一种对静叶内环体保护的冲铆工具的制作方法
1.本实用新型涉及冲铆工具技术领域,具体涉及一种对静叶内环体保护的冲铆工具。
背景技术:
2.在进行燃机检修时,更换透平一级静叶后,需要采用冲铆工艺,将静叶内环偏心销锁紧固定;传统冲铆采用样冲冲铆,由于操作空间和冲铆角度问题,普通的冲铆工具只能是倾斜状态去冲铆,而且遇到偏心销冲铆位置在最里侧的时候,更加不好冲铆,容易造成冲铆不起做作用或者倾斜角度过大将内环材料。现有技术使用普通直立型冲铆工具,采用倾斜角度的方式,贴着叶片底部进行冲铆,导致叶片底部对作业区域形成了空间干涉,采用这种方式,操作人员很难控制冲铆力量,既要保证垂直方向的冲铆力足够,又要防止力气过大,导致水平方向的切削力过大,对内环材料产生损伤。
技术实现要素:
3.为克服现有技术所存在的缺陷,现提供一种对静叶内环体保护的冲铆工具,以解决现有技术使用普通直立型冲铆工具,采用倾斜角度的方式,贴着叶片底部进行冲铆,导致叶片底部对作业区域形成了空间干涉,采用这种方式,操作人员很难控制冲铆力量,既要保证垂直方向的冲铆力足够,又要防止力气过大,导致水平方向的切削力过大,对内环材料产生损伤的问题。
4.为实现上述目的,提供一种对静叶内环体保护的冲铆工具,包括:承力钢体、顶丝、样冲头和把手;
5.承力钢体,设置在冲铆工具本体的上部,所述承力钢体上侧右部开设有切口;
6.样冲头,安装在承力钢体的右侧面上部;
7.顶丝,安装在承力钢体的右上部;
8.把手,安装在承力钢体的下侧面中部。
9.进一步的,所述承力钢体采用的是铸钢材质的矩形钢体结构,且承力钢体的长度设置为100mm,宽度设置为80mm,厚度设置为22mm。
10.进一步的,所述切口的宽度设置为33mm,且切口的深度设置为30mm。
11.进一步的,所述切口采用下凹的圆弧形切口,且切口的表面光滑处理。
12.进一步的,所述承力钢体的右侧面上部开设有第一安装孔,且样冲头的前部插接在第一安装孔内,并且样冲头与承力钢体之间拆分连接。
13.进一步的,所述承力钢体的右上部开设有第一螺孔,且顶丝安装在第一螺孔内,并且顶丝穿过样冲头的前部设置,同时顶丝与承力钢体之间拆分连接。
14.进一步的,所述把手的上部设置有连接杆,且连接杆的上部杆体设置有连接螺纹,并且连接杆的上部扭合在承力钢体的下侧中部,同时连接杆与承力钢体之间连接。
15.进一步的,所述把手上部的连接杆采用铸钢材质,且把手的下部杆体采用木质圆
柱体结构。
16.本实用新型的有益效果在于:
17.1.本实用新型中承力钢体的形状结构设置简单方便,以便进行生产和操作,相对原有的冲铆工具操作更便捷。
18.2.本实用新型中切口采用圆弧的形状,绕开了叶片底部的空间干涉,冲铆时就可以直接在垂直方向施加力的作用,不会产生水平切削分量,保护了静叶内环本体不受伤害。
19.3.本实用新型中顶丝、样冲头与承力钢体之间方便安装和拆分,将样冲头插入带切口的钢板孔内,在样冲头垂直方向采用顶丝固定,安装方便省事。
20.4.本实用新型中把手的设置方便用户便于拿捏操作,使得使用本设备更便利,有助于提高整体加工效率。
附图说明
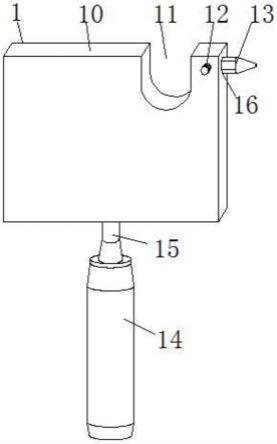
21.图1为本实用新型实施例的效果图;
22.图2为本实用新型实施例的正视示意图;
23.图3为本实用新型实施例的右视示意图;
24.图4为本实用新型实施例的俯视示意图;
25.图5为本实用新型实施例的承力钢体结构示意图。
26.图中:1冲铆工具本体;10、承力钢体;11、切口;12、顶丝;13、样冲头;14、把手;15、连接杆;16、第一安装孔;17、第一螺孔。
具体实施方式
27.以下通过特定的具体实例说明本实用新型的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本实用新型的其他优点与功效。本实用新型还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本实用新型的精神下进行各种修饰或改变。
28.图1为本实用新型实施例的效果图、图2为本实用新型实施例的正视示意图、图3为本实用新型实施例的右视示意图、图4为本实用新型实施例的俯视示意图和图5为本实用新型实施例的承力钢体结构示意图。
29.参照图1至图5所示,本实用新型提供了一种对静叶内环体保护的冲铆工具,包括:承力钢体10、顶丝12、样冲头13和把手14;承力钢体10设置在冲铆工具本体1的上部,承力钢体10上侧右部开设有切口11;样冲头13安装在承力钢体10的右侧面上部;顶丝12安装在承力钢体10的右上部;把手14安装在承力钢体10的下侧面中部。
30.在本实施例中,承力钢体10采用的是铸钢材质的矩形钢体结构,且承力钢体10的长度设置为100mm,宽度设置为80mm,厚度设置为22mm。
31.作为一种较佳的实施方式,本实用新型中承力钢体10的形状结构设置简单方便,以便进行生产和操作,相对原有的冲铆工具操作更便捷。
32.在本实施例中,切口11的宽度设置为33mm,且切口11的深度设置为30mm;切口11采用下凹的圆弧形切口,且切口11的表面光滑处理。
33.作为一种较佳的实施方式,本实用新型中切口11采用圆弧的形状,绕开了叶片底
部的空间干涉,冲铆时就可以直接在垂直方向施加力的作用,不会产生水平切削分量,保护了静叶内环本体不受伤害。
34.在本实施例中,承力钢体10的右侧面上部开设有第一安装孔16,且样冲头13的前部插接在第一安装孔16内,并且样冲头13与承力钢体10之间拆分连接;承力钢体10的右上部开设有第一螺孔17,且顶丝12安装在第一螺孔17内,并且顶丝12穿过样冲头13的前部设置,同时顶丝12与承力钢体10之间拆分连接。
35.作为一种较佳的实施方式,本实用新型中顶丝12、样冲头13与承力钢体10之间方便安装和拆分,将样冲头插入带切口的钢板孔内,在样冲头垂直方向采用顶丝固定,安装方便省事。
36.在本实施例中,把手14的上部设置有连接杆15,且连接杆15的上部杆体设置有连接螺纹,并且连接杆15的上部扭合在承力钢体10的下侧中部,同时连接杆15与承力钢体10之间连接;把手14上部的连接杆15采用铸钢材质,且把手14的下部杆体采用木质圆柱体结构。
37.作为一种较佳的实施方式,本实用新型中把手14的设置方便用户便于拿捏操作,使得使用本设备更便利,有助于提高整体加工效率。
38.本实用新型可有效解决现有技术使用普通直立型冲铆工具,采用倾斜角度的方式,贴着叶片底部进行冲铆,导致叶片底部对作业区域形成了空间干涉,采用这种方式,操作人员很难控制冲铆力量,既要保证垂直方向的冲铆力足够,又要防止力气过大,导致水平方向的切削力过大,对内环材料产生损伤的问题,本实用新型避免了空间干涉,易于对正,进行冲铆时可以垂直发力,不会铆偏,冲铆效果非常完美,相比原有工具,操作便捷,不会给操作人员带来额外的操作难题,大大提高了铆冲速度,同时保证了铆点质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1