一种多工位旋转工装的制作方法
1.本实用新型涉及激光加工技术领域,尤其涉及一种多工位旋转工装。
背景技术:
2.随着紫外激光技术的不断发展,越来越多的制造业产品需要激光三维的柔性加工;尤其是在鞋材与电子设备等多曲面产品上对三维曲面加工的需求越来越广泛应用,比如,需要在eva净面拖鞋的不规则曲面上进行紫外激光图案打印或者刻蚀,或者在鞋面按要求进行不规则曲线切割,不仅仅在eva材质的拖鞋上,还可以是特定的金属材料进行精细打标等。
3.目前的紫外激光加工设备大多数的加工效率偏低,基本为单工位加工,效率低。
技术实现要素:
4.(一)要解决的技术问题
5.为了解决现有技术的上述问题,本实用新型提供一种多工位旋转工装。
6.(二)技术方案
7.为了达到上述目的,本实用新型采用的主要技术方案包括:
8.一种多工位旋转工装,其包括:旋转部,所述旋转部上连接有两个以上的夹具部,所述旋转部包括转盘和与转盘相连接的旋转电机;
9.所述夹具部包括底座,所述底座上开设有操作腔,所述操作腔内设有快拆杆,所述快拆杆的一端活动连接于操作腔内,快拆杆的另一端延伸至操作腔的外侧;所述快拆杆的中部连接有与快拆杆相连接的活动销,所述底座内设有复位弹簧,所述复位弹簧的一端与活动销的底端相连接,复位弹簧的另一端连接于底座上,活动销在复位弹簧的弹力作用下,相对于底座进行移动,对快拆杆施加与复位弹簧的弹力相反的作用力,带动活动销向复位弹簧的弹力相反的方向移动;所述底座上连接有用于连接加工夹具的连接块。
10.进一步地,所述连接块上设有定位腔,所述底座上设有与定位腔相配合的定位杆。
11.进一步地,所述底座上设有与活动销相配合的导向套,所述导向套远离复位弹簧的一侧设有一个以上的锥度槽,所述锥度槽内设有可移动的第二固定件,所述连接块上开设有与导向套相配合的导向槽,所述导向槽的内侧形成限位槽,当活动销在复位弹簧的弹力作用下,活动销进入导向套时,第二固定件在活动销的作用下向外移动,使得第二固定件与限位槽相限位,以实现连接块的固定。
12.进一步地,所述夹具部通过变位固定装置连接于旋转部上,变位固定装置用于固定夹具部。
13.进一步地,所述变位固定装置包括连接于转盘上的固定座,所述固定座上通过转动部连接有转轴,所述转轴的一端与夹爪相配合,夹爪对转轴进行夹紧工作;所述转轴的另一端与夹具部上的底座相连接。
14.进一步地,所述变位固定装置还包括用于转轴定位的定位机构和顶杆,所述定位
机构包括连接于固定座上的抱闸夹块,所述抱闸夹块与转轴配合,用于夹紧转轴使其不转动;所述顶杆的一端与转轴上的抱闸夹块相配合,顶杆的另一端与顶出件相连接;所述顶杆上套设有机械弹簧,所述机械弹簧位于固定座和顶杆的另一端部之间,机械弹簧的弹力用于实现顶杆的复位,使顶杆的一端不与抱闸夹块相配合。
15.进一步地,所述抱闸夹块由左抱闸块和右抱闸块组成,左抱闸块和右抱闸块分别通过抱闸夹块转轴连接于固定座上,左抱闸块和右抱闸块呈对称分布,左抱闸块和右抱闸块的下端通过侧弹簧相连接,使得左抱闸块和右抱闸块对转轴进行夹紧。
16.(三)有益效果
17.本实用新型的有益效果是:1、采用多工位旋转工装,可以一边上料,一边加工,解决现有加工设备效率低的问题;
18.2、夹具部的设计,可以使加工夹具在拆装上更加方便,进而提高工作效率;
19.3、变位固定装置的设计,使得夹具部在加工时,更加稳定,不会造成在加工时工件产生偏移,影响加工效果。
附图说明
20.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
21.图1为本实用新型一个实施例的结构剖视图;
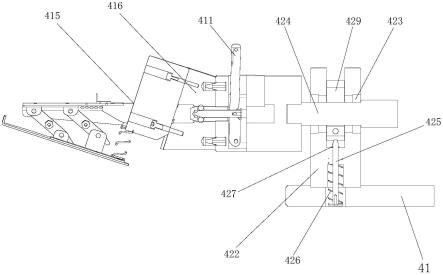
22.图2为本实用新型一个实施例的结构示意图;
23.图3为本实用新型一个实施例的夹具部结构剖视图;
24.图4为本实用新型一个实施例的抱闸夹块结构示意图。
具体实施方式
25.为了更好地解释本实用新型,以便于理解,下面结合附图,通过具体实施方式,对本实用新型作详细描述。
26.本实用新型一个实施例的一种多工位旋转工装,其包括:旋转部,所述旋转部上连接有两个以上的夹具部,本实施例中,夹具部为六个;旋转部带动夹具部旋转,如图1和图2所示,所述旋转部包括转盘41和与转盘41相连接的旋转电机42,旋转电机42固定于机架上;旋转电机42工作,带动转盘41转动,进而实现转盘41上的夹具部在不同工位上进行加工。
27.具体地,在本实施例中,如图3所示,所述夹具部包括底座49,所述底座49上开设有操作腔410,所述操作腔410内设有快拆杆411,所述快拆杆411的一端活动连接于操作腔410内,快拆杆411的另一端延伸至操作腔410的外侧,以方便快拆杆411的操作使用;所述快拆杆411的中部连接有与快拆杆411相连接的活动销413,所述底座49内设有复位弹簧414,所述复位弹簧414的一端与活动销413的底端相连接,复位弹簧414的另一端连接于底座49上,活动销413在复位弹簧414的弹力作用下,相对于底座49进行移动,对快拆杆411施加与复位弹簧414的弹力相反的作用力,带动活动销413向复位弹簧414的弹力相反的方向移动;所述底座49上连接有用于连接加工夹具415的连接块416,所述加工夹具415为现有技术,故不再赘述,其可以理解为:用于夹持被加工的工件的夹具即可。
28.进一步地,在本实施例中,所述连接块416上设有定位腔430,所述底座49上设有与
定位腔430相配合的定位杆428,使得连接块416在装配时,定位更准确,方便。
29.进一步地,在本实施例中,如图3所示,所述底座49上设有与活动销413相配合的导向套417,所述导向套417远离复位弹簧414的一侧设有一个以上的锥度槽418,所述锥度槽418内设有可移动的第二固定件419,在本实施例中,所述第二固定件419为滚珠;所述连接块416上开设有与导向套417相配合的导向槽420,所述导向槽420的内侧形成限位槽421,当活动销413在复位弹簧414的弹力作用下,活动销413进入导向套417时,第二固定件419在活动销413的作用下向外移动,使得第二固定件419与限位槽421相限位,以实现连接块416的固定;当需要拆卸连接块416时,对快拆杆411施加与复位弹簧414的弹力相反的作用力,带动活动销413向复位弹簧414的弹力相反的方向移动,活动销413脱离导向套417,第二固定件419在重力和连接块416外拔作用下,缩进导向套417中,第二固定件419和限位槽421分离,实现连接块416的拆卸,达到加工夹具415的快速拆卸。
30.进一步地,在本实施例中,所述夹具部通过变位固定装置连接于旋转部上,变位固定装置用于固定夹具部,使得夹具部固定,便于加工。
31.具体地,在本实施例中,如图2所示,所述变位固定装置包括连接于转盘41上的固定座422,所述固定座422上通过转动部423连接有转轴424,所述转动部423为轴承,其可以理解为:实现转动的部件即可;所述转轴424的一端与夹爪48相配合,夹爪48对转轴424进行夹紧工作;所述转轴424的另一端与底座49固定连接。
32.进一步地,在本实施例中,如图2所示,所述变位固定装置还包括用于转轴424定位的定位机构,所述定位机构包括连接于固定座422上的抱闸夹块429,所述抱闸夹块429与转轴424配合,用于夹紧转轴424使其不转动;还包括连接于固定座422上的顶杆425,所述顶杆425的一端与转轴424上的抱闸夹块429相配合,顶杆425的另一端与顶出件(图中未标示)相连接,所述顶出件为气缸,其可以理解为:实现顶杆425顶出的部件即可;所述顶杆425上套设有机械弹簧426,所述机械弹簧426位于固定座422和顶杆425的另一端部之间,机械弹簧426的弹力用于实现顶杆425的复位,使顶杆425的一端不与抱闸夹块429相配合,不会造成对抱闸夹块429造成打开状态。
33.进一步地,在本实施例中,所述顶杆425远离机械弹簧426的一侧设有限位片427,用于顶杆425在机械弹簧426复位弹力的行程限位。
34.进一步地,如图4所示,在本实施例中,所述抱闸夹块429由左抱闸块和右抱闸块组成,左抱闸块和右抱闸块分别通过抱闸夹块转轴连接于固定座422上,左抱闸块和右抱闸块呈对称分布,左抱闸块和右抱闸块的下端通过侧弹簧相连接,使得左抱闸块和右抱闸块对转轴424进行夹紧。
35.使用时,在人工上料工位,不同的工件使用不同的加工夹具415,当旋转即将开始时,顶出件未顶出,顶杆425在机械弹簧426的作用下下降,同时由于限位片427限位,使顶杆425保持在下限位置,机械弹簧426处于压缩状态,抱闸夹块429是夹紧状态;等待转盘41旋转60
°
到达下一个工位,当工件到达拍照读取工位,此时这个位置下即可相机采集,如果还要采集其他位置,就需要变位:这时夹爪48开始夹持转轴424,夹持完毕之后,顶出件顶出,顶杆425上升,抱闸夹块429松开,变位电机46开始工作,旋转一定角度完成变位后,顶出件松开,顶杆425下降,工装变位夹紧,此时,拍照读取工位上的工业相机也开始进行采集数据,如此流程,依次变位、采集若干次(例如3次);采集数据完毕后,拍照读取工位上的抱闸
夹块429夹紧转轴424,夹爪48松开,准备到达下一个工位,即二氧化碳激光加工工位或紫外激光加工工位;到达加工工位时,当前位置可以进行加工,如果还要加工其他位置,就需要变位:这时夹爪48开始夹持转轴424,夹持完毕之后,顶出件顶出,顶杆425上升,抱闸夹块429松开,变位电机46开始工作,旋转一定角度完成变位后,顶出件松开,顶杆425下降,工装变位夹紧,此时,工件开始加工,如此流程,依次变位、加工若干次(例如3次);全部位置加工完毕之后顶杆425缩回,抱闸夹块429夹紧转轴424,夹爪48松开转轴424;转盘41开始下一阶段的工作准备。
36.从以上的描述中,可以看出,本实用新型上述的实施例实现了如下技术效果:1、采用多工位旋转工装,可以一边上料,一边加工,解决现有加工设备效率低的问题;
37.2、夹具部的设计,可以使加工夹具在拆装上更加方便,进而提高工作效率;
38.3、变位固定装置的设计,使得夹具部在加工时,更加稳定,不会造成在加工时工件产生偏移,影响加工效果。
39.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
40.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
41.在本技术的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
42.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
43.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本
申请保护范围的限制。
44.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
45.以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1