻锥与轧槽紧密贴合,间隙小,避免料型绕辊故障产生;切分轮采用油气润滑,水冷却,可提高切分轮使用寿命,延长轧制时间;切分轮角度全部统一为90
°
,上下切分轮间隙为1mm,即保证料型能够被切分轮撕开,也保证料型不因角度过大撞击总成侧壁;调整蜗杆改为内置式,保证蜗杆不会发生变形,提高调整精度;轴孔加铜套,轴孔磨损后更换铜套即可,提升总成使用时间;设置切分刀片呈三角形,即可以在切分轮未将料型撕开时,切分刀片可将料型切开,起到保护导卫作用,又能防止刀片粘铁;出口位置采用分料盒,分料轮保证料型不与导卫摩擦产生黏铁。
附图说明
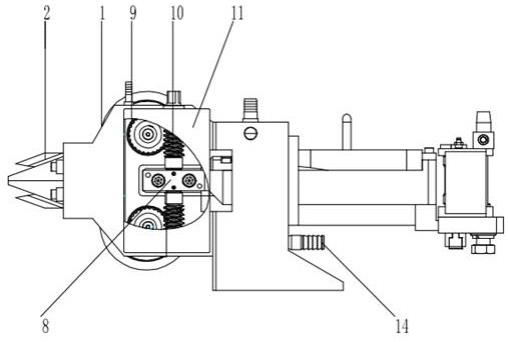
15.图1是本实用新型的实施例中新型二切分导卫装置的结构示意图;
16.图2是本实用新型的实施例中新型二切分导卫装置的剖视图;
17.图3是本实用新型的实施例中切分轮组和调整结构的侧剖示意图;以及
18.图4是本实用新型的实施例中分料机构的结构示意图。
19.图中1为箱体总成,2为鼻锥,3为切分刀片,4为切分轮,5为轴本体,6为调整段,7为偏心轴套,8为底座,9为蜗轮,10为蜗杆,11为保护罩,12为分料轮轴,13为分料轮,14为冷却水接口。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动后提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.图1是本实用新型的实施例中新型二切分导卫装置的结构示意图;图2是本实用新型的实施例中新型二切分导卫装置的剖视图;图3是本实用新型的实施例中切分轮组和调整结构的侧剖示意图。
22.如图1至图3所示,本实施例中的新型二切分导卫装置,包括箱体总成1、鼻锥2、两个切分轮组件、切分刀片3、以及分料机构。
23.箱体总成1内形成有水冷通道和润滑油通道。水冷通道的进口设置有冷却水接口14。润滑油通道的进口设置有油接口。
24.鼻锥2固定安装在箱体总成1前侧的进口处,且鼻锥2的鼻尖孔型与轧机的轧辊孔型相匹配。
25.两个切分轮组件安装在箱体总成1内上下相对设置。每个切分轮组件包括切分轮轴以及通过轴承转动安装在该切分轮轴上的切分轮4。
26.切分轮轴的一侧(即图3的左侧)形成有油气孔,该油气孔的一端(即图3的左端)安装有油管快插接头(图中未示出)。润滑油通道的一个出口与切分轮轴上的油管快插接头连接。切分轮轴包括轴本体5以及偏心设置在该轴本体5一端(即图3的右端)的调整段6。轴本
体5的另一端(即图3的左端)通过偏心轴套7安装在箱本体上。调整段6朝向轴本体5的一端(即图3的左端)安装在箱本体的安装孔内并与该安装孔的孔壁间隙配合,且调整段6与安装孔的孔壁之间设置有注油槽。偏心轴套7的内孔与外侧面偏心设置,且该偏心轴套7的外侧面与调整段6同轴设置。偏心轴套7为铜套。
27.两个切分轮4之间形成2个切分通道。切分轮4的角度为90
°
,且上下两个切分轮4的间隙为1mm。水冷通道的其中一个出口朝向的两个切分轮4。
28.调整机构包括固定在箱本体上的底座8、两个分别同轴固定在两个调整段6的另一端(即图3的右端)上的蜗轮9、与两个蜗轮9啮合并通过铜套转动安装在底座8上的蜗杆10、以及通过螺栓固定在底座8上并罩住蜗杆10的保护罩11,保护罩11的上侧具有让蜗杆10上端伸出的通孔。
29.切分刀片3设置在两个切分通道的后侧并位于两个切分通道的中间位置,其横截面为三角形,即、自前向后宽度逐渐增大,从而能够有效防止刀片粘铁。切分刀片将箱体总成1内腔的中间部分划分成两个中部切分通道。
30.图4是本实用新型的实施例中分料机构的结构示意图。
31.如图2和图4所示,分料机构设置在箱体总成1的出口处,并位于切分刀片3的后侧,包括两个分别位于两个中部切分通道的后侧的分料单元。每个分料单元包括固定安装在箱体总成1上的分料轮轴12以及通过轴承转动安装在该分料轮轴12上的分料轮13。分料轮轴12的一端设置有分料油气孔,该分料油气孔的端部设置有油管快插接头,润滑油通道的另一个出口与分料轮轴上的油管快插接头连接。
32.分料轮13包括轮本体以及形成在轮本体的两端的导向段,轮本体呈圆柱状,导向段为直径沿远离轮本体的方向逐渐增大的圆台结构。通过两头大,中间小,保护料型在中间位置通行。水冷通道的另一个出口朝向分料轮13。
33.采用本实施例的新型二切分导卫装置,鼻锥2与轧槽紧密贴合,间隙小,避免料型绕辊故障产生;切分轮4采用油气润滑,水冷却,可提高切分轮4使用寿命,延长轧制时间;切分轮4角度全部统一为90
°
,上下切分轮4间隙为1mm,即保证料型能够被切分轮4撕开,也保证料型不因角度过大撞击总成侧壁;调整蜗杆10改为内置式,保证蜗杆10不会发生变形,提高调整精度;轴孔加铜套,轴孔磨损后更换铜套即可,提升总成使用时间;设置切分刀片3呈三角形,即可以在切分轮4未将料型撕开时,切分刀片3可将料型切开,起到保护导卫作用,又能防止刀片粘铁;出口位置采用分料盒,分料轮保证料型不与导卫摩擦产生黏铁。
34.综上,是本实用新型的具体应用范例,对本实用型保护范围不构成限制,采用等效替换的技术方案均落在本实用新型保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1