锁芯自动加工生产线的制作方法
1.本实用新型属于锁件加工技术领域,特别是涉及一种锁芯自动加工生产线。
背景技术:
2.目前,随着人们安全防护意识的逐渐增强,锁具得到广泛使用,人们对锁具的要求也越来越高。为了提高锁具的安装性,锁芯的设计越来越复杂,如图1所示现有的一种锁芯,锁芯160上设置有第一锁孔161、第二锁孔162、第三锁孔163、第四锁孔164、第五锁孔165、第六锁孔166、第七锁孔167和两个锁槽168,第一锁孔161沿锁芯的长度方向贯通设置在锁芯160上,第二锁孔162、第四锁孔164和第五锁孔165设置在锁芯的长度方向上的一端,第三锁孔163、第六锁孔166和第七锁孔167设置在锁芯160的长度方向上的另一端,第二锁孔162、第三锁孔163、第四锁孔164、第五锁孔165、第六锁孔166和第七锁孔167的一端贯通锁芯160的侧部表面;两个锁槽168位于第一锁孔161内,两个锁槽168分别设置在锁芯160的长度方向上的两端。第二锁孔162、第三锁孔163、第四锁孔164、第五锁孔165、第六锁孔166和第七锁孔167用于安装防钻钉,防钻钉的硬度高于锁芯本体的硬度,从而提高锁芯的局部硬度,防止暴力破坏锁芯。因此,该锁芯的加工工序也越来越多。
3.然而,现有技术中的加工方式是通过人工将锁芯逐一放入不同的加工机床中进行加工,由于各工序之间无法连贯操作,导致需要大量的劳动力才能完成上料、下料和运料,不仅劳动强度大,生产效率低,而且各工序之间的不连贯性还会导致加工误差的积累,产品合格率低。
技术实现要素:
4.本实用新型所要解决的技术问题是:针对现有的锁芯加工时各工序之间无法连贯操作的问题,提供一种锁芯自动加工生产线。
5.为解决上述技术问题,本实用新型实施例提供一种锁芯自动加工生产线,包括机架、以及设置在所述机架上的上料设备、移动设备、第一去毛刺设备、钻孔装钉设备、槽位加工设备、第二去毛刺设备、第三去毛刺设备和下料设备;
6.所述移动设备用于带动锁芯依次在所述上料设备、所述第一去毛刺设备、所述钻孔装钉设备、所述槽位加工设备、所述第二去毛刺设备、所述第三去毛刺设备和所述下料设备之间移动;
7.所述第一去毛刺设备用于对锁芯的第一锁孔进行去毛刺处理;
8.所述钻孔装钉设备用于在锁芯上加工出第二锁孔、第三锁孔、第四锁孔、第五锁孔、第六锁孔和第七锁孔,并向所述第二锁孔、所述第三锁孔、所述第四锁孔、所述第五锁孔、所述第六锁孔和所述第七锁孔内插入防钻钉;
9.所述槽位加工设备用于在锁芯的第一锁孔内加工两个锁槽;
10.所述第二去毛刺设备用于对锁芯的第一锁孔进行去毛刺处理;
11.所述第三去毛刺设备用于对锁芯的第二锁孔和第三锁孔进行去毛刺处理;
12.所述下料设备用于将经所述第三去毛刺设备去毛刺处理后的锁芯下料。
13.可选地,所述钻孔装钉设备包括第一钻孔设备、第一装钉设备、第二钻孔设备和第二装钉设备;
14.所述移动设备用于带动锁芯依次在所述上料设备、所述第一去毛刺设备、所述第一钻孔设备、所述第一装钉设备、所述第二钻孔设备、所述第二装钉设备、所述槽位加工设备、所述第二去毛刺设备、所述第三去毛刺设备和所述下料设备之间移动;
15.所述第一钻孔设备用于在锁芯上加工出所述第二锁孔和所述第三锁孔;
16.所述第一装钉设备用于向所述第二锁孔和所述第三锁孔内插入防钻钉;
17.所述第二钻孔设备用于在锁芯上加工出所述第四锁孔、所述第五锁孔、所述第六锁孔和所述第七锁孔;
18.所述第二装钉设备用于向所述第四锁孔、所述第五锁孔、所述第六锁孔和所述第七锁孔内插入防钻钉。
19.可选地,所述机架包括第一支撑架、第二支撑架和第三支撑架,所述第一支撑架、所述第二支撑架和所述第三支撑架呈u型分布;
20.所述上料设备、所述第一去毛刺设备、所述第一钻孔设备和所述第一装钉设备设置在所述第一支撑架上;
21.所述第二钻孔设备和所述第二装钉设备设置在所述第二支撑架上;
22.所述槽位加工设备、所述第二去毛刺设备、所述第三去毛刺设备和所述下料设备设置所述第三支撑架上。
23.可选地,所述移动设备包括第一移动装置、第二移动装置和第三移动装置;
24.所述第一移动装置设置在所述第一支撑架上,所述第一移动装置用于带动锁芯依次在所述上料设备、所述第一去毛刺设备、所述第一钻孔设备和所述第一装钉设备之间移动;
25.所述第二移动装置设置在所述第二支撑架上,所述第二移动装置用于带动锁芯依次在所述第一装钉设备、所述第二钻孔设备和所述第二装钉设备之间移动;
26.所述第三移动装置设置在所述第三支撑架上,所述第三移动装置用于带动锁芯依次在所述第二装钉设备、所述槽位加工设备、所述第二去毛刺设备、所述第三去毛刺设备和所述下料设备之间移动。
27.可选地,所述锁芯自动加工生产线还包括第一中转平台、第二中转平台和第三中转平台;所述移动设备还包括第四移动装置;
28.所述第一中转平台设置在所述第一支撑架上;所述第一移动装置用于带动锁芯依次在所述上料设备、所述第一去毛刺设备、所述第一钻孔设备、所述第一装钉设备和所述第一中转平台之间移动;
29.所述第二中转平台、所述第三中转平台和所述第四移动装置设置在所述第二支撑架上;所述第四移动装置用于带动锁芯在所述第一中转平台和所述第二中转平台之间移动;
30.所述第二移动装置用于带动锁芯依次在所述第二中转平台、所述第二钻孔设备、所述第二装钉设备和所述第三中转平台之间移动;
31.所述第三移动装置用于带动锁芯依次在所述第三中转平台、所述槽位加工设备、
所述第二去毛刺设备、所述第三去毛刺设备和所述下料设备之间移动。
32.可选地,所述第一钻孔设备包括第一钻孔装置和第二钻孔装置;所述第一钻孔装置用于在锁芯的第一端加工出第二锁孔,所述第二钻孔装置用于在锁芯的第二端加工出第三锁孔;
33.所述第一移动装置用于带动锁芯依次在所述上料设备、所述第一去毛刺设备、所述第一钻孔装置、所述第二钻孔装置、所述第一装钉设备和所述第一中转平台之间移动。
34.可选地,所述第一移动装置包括设置在所述第一支撑架上的第一驱动机构、第一夹持治具、第二夹持治具、第三夹持治具、第四夹持治具和第五夹持治具;
35.所述第一驱动机构用于驱动所述第一夹持治具、所述第二夹持治具、所述第三夹持治具、所述第四夹持治具和所述第五夹持治具同步移动;
36.所述第一夹持治具用于在所述第一驱动机构的带动下在所述上料设备和所述第一去毛刺设备之间移动;所述第二夹持治具用于在所述第一驱动机构的带动下在所述第一去毛刺设备和所述第一钻孔装置之间移动;所述第三夹持治具用于在所述第一驱动机构的带动下在所述第一钻孔装置和所述第二钻孔装置之间移动;所述第四夹持治具用于在所述第一驱动机构的带动下在所述第二钻孔装置和所述第一装钉设备之间移动;所述第五夹持治具用于在所述第一驱动机构的带动下在所述第一装钉设备和所述第一中转平台之间移动。
37.可选地,所述第二钻孔设备包括第三钻孔装置和第四钻孔装置;所述第三钻孔装置用于在锁芯的第一端加工出第四锁孔和第五锁孔,所述第四钻孔装置用于在锁芯的第二端加工出第六锁孔和第七锁孔;
38.所述第二移动装置用于带动锁芯依次在所述第二中转平台、所述第三钻孔装置、所述第四钻孔装置、所述第二装钉设备和所述第三中转平台之间移动。
39.可选地,所述第二移动装置包括设置在所述第二支撑架上的第二驱动机构、第六夹持治具、第七夹持治具、第八夹持治具和第九夹持治具;
40.所述第二驱动机构用于驱动所述第六夹持治具、所述第七夹持治具、所述第八夹持治具和所述第九夹持治具同步移动;
41.所述第六夹持治具用于在所述第二驱动机构的带动下在所述第二中转平台和所述第三钻孔装置之间移动;所述第七夹持治具用于在所述第二驱动机构的带动下在所述第三钻孔装置和所述第四钻孔装置之间移动;所述第八夹持治具用于在所述第二驱动机构的带动下在所述第四钻孔装置和所述第二装钉设备之间移动;所述第九夹持治具用于在所述第二驱动机构的带动下在所述第二装钉设备和所述第三中转平台之间移动。
42.可选地,所述第三移动装置包括设置在所述第三支撑架上的第三驱动机构、第十夹持治具、第十一夹持治具、第十二夹持治具和第十三夹持治具;
43.所述第三驱动机构用于驱动所述第十夹持治具、所述第十一夹持治具、所述第十二夹持治具和所述第十三夹持治具同步移动;
44.所述第十夹持治具用于在所述第三驱动机构的带动下在所述第三中转平台和所述槽位加工设备之间移动;所述第十一夹持治具用于在所述第三驱动机构的带动下在所述槽位加工设备和所述第二去毛刺设备之间移动;所述第十二夹持治具用于在所述第三驱动机构的带动下在所述第二去毛刺设备和所述第三去毛刺设备之间移动;所述第十三夹持治
具用于在所述第三驱动机构的带动下在所述第三去毛刺设备和所述下料设备之间移动。
45.本实用新型实施例提供的锁芯自动加工生产线,与现有技术相比,将上料设备、第一去毛刺设备、钻孔装钉设备、槽位加工设备、第二去毛刺设备和第三去毛刺设备集成在一起,并通过移动设备实现锁芯在上述各个设备之间的自动化传送,使得前后工序之间能够连贯操作,从而实现了对锁芯进行上料-去毛刺-钻孔-装钉-加工锁槽-去毛刺-去毛刺-下料的一系列自动化连贯操作,极大地减少了加工过程的人工参与,减少了加工误差的积累,提高了生产效率,同时有利于控制锁芯的加工精度,提高锁芯生产的良品率。
附图说明
46.图1是本实用新型一实施例提供的锁芯自动加工生产线所加工的锁芯的结构示意图;
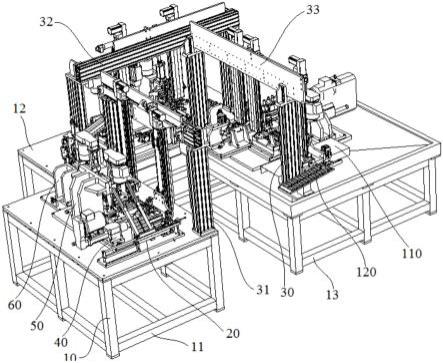
47.图2是本实用新型一实施例提供的锁芯自动加工生产线的结构示意图一;
48.图3是本实用新型一实施例提供的锁芯自动加工生产线的结构示意图二;
49.图4是本实用新型一实施例提供的锁芯自动加工生产线的结构示意图三;
50.图5是图2中上料设备、第一移动装置、第一去毛刺设备、第一钻孔设备、第一装钉设备和第一中转平台的结构示意图;
51.图6是图5中第一移动装置的结构示意图;
52.图7是图3中第二中转平台、第四移动装置、第二移动装置、第二钻孔设备、第二装钉设备和第三中转平台的结构示意图;
53.图8是图7中第二移动装置的结构示意图;
54.图9是图4中第三移动装置、槽位加工设备、第二去毛刺设备、第三去毛刺设备和下料设备的结构示意图;
55.图10是图9中第三移动装置的结构示意图。
56.说明书中的附图标记如下:
57.10、机架;11、第一支撑架;12、第二支撑架;13、第三支撑架;
58.20、上料设备;
59.30、移动设备;31、第一移动装置;311、第一驱动机构;312、第一夹持治具;3121、第一驱动件;3122、第一夹爪;313、第二夹持治具;3131、第二驱动件;3132、第二夹爪; 314、第三夹持治具;3141、第八驱动机构;3142、第三驱动件;3143、第三夹爪;315、第四夹持治具;3151、第四驱动件;3152、第四夹爪;316、第五夹持治具;3161、第五驱动件; 3162、第五夹爪;317、第一龙门架;318、第一连接件;319、第三导向机构;3110、第二连接件;3111、第三连接件;3112、第六驱动机构;3113、第七驱动机构;
60.32、第二移动装置;321、第二驱动机构;322、第六夹持治具;3221、第六驱动件;3222、第六夹爪;323、第七夹持治具;3231、第十一驱动机构;3232、第七驱动件;3233、第七夹爪;324、第八夹持治具;3241、第八驱动件;3242、第八夹爪;325、第九夹持治具;3251、第九驱动件;3252、第九夹爪;326、第二龙门架;327、第四连接件;328、第四导向机构; 329、第五连接件;3210、第六连接件;3211、第九驱动机构;3212、第十驱动机构;
61.33、第三移动装置;331、第三驱动机构;332、第十夹持治具;3321、第十五驱动机构; 3322、第十驱动件;3323、第十夹爪;333、第十一夹持治具;3331、第十六驱动机构;
3332、第十一驱动件;3333、第十一夹爪;334、第十二夹持治具;3341、第十二驱动件;3342、第十二夹爪;335、第十三夹持治具;3351、第十七驱动机构;3352、第十三驱动件;3353、第十三夹爪;336、第三龙门架;337、第七连接件;338、第五导向机构;339、第八连接件; 3310、第九连接件;3311、第十连接件;3312、第十二驱动机构;3313、第十三驱动机构; 3314、第十四驱动机构;34、第四移动装置;341、第四龙门架;342、第十八驱动机构;343、第十四夹持治具;3431、第二十驱动机构;3432、第十四驱动件;3433、第十四夹爪;344、第十一连接件;345、第十九驱动机构;
62.40、第一去毛刺设备;
63.50、第一钻孔设备;51、第一钻孔装置;52、第二钻孔装置;
64.60、第一装钉设备;
65.70、第二钻孔设备;71、第三钻孔装置;72、第四钻孔装置;
66.80、第二装钉设备;90、槽位加工设备;100、第二去毛刺设备;110、第三去毛刺设备; 120、下料设备;130、第一中转平台;
67.140、第二中转平台;141、第四驱动机构;142、第一中转载台;143、第一导向机构;
68.150、第三中转平台;151、第五驱动机构;152、第二中转载台;153、第二导向机构;
69.160、锁芯;161、第一锁孔;162、第二锁孔;163、第三锁孔;164、第四锁孔;165、第五锁孔;166、第六锁孔;167、第七锁孔;168、锁槽。
具体实施方式
70.为了使本实用新型所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
71.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
72.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
73.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
74.如图1至图4所示,本实用新型实施例提供的锁芯自动加工生产线,包括机架10以及设置在机架10上的上料设备20、移动设备30、第一去毛刺设备40、钻孔装钉设备、槽位加工设备90、第二去毛刺设备100、第三去毛刺设备110和下料设备120;
75.移动设备30用于带动锁芯160依次在上料设备20、第一去毛刺设备40、钻孔装钉设备、槽位加工设备90、第二去毛刺设备100、第三去毛刺设备110和下料设备120之间移动;
76.第一去毛刺设备40用于对锁芯160的第一锁孔161进行去毛刺处理;
77.钻孔装钉设备用于在锁芯160上加工出第二锁孔162、第三锁孔163、第四锁孔164、第五锁孔165、第六锁孔166和第七锁孔167,并向第二锁孔162、第三锁孔163、第四锁孔164、第五锁孔165、第六锁孔166和第七锁孔167内插入防钻钉;
78.槽位加工设备90用于在锁芯160的第一锁孔161内加工两个锁槽168;
79.第二去毛刺设备100用于对锁芯160的第一锁孔161进行去毛刺处理;
80.第三去毛刺设备110用于对锁芯160的第二锁孔162和第三锁孔163进行去毛刺处理;
81.下料设备120用于将经第三去毛刺设备110去毛刺处理后的锁芯160下料。
82.本实用新型实施例提供的锁芯自动加工生产线,与现有技术相比,将上料设备20、第一去毛刺设备40、钻孔装钉设备、槽位加工设备90、第二去毛刺设备100和第三去毛刺设备110集成在一起,并通过移动设备30实现锁芯160在上述各个设备之间的自动化传送,使得前后工序之间能够连贯操作,从而实现了对锁芯160进行上料-去毛刺-钻孔-装钉-加工锁槽
‑ꢀ
去毛刺-去毛刺-下料的一系列自动化连贯操作,极大地减少了加工过程的人工参与,减少了加工误差的积累,提高了生产效率,同时有利于控制锁芯160的加工精度,提高锁芯160生产的良品率。
83.在一实施例中,如图2至图4所示,钻孔装钉设备包括第一钻孔设备50、第一装钉设备 60、第二钻孔设备70和第二装钉设备80;
84.移动设备30用于带动锁芯160依次在上料设备20、第一去毛刺设备40、第一钻孔设备 50、第一装钉设备60、第二钻孔设备70、第二装钉设备80、槽位加工设备90、第二去毛刺设备100、第三去毛刺设备110和下料设备120之间移动;
85.第一钻孔设备50用于在锁芯160上加工出第二锁孔162和第三锁孔163;
86.第一装钉设备60用于向锁芯160的第二锁孔162和第三锁孔163内插入防钻钉;
87.第二钻孔设备70用于在锁芯160上加工出第四锁孔164、第五锁孔165、第六锁孔166 和第七锁孔167;
88.第二装钉设备80用于向锁芯160的第四锁孔164、第五锁孔165、第六锁孔166和第七锁孔167内插入防钻钉。锁芯自动加工生产线实现了对锁芯160进行上料-去毛刺-钻孔-装钉
‑ꢀ
钻孔-装钉-加工锁槽-去毛刺-去毛刺-下料的一系列自动化连贯操作。
89.在一实施例中,如图2至图4所示,机架10包括第一支撑架11、第二支撑架12和第三支撑架13,第一支撑架11、第二支撑架12和第三支撑架13呈u型分布;
90.上料设备20、第一去毛刺设备40、第一钻孔设备50和第一装钉设备60设置在第一支撑架11上;
91.第二钻孔设备70和第二装钉设备80设置在第二支撑架12上;
92.槽位加工设备90、第二去毛刺设备100、第三去毛刺设备110和下料设备120设置第三支撑架13上。锁芯自动加工生产线整体呈u型分布,使得锁芯自动加工生产线的整体结构更加紧凑,减少了锁芯自动加工生产线所需的安装空间。
93.在一实施例中,如图2至图4所示,移动设备30包括第一移动装置31、第二移动装置 32和第三移动装置33;
94.第一移动装置31设置在第一支撑架11上,第一移动装置31用于带动锁芯160依次在上料设备20、第一去毛刺设备40、第一钻孔设备50和第一装钉设备60之间移动;
95.第二移动装置32设置在第二支撑架12上,第二移动装置32用于带动锁芯160依次在第一装钉设备60、第二钻孔设备70和第二装钉设备80之间移动;
96.第三移动装置33设置在第三支撑架13上,第三移动装置33用于带动锁芯160依次在第二装钉设备80、槽位加工设备90、第二去毛刺设备100、第三去毛刺设备110和下料设备 120之间移动。第一移动装置31控制锁芯160在安装于第一支撑架11上的各个设备之间移动,第二移动装置32控制锁芯160在安装于第二支撑架12上的各个设备之间移动,第三移动装置33控制锁芯160在安装于第三支撑架13上的各个设备之间移动,设置3个移动装置控制锁芯160在锁芯自动加工生产线上的移动,有利于控制锁芯160的传送精度,提高传送效率,从而提高锁芯160的加工效率。
97.在一实施例中,如图3所示,锁芯自动加工生产线还包括第一中转平台130、第二中转平台140和第三中转平台150;移动设备30还包括第四移动装置34;
98.第一中转平台130设置在第一支撑架11上;第一移动装置31用于带动锁芯160依次在上料设备20、第一去毛刺设备40、第一钻孔设备50、第一装钉设备60和第一中转平台130 之间移动;
99.第二中转平台140、第三中转平台150和第四移动装置34设置在第二支撑架12上;第四移动装置34用于带动锁芯160在第一中转平台130和第二中转平台140之间移动;
100.第二移动装置32用于带动锁芯160依次在第二中转平台140、第二钻孔设备70、第二装钉设备80和第三中转平台150之间移动;
101.第三移动装置33用于带动锁芯160依次在第三中转平台150、槽位加工设备90、第二去毛刺设备100、第三去毛刺设备110和下料设备120之间移动。在第一装钉设备60和第二钻孔设备70之间设置第一中转平台130、第二中转平台140和第四移动装置34,便于将锁芯 160从第一装钉设备60移动至第二钻孔设备70上;在第二装钉设备80和槽位加工设备90 之间设置第三中转平台150,便于将锁芯160从第二装钉设备80移动到槽位加工设备90上,使得锁芯160在锁芯自动加工生产线上的传送更加顺畅、方便。
102.在一实施例中,如图7所示,第二中转平台140包括设置在第二支撑架12上的第四驱动机构141和第一中转载台142,第二中转平台140设有第一位置和第二位置;第四驱动机构141用于驱动第一中转载台142在第一位置和第二位置之间移动;
103.第四移动装置34用于带动锁芯160在第一中转平台130和第二中转平台140的第一位置之间移动;第二移动装置32用于带动锁芯160在第二中转平台140的第二位置和第二钻孔设备70之间移动。有利于第二移动装置32和第四移动装置34在第二中转平台140上取放锁芯160,便于将锁芯160从第一支撑架11上传送至第二支撑架12上。
104.在一实施例中,如图7所示,第二中转平台140还包括第一导向机构143,第一导向机构143用于导向第一中转载台142在第一位置和第二位置之间移动。第一导向机构143对第一中转载台142在第一位置和第二位置之间移动起到导向作用,避免第一中转载台142在移动时产生偏移,保证锁芯160的传送精度。
105.在一实施例中,如图7所示,第三中转平台150包括设置在第二支撑架12上的第五驱动机构151和第二中转载台152,第三中转平台150设有第三位置和第四位置;第五驱动机构151用于驱动第二中转载台152在第三位置和第四位置之间移动;
106.第二移动装置32用于带动锁芯160在第二装钉设备80和第三中转平台150的第三
位置之间移动;第三移动装置33用于带动锁芯160在第三中转平台150的第四位置和槽位加工设备90之间移动。有利于第三移动装置33和第二移动装置32在第三中转平台150上取放锁芯 160,便于将锁芯160从第二支撑架12上传送至第三支撑架13上。
107.在一实施例中,如图7所示,第三中转平台150还包括第二导向机构153,第二导向机构153用于导向第二中转载台152在第三位置和第四位置之间移动。第二导向机构153对第二中转载台152在第三位置和第四位置之间移动起到导向作用,避免第二中转载台152在移动时产生偏移,保证锁芯160的传送精度。
108.在一实施例中,如图5所示,第一钻孔设备50包括第一钻孔装置51和第二钻孔装置52;第一钻孔装置51用于在锁芯160的第一端加工出第二锁孔162,第二钻孔装置52用于在锁芯160的第二端加工出第三锁孔163;
109.第一移动装置31用于带动锁芯160依次在上料设备20、第一去毛刺设备40、第一钻孔装置51、第二钻孔装置52、第一装钉设备60和第一中转平台130之间移动。第一钻孔装置 51在锁芯160的一端加工出第二安装孔,第二钻孔装置52在锁芯160的另一端加工出第三安装孔,设置两个钻孔装置分别在锁芯160的两端钻孔,有利于控制第二安装孔和第三安装孔的加工精度,提高锁芯160的加工质量。
110.在一实施例中,如图6所示,第一移动装置31包括设置在第一支撑架11上的第一驱动机构311、第一夹持治具312、第二夹持治具313、第三夹持治具314、第四夹持治具315和第五夹持治具316;
111.第一驱动机构311用于驱动第一夹持治具312、第二夹持治具313、第三夹持治具314、第四夹持治具315和第五夹持治具316同步移动;
112.第一夹持治具312用于在第一驱动机构311的带动下在上料设备20和第一去毛刺设备40之间移动;第二夹持治具313用于在第一驱动机构311的带动下在第一去毛刺设备40和第一钻孔装置51之间移动;第三夹持治具314用于在第一驱动机构311的带动下在第一钻孔装置51和第二钻孔装置52之间移动;第四夹持治具315用于在第一驱动机构311的带动下在第二钻孔装置52和第一装钉设备60之间移动;第五夹持治具316用于在第一驱动机构311 的带动下在第一装钉设备60和第一中转平台130之间移动。通过第一驱动机构311驱动五个夹持治具同步移动,实现了在上料设备20、第一去毛刺设备40、第一钻孔装置51、第二钻孔装置52、第一装钉设备60和第一中转平台130之间同步传送锁芯160,提高了锁芯160的传送效率,操作简单,便于控制。
113.第一驱动机构311驱动第一夹持治具312、第二夹持治具313、第三夹持治具314、第四夹持治具315和第五夹持治具316正向移动,使得第一夹持治具312从对应上料设备20的位置移动至对应第一去毛刺设备40的位置,以将上料设备20上的锁芯160移动到第一去毛刺设备40上;第二夹持治具313从对应第一去毛刺设备40的位置移动到对应第一钻孔装置51 的位置,以将第一去毛刺设备40上的锁芯160移动到第一钻孔装置51上;第三夹持治具314 从对应第一钻孔装置51的位置移动到对应第二钻孔装置52的位置,以将第一钻孔装置51上的锁芯160移动到第二钻孔装置52上;第四夹持治具315从对应第二钻孔装置52的位置移动到对应第一装钉设备60的位置,以将第二钻孔装置52上的锁芯160移动到第一装钉设备 60上;第五夹持治具316从对应第一装钉设备60的位置移动到对应第一中转平台130的位置,以将第一装钉设备60上的锁芯160移动到第一中转平台130上。
114.第一驱动机构311驱动第一夹持治具312、第二夹持治具313、第三夹持治具314、第四夹持治具315和第五夹持治具316反向移动,使得第一夹持治具312从对应第一去毛刺设备 40的位置移回至对应上料设备20的位置,第二夹持治具313从对应第一钻孔装置51的位置移回到对应第一去毛刺设备40的位置,第三夹持治具314从对应第二钻孔装置52的位置移回到对应第一钻孔装置51的位置,第四夹持治具315从对应第一装钉设备60的位置移回到对应第二钻孔装置52的位置,第五夹持治具316从对应第一中转平台130的位置移回到对应第一装钉设备60的位置。
115.在一实施例中,如图5和图6所示,第一移动装置31还包括设置在第一支撑架11上的第一龙门架317和设置在第一龙门架317上的第一连接件318;第一夹持治具312、第二夹持治具313、第三夹持治具314、第四夹持治具315和第五夹持治具316设置在第一连接件318 上;第一驱动机构311设置在第一龙门架317上,第一驱动机构311用于驱动第一连接件318 移动。第一驱动机构311驱动第一连接件318移动,以带动第一夹持治具312、第二夹持治具313、第三夹持治具314、第四夹持治具315和第五夹持治具316同步移动,结构简单,便于操作;第一龙门架317结构稳固,有利于支撑第一驱动机构311和第一连接件318,保证第一连接件318移动的平稳性。
116.在一实施例中,如图6所示,第一移动装置31还包括第三导向机构319,第三导向机构 319用于导向第一连接件318的移动。第三导向机构319对第一连接件318的移动起到导向作用,避免第一连接件318在移动时产生偏移,保证锁芯160的传送精度。
117.在一实施例中,如图6所示,第一移动装置31还包括设置在第一连接件318上的第二连接件3110、第三连接件3111、第六驱动机构3112和第七驱动机构3113;第一夹持治具312 和第二夹持治具313设置在第二连接件3110上,第六驱动机构3112用于驱动第二连接件3110 上下移动;第三夹持治具314、第四夹持治具315和第五夹持治具316设置在第三连接件3111 上,第七驱动机构3113用于驱动第三连接件3111上下移动。第六驱动机构3112驱动第二连接件3110上下移动,从而带动第一夹持治具312和第二夹持治具313上下移动,以便于第一夹持治具312和第二夹持治具313在对应的设备上取放锁芯160;第七驱动机构3113驱动第三连接件3111上下移动,从而带动第三夹持治具314、第四夹持治具315和第五夹持治具316 上下移动,以便于第三夹持治具314、第四夹持治具315和第五夹持治具316在对应的设备上取放锁芯160。
118.在一实施例中,如图6所示,第一夹持治具312包括第一驱动件3121和两个第一夹爪 3122,第一驱动件3121用于驱动两个第一夹爪3122相互靠近或远离以夹紧或松开锁芯160。
119.在一实施例中,如图6所示,第二夹持治具313包括第二驱动件3131和两个第二夹爪 3132,第二驱动件3131用于驱动两个第二夹爪3132相互靠近或远离以夹紧或松开锁芯160。
120.在一实施例中,如图6所示,第三夹持治具314用于夹紧锁芯160并驱动锁芯160转动,以掉转锁芯160在其长度方向上两端的位置。第一钻孔装置51在锁芯160的第一端加工出第二锁孔162后,第三夹持治具314夹取第一钻孔装置51上的锁芯160,第一驱动机构311驱动第三夹持治具314移动至第二钻孔装置52处,同时第三夹持治具314驱动锁芯160转动,以使锁芯160的第一端与锁芯160的第二端互换位置,接着第三夹持治具314将锁芯160放置
在第二钻孔装置52上,便于第二钻孔装置52在锁芯160的第二端进行钻孔。
121.在一实施例中,如图6所示,第三夹持治具314包括第八驱动机构3141、第三驱动件 3142和两个第三夹爪3143;第八驱动机构3141设置在第三连接件3111上,第三驱动件3142 与第八驱动机构3141连接,第三夹爪3143与第三驱动件3142连接;第八驱动机构3141用于驱动第三驱动件3142旋转以带动两个第三夹爪3143转动;第三驱动件3142用于驱动两个第三夹爪3143相互靠近或远离以夹紧或松开锁芯160。
122.在一实施例中,如图6所示,第四夹持治具315包括第四驱动件3151和两个第四夹爪 3152,第四驱动件3151用于驱动两个第四夹爪3152相互靠近或远离以夹紧或松开锁芯160。
123.在一实施例中,如图6所示,第五夹持治具316包括第五驱动件3161和两个第五夹爪 3162,第五驱动件3161用于驱动两个第五夹爪3162相互靠近或远离以夹紧或松开锁芯160。
124.在一实施例中,如图7所示,第二钻孔设备70包括第三钻孔装置71和第四钻孔装置72;第三钻孔装置71用于在锁芯160的第一端加工出第四锁孔164和第五锁孔165,第四钻孔装置72用于在锁芯160的第二端加工出第六锁孔166和第七锁孔167;
125.第二移动装置32用于带动锁芯160依次在第二中转平台140、第三钻孔装置71、第四钻孔装置72、第二装钉设备80和第三中转平台150之间移动。第三钻孔装置71在锁芯160 的一端加工出第四锁孔164和第五锁孔165,第四钻孔装置72在锁芯160的另一端加工出第六锁孔166和第七锁孔167,设置两个钻孔装置分别在锁芯160的两端钻孔,有利于控制锁芯160两端的钻孔精度,提高锁芯160的加工质量。
126.在一实施例中,如图7和图8所示,第二移动装置32包括设置在第二支撑架12上的第二驱动机构321、第六夹持治具322、第七夹持治具323、第八夹持治具324和第九夹持治具 325;
127.第二驱动机构321用于驱动第六夹持治具322、第七夹持治具323、第八夹持治具324 和第九夹持治具325同步移动;
128.第六夹持治具322用于在第二驱动机构321的带动下在第二中转平台140和第三钻孔装置71之间移动;第七夹持治具323用于在第二驱动机构321的带动下在第三钻孔装置71和第四钻孔装置72之间移动;第八夹持治具324用于在第二驱动机构321的带动下在第四钻孔装置72和第二装钉设备80之间移动;第九夹持治具325用于在第二驱动机构321的带动下在第二装钉设备80和第三中转平台150之间移动。通过第二驱动机构321驱动四个夹持治具同步移动,实现了在第二中转平台140、第三钻孔装置71、第四钻孔装置72、第二装钉设备 80和第三中转平台150之间同步传送锁芯160,提高了锁芯160的传送效率,操作简单,便于控制。
129.第二驱动机构321驱动第六夹持治具322、第七夹持治具323、第八夹持治具324和第九夹持治具325正向移动,使得第六夹持治具322从对应第二中转平台140的位置移动至对应第三钻孔装置71的位置,以将第二中转平台140上的锁芯160移动到第三钻孔装置71上;第七夹持治具323从对应第三钻孔装置71的位置移动至对应第四钻孔装置72的位置,以将第三钻孔装置71上的锁芯160移动到第四钻孔装置72上;第八夹持治具324从对应第四钻孔装置72的位置移动到对应第二装钉设备80的位置,以将第四钻孔装置72上的锁芯160移
动到第二装钉设备80上;第九夹持治具325从对应第二装钉设备80的位置移动至对应第三中转平台150的位置,以将第二装钉设备80上的锁芯160移动至第三中转平台150上。
130.第二驱动机构321驱动第六夹持治具322、第七夹持治具323、第八夹持治具324和第九夹持治具325反向移动,使得第六夹持治具322从对应第三钻孔装置71的位置移回至对应第二中转平台140的位置;第七夹持治具323从对应第四钻孔装置72的位置移回至对应第三钻孔装置71的位置;第八夹持治具324从对应第二装钉设备80的位置移回到对应第四钻孔装置72的位置;第九夹持治具325从对应第三中转平台150的位置移回至对应第二装钉设备 80的位置。
131.在一实施例中,如图8所示,第二移动装置32还包括设置在第二支撑架12上的第二龙门架326和设置在第二龙门架326上的第四连接件327;第六夹持治具322、第七夹持治具 323、第八夹持治具324和第九夹持治具325设置在第四连接件327上;第二驱动机构321设置在第二龙门架326上,第二驱动机构321用于驱动第四连接件327移动。第二驱动机构321 驱动第四连接件327移动,以带动第六夹持治具322、第七夹持治具323、第八夹持治具324 和第九夹持治具325同步移动,结构简单,便于操作;第二龙门架326结构稳固,有利于支撑第二驱动机构321和第四连接件327,保证第四连接件327移动的平稳性。
132.在一实施例中,如图8所示,第二移动装置32还包括第四导向机构328,第四导向机构 328用于导向第四连接件327的移动。第四导向机构328对第四连接件327的移动起到导向作用,避免第四连接件327在移动时产生偏移,保证锁芯160的传送精度。
133.在一实施例中,如图8所示,第二移动装置32还包括设置在第四连接件327上的第五连接件329、第六连接件3210、第九驱动机构3211和第十驱动机构3212;第六夹持治具322、第七夹持治具323和第八夹持治具324设置在第五连接件329上,第九驱动机构3211用于驱动第五连接件329上下移动;第九夹持治具325设置在第六连接件3210上,第十驱动机构 3212用于驱动第六连接件3210上下移动。第九驱动机构3211驱动第五连接件329上下移动,从而带动第六夹持治具322、第七夹持治具323和第八夹持治具324上下移动,以便于第六夹持治具322、第七夹持治具323和第八夹持治具324在对应的设备上取放锁芯160;第十驱动机构3212驱动第六连接件3210上下移动,从而带动第九夹持治具325上下移动,以便于第九夹持治具325在对应的设备上取放锁芯160。
134.在一实施例中,如图8所示,第六夹持治具322包括第六驱动件3221和两个第六夹爪 3222,第六驱动件3221用于驱动两个第六夹爪3222相互靠近或远离以夹紧或松开锁芯160。
135.在一实施例中,如图8所示,第七夹持治具323用于夹紧锁芯160并驱动锁芯160转动,以掉转锁芯160在其长度方向上两端的位置。第三钻孔装置71在锁芯160的第一端加工出第四锁孔164和第五锁孔165后,第七夹持治具323夹取第三钻孔装置71上的锁芯160,第二驱动机构321驱动第七夹持治具323移动至第四钻孔装置72处,同时第七夹持治具323驱动锁芯160转动,以使锁芯160的第一端与锁芯160的第二端互换位置,接着第七夹持治具323 将锁芯160放置在第四钻孔装置72上,便于第四钻孔装置72在锁芯160的第二端进行钻孔。
136.在一实施例中,如图8所示,第七夹持治具323包括第十一驱动机构3231、第七驱动件 3232和两个第七夹爪3233;第十一驱动机构3231设置在第五连接件329上,第七驱动件
3232 与第十一驱动机构3231连接,第七夹爪3233与第七驱动件3232连接;第十一驱动机构3231 用于驱动第七驱动件3232旋转以带动两个第七夹爪3233转动;第七驱动件3232用于驱动两个第七夹爪3233相互靠近或远离以夹紧或松开锁芯160。
137.在一实施例中,如图8所示,第八夹持治具324包括第八驱动件3241和两个第八夹爪 3242,第八驱动件3241用于驱动两个第八夹爪3242相互靠近或远离以夹紧或松开锁芯160。
138.在一实施例中,如图8所示,第九夹持治具325包括第九驱动件3251和两个第九夹爪 3252,第九驱动件3251用于驱动两个第九夹爪3252相互靠近或远离以夹紧或松开锁芯160。
139.在一实施例中,如图9和图10所示,第三移动装置33包括设置在第三支撑架13上的第三驱动机构331、第十夹持治具332、第十一夹持治具333、第十二夹持治具334和第十三夹持治具335;
140.第三驱动机构331用于驱动第十夹持治具332、第十一夹持治具333、第十二夹持治具 334和第十三夹持治具335同步移动;
141.第十夹持治具332用于在第三驱动机构331的带动下在第三中转平台150和槽位加工设备90之间移动;第十一夹持治具333用于在第三驱动机构331的带动下在槽位加工设备90 和第二去毛刺设备100之间移动;第十二夹持治具334用于在第三驱动机构331的带动下在第二去毛刺设备100和第三去毛刺设备110之间移动;第十三夹持治具335用于在第三驱动机构331的带动下在第三去毛刺设备110和下料设备120之间移动。通过第三驱动机构331 驱动四个夹持治具同步移动,实现了在第三中转平台150、槽位加工设备90、第二去毛刺设备100、第三去毛刺设备110和下料设备120之间同步传送锁芯160,提高了锁芯160的传送效率,操作简单,便于控制。
142.第三驱动机构331驱动第十夹持治具332、第十一夹持治具333、第十二夹持治具334 和第十三夹持治具335正向移动,使得第十夹持治具332从对应第三中转平台150的位置移动至对应槽位加工设备90的位置,以将第三中转平台150上的锁芯160移动到槽位加工设备 90上;第十一夹持治具333从对应槽位加工设备90的位置移动至对应第二去毛刺设备100 的位置,以将槽位加工设备90上的锁芯160移动到第二去毛刺设备100上;第十二夹持治具 334从对应第二去毛刺设备100的位置移动至对应第三去毛刺设备110的位置,以将第二去毛刺设备100上的锁芯160移动到第三去毛刺设备110上;第十三夹持治具335从对应第三去毛刺设备110的位置移动至对应下料设备120的位置,以将第三去毛刺设备110上的锁芯 160移动到下料设备120上。
143.第三驱动机构331驱动第十夹持治具332、第十一夹持治具333、第十二夹持治具334 和第十三夹持治具335反向移动,使得第十夹持治具332从对应槽位加工设备90的位置移回至对应第三中转平台150的位置;第十一夹持治具333从对应第二去毛刺设备100的位置移回至对应槽位加工设备90的位置;第十二夹持治具334从对应第三去毛刺设备110的位置移回至对应第二去毛刺设备100的位置;第十三夹持治具335从对应下料设备120的位置移回至对应第三去毛刺设备110的位置。
144.在一实施例中,如图10所示,第三移动装置33还包括设置在第三支撑架13上的第三龙门架336和设置在第三龙门架336上的第七连接件337;第十夹持治具332、第十一夹持
治具333、第十二夹持治具334和第十三夹持设置在第七连接件337上;第三驱动机构331设置在第三龙门架336上,第三驱动机构331用于驱动第七连接件337移动。第三驱动机构331 驱动第七连接件337移动,以带动第十夹持治具332、第十一夹持治具333、第十二夹持治具 334和第十三夹持同步移动,结构简单,便于操作;第三龙门架336结构稳固,有利于支撑第三驱动机构331和第七连接件337,保证第七连接件337移动的平稳性。
145.在一实施例中,如图10所示,第三移动装置33还包括第五导向机构338,第五导向机构338用于导向第七连接件337的移动。第五导向机构338对第七连接件337的移动起到导向作用,避免第七连接件337在移动时产生偏移,保证锁芯160的传送精度。
146.在一实施例中,如图10所示,第三移动装置33还包括设置在第七连接件337上的第八连接件339、第九连接件3310、第十连接件3311、第十二驱动机构3312、第十三驱动机构 3313和第十四驱动机构3314;第十夹持治具332设置在第八连接件339上,第十二驱动机构 3312用于驱动第八连接件339上下移动;第十一夹持治具333设置在第九连接件3310上,第十三驱动机构3313用于驱动第九连接件3310上下移动;第十二夹持治具334和第十三夹持治具335设置在第十连接件3311上,第十四驱动机构3314用于驱动第十连接件3311上下移动。第十二驱动机构3312驱动第八连接件339上下移动,从而带动第十夹持治具332上下移动,以便于第十夹持治具332在对应的设备上取放锁芯160;第十三驱动机构3313驱动第九连接件3310上下移动,从而带动第十一夹持治具333上下移动,以便于第十一夹持治具 333在对应的设备上取放锁芯160;第十四驱动机构3314驱动第十连接件3311上下移动,从而带动第十二夹持治具334和第十三夹持治具335上下移动,以便于第十二夹持治具334和第十三夹持治具335在对应的设备上取放锁芯160。
147.在一实施例中,如图10所示,第十夹持治具332用于夹紧锁芯160并驱动锁芯160转动,以掉转锁芯160在其长度方向上两端的位置。槽位加工设备90在锁芯160的第一端加工出锁槽168,第十二驱动机构3312驱动第十夹持治具332向下靠近锁芯160,以使第十夹持治具332夹紧锁芯160,然后第十二驱动机构3312驱动第十夹持治具332向上移动,使得锁芯160与槽位加工设备90分离,接着第十夹持治具332驱动锁芯160转动,以使锁芯160的第一端与锁芯160的第二端互换位置,然后第十二驱动机构3312驱动第十夹持治具332向下移动,以使第十夹持治具332将锁芯160放置在槽位加工设备90上,便于槽位加工设备90 在锁芯160的第二端加工锁槽168。
148.在一实施例中,如图10所示,第十夹持治具332包括第十五驱动机构3321、第十驱动件3322和两个第十夹爪3323;第十五驱动机构3321设置在第八连接件339上,第十驱动件 3322与第十五驱动机构3321连接,第十夹爪3323与第十驱动件3322连接;第十五驱动机构3321用于驱动第十驱动件3322旋转以带动两个第十夹爪3323转动;第十驱动件3322用于驱动两个第十夹爪3323相互靠近或远离以夹紧或松开锁芯160。
149.在一实施例中,如图10所示,第十一夹持治具333用于夹紧锁芯160并驱动锁芯160 转动,以掉转锁芯160在其长度方向上两端的位置。第二去毛刺设备100对锁芯160的第一锁孔161的第一端进行去毛刺处理,第十三驱动机构3313驱动第十一夹持治具333向下靠近锁芯160,以使第十一夹持治具333夹紧锁芯160,然后第十三驱动机构3313驱动第十一夹持治具333向上移动,使得锁芯160与槽位加工设备90分离,接着第十一夹持治具333驱动锁芯160转动,以使锁芯160的第一端与锁芯160的第二端互换位置,然后第十三驱动机构 3313
驱动第十一夹持治具333向下移动,以使第十一夹持治具333将锁芯160放置在第二去毛刺设备100上,便于第二去毛刺设备100对锁芯160的第一锁孔161的第二端进行去毛刺处理。
150.在一实施例中,如图10所示,第十一夹持治具333包括第十六驱动机构3331、第十一驱动件3332和两个第十一夹爪3333;第十六驱动机构3331设置在第九连接件3310上,第十一驱动件3332与第十六驱动机构3331连接,第十一夹爪3333与第十一驱动件3332连接;第十六驱动机构3331用于驱动第十一驱动件3332旋转以带动两个第十一夹爪3333转动;第十一驱动件3332用于驱动两个第十一夹爪3333相互靠近或远离以夹紧或松开锁芯160。
151.在十二实施例中,如图10所示,第十二夹持治具334包括第十二驱动件3341和两个第十二夹爪3342,第十二驱动件3341用于驱动两个第十二夹爪3342相互靠近或远离以夹紧或松开锁芯160。
152.在一实施例中,如图10所示,第十三夹持治具335包括第十七驱动机构3351、第十三驱动件3352和两个第十三夹爪3353;第十七驱动机构3351设置在第十连接件3311上,第十三驱动件3352与第十七驱动机构3351连接,第十三夹爪3353与第十三驱动件3352连接;第十七驱动机构3351用于驱动第十三驱动件3352旋转以带动两个第十三夹爪3353转动;第十三驱动件3352用于驱动两个第十三夹爪3353相互靠近或远离以夹紧或松开锁芯160。第十七驱动机构3351能够带动两个第十三夹爪3353转动,从而带动锁芯160转动,便于第十三夹持治具335将锁芯160整齐地放置在下料机构上。
153.在一实施例中,如图7所示,第四移动装置34包括第四龙门架341、第十八驱动机构 342和第十四夹持治具343;第四龙门架341固定在第二支撑架12上,第十八驱动机构342 和第十四夹持治具343设置在第四龙门架341上,第十八驱动机构342用于驱动第十四夹持治具343在第一中转平台130和第二中转平台140之间移动。
154.在一实施例中,如图7所示,第四移动装置34还包括第十一连接件344和第十九驱动机构345,第十一连接件344设置在第四龙门架341上,第十九驱动机构345设置在第十一连接件344上,第十四夹持治具343与第十九驱动机构345连接;第十八驱动机构342用于驱动第十一连接件344在第一中转平台130和第二中转平台140之间移动;第十九驱动机构 345用于驱动第十四夹持治具343上下移动。
155.在一实施例中,如图7所示,第十四夹持治具343包括第二十驱动机构3431、第十四驱动件3432和两个第十四夹爪3433;第二十驱动机构3431与第十九驱动机构345连接,第十四驱动件3432与第二十驱动机构3431连接,第十四夹爪3433与第十四驱动件3432连接;第二十驱动机构3431用于驱动第十四驱动件3432旋转以带动两个第十四夹爪3433转动;第十四驱动件3432用于驱动两个第十四夹爪3433相互靠近或远离以夹紧或松开锁芯160。第二十驱动机构3431能够带动两个第十四夹爪3433转动,从而带动锁芯160转动,便于第十四夹持治具343第一中转平台130和第二中转平台140上取放锁芯160。
156.本实用新型实施例提供的一种锁芯自动加工生产线,工作时先通过上料设备20不断传送锁芯160,然后,第一夹持治具312夹取上料设备20上的锁芯160,第一驱动机构311驱动第一夹持治具312和锁芯160移动到第一去毛刺设备40处,以将锁芯160放置在第一去毛刺设备40上,接着第一去毛刺设备40对锁芯160进行去毛刺处理,以去除锁芯160的第一锁孔161内的毛刺;然后,第二夹持治具313夹取第一去毛刺设备40上的锁芯160,第一驱动机构311驱动第二夹持治具313和锁芯160移动到第一钻孔装置51处,以将锁芯160放置在第一
钻孔装置51上,接着第一钻孔装置51在锁芯160的长度方向上的第一端加工出第二锁孔162;然后,第三夹持治具314夹取第一钻孔装置51上的锁芯160,第一驱动机构311 驱动第三夹持治具314和锁芯160移动到第二钻孔装置52,以将锁芯160放置在第二钻孔装置52上,接着第二钻孔装置52在锁芯160的长度方向上的第二端加工出第三锁孔163;然后,第四夹持治具315夹取第二钻孔装置52上的锁芯160,第一驱动机构311驱动第四夹持治具315和锁芯160移动到第一装钉设备60处,以将锁芯160放置在第一装钉设备60上,接着第一装钉设备60向第二锁孔162和第三锁孔163内插入防钻钉;然后,第五夹持治具 316夹取第一装钉设备60上的锁芯160,第一驱动机构311驱动第五夹持治具316和锁芯160 移动到第一中转平台130处,以将锁芯160放置在第一中转平台130上;接着第十四夹持治具343夹取第一中转平台130上的锁芯160,第十八驱动机构342驱动第十四夹持治具343 和锁芯160移动到第二中转平台140的第一位置处,以将锁芯160放置在第一中转载台142 上;然后,第四驱动机构141驱动第一中转载台142和锁芯160移动到第二中转平台140的第二位置处;然后,第六夹持治具322夹取第二中转平台140的第二位置上的锁芯160,第二驱动机构321驱动第六夹持治具322和锁芯160移动到第三钻孔装置71处,以将锁芯160 放置在第三钻孔装置71上,接着第三钻孔装置71在锁芯160的长度方向上的第一端加工出第四锁孔164和第五锁孔165;然后,第七夹持治具323夹取第三钻孔装置71上的锁芯160,第二驱动机构321驱动第七夹持治具323和锁芯160移动到第四钻孔装置72,以将锁芯160 放置在第四钻孔装置72上,接着第四钻孔装置72在锁芯160的长度方向上的第二端加工出第六锁孔166和第七锁孔167;然后,第八夹持治具324夹取第四钻孔装置72上的锁芯160,第二驱动机构321驱动第八夹持治具324和锁芯160移动到第二装钉设备80处,以将锁芯 160放置在第二装钉设备80上,接着第二装钉设备80向第四锁孔164、第五锁孔165、第六锁孔166和第七锁孔167内插入防钻钉;然后,第九夹持治具325夹取第二装钉设备80上的锁芯160,第二驱动机构321驱动第九夹持治具325和锁芯160移动到第三中转平台150的第三位置处,以将锁芯160放置在第二中转载台152上;然后,第五驱动机构151驱动第二中转载台152和锁芯160移动到第三中转平台150的第四位置处;然后,第十夹持治具332 夹取第三中转平台150的第四位置上的锁芯160,第三驱动机构331驱动第十夹持治具332 和锁芯160移动到槽位加工设备90处,以将锁芯160放置在槽位加工设备90上,接着,槽位加工设备90在锁芯160的第一锁孔161的两端分布加工出一锁槽168;然后,第十一夹持治具333夹取槽位加工设备90上的锁芯160,第三驱动机构331驱动第十一夹持治具333和锁芯160移动到第二去毛刺设备100,以将锁芯160放置在第二去毛刺设备100上,接着第二去毛刺设备100对锁芯160的第一锁孔161进行去毛刺处理,以去除加工槽位时产生的毛刺;然后第十二夹持治具334夹取第二去毛刺设备100上的锁芯160,第三驱动机构331驱动第十二夹持治具334和锁芯160移动到第三去毛刺设备110,以将锁芯160放置在第三去毛刺设备110上,接着第三去毛刺设备110对锁芯160进行去毛刺处理,以去除锁芯160的第二锁孔162和第三锁孔163内的毛刺,然后,第十三夹持治具335夹取第三去毛刺设备110 上的锁芯160,第三驱动机构331驱动第十三夹持治具335和锁芯160移动到下料设备120,接着下料设备120传送出锁芯160。
157.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1