散热风扇安装设备的制作方法
1.本实用新型涉及组装设备技术领域,尤其涉及一种散热风扇安装设备。
背景技术:
2.为了提高vr眼镜的散热速度,目前研发了一种风冷结构的vr眼镜,具体地,所述vr眼镜包括镜框和通过螺丝或者铆钉等紧固件安装于镜框上的散热风扇。
3.目前并没有专门将散热风扇安装至镜框中的设备,极大的限制了vr眼镜的产能。因此,需要研发一种散热风扇安装设备,用于实现散热风扇与镜框的机械化安装,进而提高生产效率。
4.本背景部分中公开的以上信息仅被包括用于增强本公开内容的背景的理解,且因此可包含不形成对于本领域普通技术人员而言在当前已经知晓的现有技术的信息。
技术实现要素:
5.本实用新型的一个目的在于,提供一种散热风扇安装设备,能实现散热风扇与镜框的机械化安装,有利于提高生产效率。
6.为达以上目的,本实用新型提供一种散热风扇安装设备,包括:
7.载具机构,所述载具机构包括用于放置待组装的散热风扇和镜框的载具组件和驱使所述载具组件沿y轴方向往复直线运动的第一直线驱动机构;
8.紧固件供料器,所述紧固件供料器位于所述载具机构的侧面,用于提供紧固件;
9.铆压机构,所述铆压机构用于将所述紧固件供料器提供的紧固件铆压到所述散热风扇和镜框中,使所述散热风扇和镜框通过所述紧固件紧固连接。
10.可选的,所述载具组件包括:
11.载具底板,所述载具底板与所述第一直线驱动机构的驱动端连接;
12.载具本体,所述载具本体设有用于放置散热风扇和镜框的容置槽;
13.第二直线驱动机构,所述第二直线驱动机构安装于所述载具底板上,所述第二直线驱动机构的驱动端与所述载具本体连接,用于驱使所述载具本体沿y轴方向往复直线运动;
14.压板;
15.第三直线驱动机构,所述第三直线驱动机构安装于所述载具底板上,所述第三直线驱动机构的驱动端与所述压板连接,用于驱使所述压板沿z轴上下运动以释放或压紧所述载具本体中的散热风扇和镜框。
16.可选的,所述载具机构的数量有两组,且两组所述载具机构沿x轴方向排布;
17.所述紧固件供料器位于两组所述载具机构之间。
18.可选的,所述铆压机构包括用于吸取所述紧固件的吸头、驱使所述吸头沿z轴上下运动的第四直线驱动机构以及驱使所述吸头沿x轴方向往复直线运动的第五直线驱动机构。
19.可选的,所述吸头与第四直线驱动机构的驱动端之间还设有压力传感器。
20.可选的,两所述载具机构之间设有用于获取被所述铆压机构吸取的所述紧固件的位置信息的下摄像头。
21.可选的,还包括用于获取所述散热风扇和镜框的位置信息的上摄像组件,所述上摄像组件包括上摄像头和驱使所述上摄像头沿x轴方向往复直线运动的第六直线驱动机构。
22.可选的,还包括用于获取所述紧固件的安装高度的检测机构,所述检测机构包括光电传感器和驱使所述光电传感器沿x轴方向往复直线运动的第七直线驱动机构。
23.本实用新型的有益效果在于:提供一种散热风扇安装设备,产线工人将散热风扇和镜框放入载具机构后,铆压机构从紧固件供料器吸取紧固件,然后将紧固件铆压到所述散热风扇和镜框的紧固孔中,使所述散热风扇和镜框通过所述紧固件紧固连接,由此实现散热风扇与镜框的机械化安装,进而提高生产效率。
附图说明
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
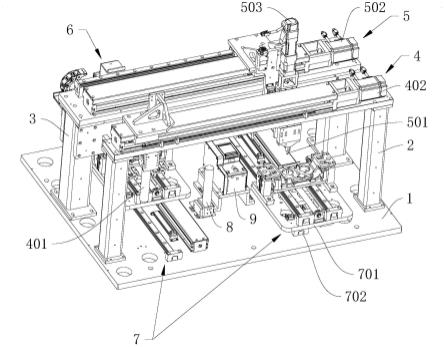
25.图1为实施例提供的散热风扇安装设备的正面结构示意图;
26.图2为实施例提供的散热风扇安装设备的背面结构示意图;
27.图3为实施例提供的载具组件的结构示意图。
28.图中:
29.1、工作平台;
30.2、前门型支架;
31.3、后门型支架;
32.4、上摄像组件;401、上摄像头;402、第六直线驱动机构;
33.5、铆压机构;501、吸头;502、第四直线驱动机构;503、第五直线驱动机构;
34.6、检测机构;601、光电传感器;602、第七直线驱动机构;
35.7、载具机构;
36.701、载具组件;7011、载具底板;7012、载具本体;7013、第二直线驱动机构;7014、压板;7015、第三直线驱动机构;
37.702、第一直线驱动机构;
38.8、下摄像头;
39.9、紧固件供料器。
具体实施方式
40.为使得本实用新型的目的、特征、优点能够更加的明显和易懂,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本实用新型一部分实施例,而非全部的实施例。基于本实用新型
中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
41.在本实用新型的描述中,需要理解的是,当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中设置的组件。当一个组件被认为是“设置在”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中设置的组件。
42.此外,术语“长”“短”“内”“外”等指示方位或位置关系为基于附图所展示的方位或者位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或原件必须具有此特定的方位、以特定的方位构造进行操作,以此不能理解为本实用新型的限制。
43.以下将结合附图所示的具体实施方式对本实用新型进行详细描述。但这些实施方式并不限制本实用新型,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本实用新型的保护范围内。
44.本实用新型提供一种散热风扇安装设备,适用于将铆钉等紧固件铆压进入散热风扇和镜框的紧固孔中,使得散热风扇和镜框紧固连接的应用场景,该散热风扇安装设备能实现散热风扇与镜框的机械化安装,极大的提高了生产效率。
45.参见图1和图2,本实施例中,所述散热风扇安装设备包括工作平台1,所述工作平台1上沿y轴方向从前往后依次设有前门型支架2和后门型支架3,其中,前门型支架2上安装有上摄像组件4,后门型支架3的前侧安装有铆压机构5,门型支架的后侧安装有检测机构6。
46.所述前门型支架2和后门型支架3二者的下方设有两沿y轴方向布置的载具机构7,两组载具机构7之间设有一个下摄像头8和一个紧固件供料器9。其中,所述载具机构7包括用于放置待组装的散热风扇和镜框的载具组件701和驱使所述载具组件701沿y轴方向往复直线运动的第一直线驱动机构702。
47.需要说明的是,本实施例中的紧固件可以为铆钉或者螺丝钉等,相应地,紧固件供料器9可以为市面现有的送钉机等,紧固件供料器9的具体结构并未本实用新型的重点,故本实施例不作赘述。
48.本实施例提供的散热风扇安装设备,工作步骤如下:
49.s10:第一直线驱动机构702将载具组件701往前推出,以便产线工人将镜框和散热风扇放入载具组件701;
50.s20:第一直线驱动机构702将载具组件701往后退一点,以便上摄像组件4对载具组件701内的镜框和散热风扇进行拍摄,获取镜框和散热风扇上紧固孔的位置信息;
51.s30:第一直线驱动机构702将载具组件701往后退一点,铆压机构5从紧固件供料器9处吸取一个紧固件,然后铆压机构5件将紧固件移送至下摄像头8的上方,下摄像头8获取紧固件的位置信息;
52.s40:铆压机构5根据上摄像组件4和下摄像头8获取的信息,将紧固件精确地铆压到镜框和散热风扇的紧固孔中,使所述散热风扇和镜框通过所述紧固件紧固连接;
53.s50:第一直线驱动机构702将载具组件701再往后退一点,检测机构6对紧固件的凸起高度进行检测:若紧固件的凸起高度未超过阈值,说明铆压到位,产品合格;若紧固件的凸起高度超过阈值,说明铆压未到位,产品不合格;
54.s60:完成检测后,第一直线驱动机构702将载具组件701往前推出第一直线驱动机
构702将载具组件701往前推出以便操作工人将完成紧固连接的镜框和散热风扇从载具组件701中取出。
55.参见图3,本实施例中,所述载具组件701包括载具底板7011、载具本体7012、第二直线驱动机构7013、压板7014和第三直线驱动机构7015。所述载具底板7011与所述第一直线驱动机构702的驱动端连接。所述载具本体7012设有用于放置散热风扇和镜框的容置槽。所述第二直线驱动机构7013安装于所述载具底板7011上,所述第二直线驱动机构7013的驱动端与所述载具本体7012连接,用于驱使所述载具本体7012沿y轴方向往复直线运动。所述第三直线驱动机构7015安装于所述载具底板7011上,所述第三直线驱动机构7015的驱动端与所述压板7014连接,用于驱使所述压板7014沿z轴上下运动以释放或压紧所述载具本体7012中的散热风扇和镜框。
56.具体地,步骤s10可以细化为:
57.s101:第一直线驱动机构702将载具底板7011往前推出,使载具底板7011靠近产线工人;
58.s102:第三直线驱动机构7015驱使压板7014往上升起,使得压板7014脱离载具本体7012;
59.s103:第二直线驱动机构7013将载具本体7012往前推出,产线工人将散热风扇和镜框放入载具本体7012的容置槽中;
60.s104:第二直线驱动机构7013驱使载具本体7012往后运动至压板7014的正下方,第三直线驱动机构7015驱使压板7014往下压紧散热风扇和镜框,避免散热风扇和镜框在后续的铆压工序发生移位。
61.需要说明的是,本实施例提供的散热风扇安装设备设置了两组载具机构7,当其中一组载具机构7处于铆压和检测工序时,产线工人可以对另一组载具机构7进行装卸料,进而提高生产效率。
62.相应地,所述上摄像组件4包括上摄像头401和驱使所述上摄像头401沿x轴方向左右往复直线运动的第六直线驱动机构402。可以理解的是,因为同一时刻只需要进行其中一组载具组件701内的紧固孔视觉定位,故可以只设置一个上摄像头401,然后设置第六直线驱动机构402驱使上摄像头401左右移动以满足左右两边的紧固孔视觉定位需求。
63.所述铆压机构5包括用于吸取所述紧固件的吸头501、驱使所述吸头501沿z轴上下运动的第四直线驱动机构502以及驱使所述吸头501沿x轴方向往复直线运动的第五直线驱动机构503。同理,因为同一时刻只需要进行其中一组载具组件701内的紧固件铆压,故可以只设置一个吸头501,然后设置第四直线驱动机构502驱使吸头501左右移动以满足左右两边的紧固件铆压需求。
64.可选的,所述吸头501与第四直线驱动机构502的驱动端之间还设有压力传感器,当第四直线驱动机构502驱使吸附有紧固件的吸头501往下运动时,随着紧固件在紧固孔内插入深度的加深,压力传感器检测到的压力数值逐渐增大,当检测到的压力数值达到阈值时,即可停止继续下压,以免损坏散热风扇。
65.本实施例中,所述检测机构6包括光电传感器601和驱使所述光电传感器601沿x轴方向往复直线运动的第七直线驱动机构602。具体地,光电传感器601可以检测紧固件上表面到光电传感器601的距离数值,若该距离数值小于阈值,则说明紧固件过于凸出,铆压操
作不到位,需要继续将紧固件往下压。
66.需要说明的是,本实施例中的各直线驱动机构,可以为伸缩气缸、无杆气缸、电缸或者电机丝杆滑块组件等,本实用新型对此不作限定。
67.本实施例提供的散热风扇安装设备,产线工人将散热风扇和镜框放入载具机构后,铆压机构从紧固件供料器吸取紧固件,然后将紧固件铆压到所述散热风扇和镜框的紧固孔中,使所述散热风扇和镜框通过所述紧固件紧固连接,由此实现散热风扇与镜框的机械化安装,进而提高生产效率。
68.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
69.上文所列出的一系列的详细说明仅仅是针对本实用新型的可行性实施方式的具体说明,它们并非用以限制本实用新型的保护范围,凡未脱离本实用新型技艺精神所作的等效实施方式或变更均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1