一种高强钢焊接用无缝锡黄铜焊丝的制作方法
1.本实用新型涉及焊接焊丝领域,尤其涉及一种高强钢焊接用无缝锡黄铜焊丝。
背景技术:
2.接工艺主要根据被焊工件的材质、牌号、化学成分、焊件结构类型和焊接性能要求来确定。首先要确定焊接方法,如手弧焊、埋弧焊、钨极氩弧焊和熔化极气体保护焊等等,如手弧焊主要包括:焊条型号(或牌号)、直径、电流、电压、焊接电源种类、极性接法、焊接层数、道数和检验方法等,在焊接的时候会用到焊丝,锡黄铜焊丝具有抗氧化、抗硫化、抗腐蚀性气体等特性,但锡黄铜焊丝的熔点较低,在焊接过程中,锡黄铜焊丝熔融较快,导致接缝的表面焊接不均匀,容易产生火花和气泡,影响焊接质量。
3.因此,有必要提供一种高强钢焊接用无缝锡黄铜焊丝解决上述技术问题。
技术实现要素:
4.本实用新型提供一种高强钢焊接用无缝锡黄铜焊丝,解决了锡黄铜焊丝的熔点较低,在焊接过程中,锡黄铜焊丝熔融较快,导致接缝的表面焊接不均匀,容易产生火花和气泡,影响焊接质量的问题。
5.为解决上述技术问题,本实用新型提供的一种高强钢焊接用无缝锡黄铜焊丝,包括铝皮层,所述铝皮层的内部设置有连接环,所述连接环的内壁设置有聚热块,且连接环的表面设置有导槽;
6.所述聚热块的内部设置有第一焊条和第二焊条,所述铝皮层的内部与第一焊条和第二焊条之间填充有药芯。
7.优选的,所述聚热块的内壁设置有凹槽,且凹槽的内壁设置有导热钨丝。
8.优选的,所述铝皮层的表面设置有保护层。
9.优选的,所述第一焊条和第二焊条为锡黄铜材质。
10.优选的,所述第一焊条和第二焊条的直径均为一毫米。
11.优选的,所述保护层的表面设置有标识。
12.与相关技术相比较,本实用新型提供的高强钢焊接用无缝锡黄铜焊丝具有如下有益效果:
13.本实用新型提供一种高强钢焊接用无缝锡黄铜焊丝,通过连接环上的聚热块会吸收位于第一焊条和第二焊条附近药芯的能量,防止第一焊条和第二焊条过快,且通过聚热块上的导热钨丝进行快速导热,使得连接环熔融,通过第一焊条和第二焊条两个焊条,使得在焊接过程中,与其他熔融的焊接材料混合均匀,解决了锡黄铜焊丝的熔点较低,在焊接过程中,锡黄铜焊丝熔融较快,导致接缝的表面焊接不均匀,容易产生火花和气泡,影响焊接质量的问题。
附图说明
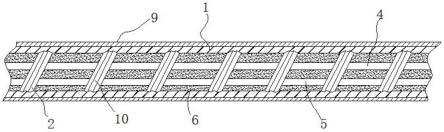
14.图1为本实用新型提供的一种高强钢焊接用无缝锡黄铜焊丝的一种较佳实施例的结构示意图;
15.图2为图1所示固定箱的剖视图。
16.图中标号:1、铝皮层,2、连接环,3、聚热块,4、第一焊条,5、第二焊条,6、药芯,7、凹槽,8、导热钨丝,9、保护层,10、导槽。
具体实施方式
17.下面结合附图和实施方式对本实用新型作进一步说明。
18.请结合参阅图1-2所示,一种高强钢焊接用无缝锡黄铜焊丝,包括铝皮层1,铝皮层1的内部设置有连接环2,连接环2的内壁设置有聚热块3,且连接环2的表面设置有导槽10,便于连接环2的固定;
19.如图2所示,本实用新型聚热块3的内部设置有第一焊条4和第二焊条5,铝皮层1的内部与第一焊条4和第二焊条5之间填充有药芯6,点燃药芯6,使得铝皮层1和第一焊条4和第二焊条5快速熔融焊接;
20.本实用新型聚热块3的内壁设置有凹槽7,且凹槽7的内壁设置有导热钨丝8,通过连接环2上的聚热块3会吸收位于第一焊条4和第二焊条5附近药芯6的能量,防止第一焊条4和第二焊条5过快,且通过聚热块3上的导热钨丝8进行快速导热,使得连接环2熔融,铝皮层1的表面设置有保护层9,起到保护密封的作用,保护层9的熔点低于铝皮层1;
21.本实用新型第一焊条4和第二焊条5为锡黄铜材质,锡黄铜焊丝具有抗氧化、抗硫化、抗腐蚀性气体等特性,通过第一焊条4和第二焊条5两个焊条,使得在焊接过程中,与其他熔融的焊接材料混合均匀,第一焊条4和第二焊条5的直径均为一毫米,保护层9的表面设置有标识,便于标记。
22.本实用新型提供的高强钢焊接用无缝锡黄铜焊丝的工作原理如下:工作时,电流经过铝皮层1、第一焊条4和第二焊条5,并点燃药芯6,使得铝皮层1和第一焊条4和第二焊条5快速熔融焊接,熔融焊接过程中,通过连接环2上的聚热块3会吸收位于第一焊条4和第二焊条5附近药芯6的能量,防止第一焊条4和第二焊条5过快,且通过聚热块3上的导热钨丝8进行快速导热,使得连接环2熔融,通过第一焊条4和第二焊条5两个焊条,使得在焊接过程中,与其他熔融的焊接材料混合均匀,且均匀的焊接在接缝处,使得焊缝表面促进形成致密氧化物的保护层和光洁层。
23.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种高强钢焊接用无缝锡黄铜焊丝,其特征在于,包括铝皮层(1),所述铝皮层(1)的内部设置有连接环(2),所述连接环(2)的内壁设置有聚热块(3),且连接环(2)的表面设置有导槽(10);所述聚热块(3)的内部设置有第一焊条(4)和第二焊条(5),所述铝皮层(1)的内部与第一焊条(4)和第二焊条(5)之间填充有药芯(6)。2.根据权利要求1所述的一种高强钢焊接用无缝锡黄铜焊丝,其特征在于,所述聚热块(3)的内壁设置有凹槽(7),且凹槽(7)的内壁设置有导热钨丝(8)。3.根据权利要求1所述的一种高强钢焊接用无缝锡黄铜焊丝,其特征在于,所述铝皮层(1)的表面设置有保护层(9)。4.根据权利要求1所述的一种高强钢焊接用无缝锡黄铜焊丝,其特征在于,所述第一焊条(4)和第二焊条(5)为锡黄铜材质。5.根据权利要求1所述的一种高强钢焊接用无缝锡黄铜焊丝,其特征在于,所述第一焊条(4)和第二焊条(5)的直径均为一毫米。6.根据权利要求3所述的一种高强钢焊接用无缝锡黄铜焊丝,其特征在于,所述保护层(9)的表面设置有标识。
技术总结
本实用新型提供一种高强钢焊接用无缝锡黄铜焊丝。包括铝皮层,所述铝皮层的内部设置有连接环,所述连接环的内壁设置有聚热块,且连接环的表面设置有导槽,所述聚热块的内部设置有第一焊条和第二焊条,所述铝皮层的内部与第一焊条和第二焊条之间填充有药芯,所述聚热块的内壁设置有凹槽,且凹槽的内壁设置有导热钨丝,所述铝皮层的表面设置有保护层,所述第一焊条和第二焊条为锡黄铜材质,所述第一焊条和第二焊条的直径均为一毫米。本实用新型提供的高强钢焊接用无缝锡黄铜焊丝,解决了锡黄铜焊丝的熔点较低,在焊接过程中,锡黄铜焊丝熔融较快,导致接缝的表面焊接不均匀,容易产生火花和气泡,影响焊接质量的问题。影响焊接质量的问题。影响焊接质量的问题。
技术研发人员:王静 王陵 阮向东 赵双刚 赵刚 徐安吾 吕斌 韩昌龙 施永波
受保护的技术使用者:铜陵新鑫焊材有限公司
技术研发日:2022.05.05
技术公布日:2022/10/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1