一种压感模组电极小板焊接治具的制作方法
1.本实用新型涉及焊接技术领域,特别是涉及一种压感模组电极小板焊接治具。
背景技术:
2.当前压感模组小板由于焊接点较小,因此mark点不清楚,在焊接过程中,视觉软件容易出现抓边出错,而导致大批量焊接不良现象。因此为了降低焊接不良率,有必要针对该压感模组设计相应的治具用于提高视觉软件的抓边精确度。
技术实现要素:
3.本实用新型的目的是克服现有技术中的不足之处,提供一种压感模组电极小板焊接治具,该治具能有效改善物料抓边不准现象,降低焊接不良率。
4.本实用新型的目的是通过以下技术方案来实现的:
5.一种压感模组电极小板焊接治具,包括:
6.固定座,所述固定座上设置有固定槽,所述固定槽用于放置压感模组,所述压感模组的电极小板朝上,所述电极小板上设置有若干焊接点;
7.盖板,所述盖板开设有缺口,所述缺口与所述固定槽连通;
8.视觉定位板,所述视觉定位板安装在所述盖板上,所述视觉定位板上开设有若干定位孔,各所述焊接点与各所述定位孔一一对位设置。
9.进一步的,所述固定座上设有若干限位柱,当所述盖板向所述固定座方向下压时,若干所述限位柱与所述盖板相抵持。
10.进一步的,每一所述限位柱设置有限位面,当所述盖板向所述固定座方向下压时,所述盖板靠近所述固定座的一面与所述限位面相抵持。
11.进一步的,所述固定座上开设有两个安装孔,两个所述安装孔分别设置在所述固定槽两侧,每一所述安装孔用于安装一所述限位柱。
12.进一步的,所述盖板的一端与所述固定座转动连接。
13.进一步的,所述盖板的一端设置有转动连接部,所述转动连接部开设有通孔,所述固定座设置有容置区,所述容置区内设置有固定杆,所述固定杆穿设所述通孔,所述盖板的另一端能够以所述固定杆为轴心朝靠近或者远离所述固定座方向转动。
14.进一步的,所述盖板的另一端与所述固定座通过卡扣活动连接。
15.进一步的,所述压感模组电极小板焊接治具还包括至少两个卡扣板,两个卡扣板分别安装在所述固定座的两侧,当所述盖板靠近所述固定座的一面与所述限位面相抵持时,两个所述卡扣板与所述盖板远离所述固定座的一面卡接。
16.进一步的,所述固定座的两侧设置有卡扣板安装区,每一所述卡扣板安装区开设有两个固定插销孔,所述卡扣板的两侧分别设置有连接杆,每一所述连接杆转动安装在一所述固定插销孔中。
17.进一步的,所述压感模组电极小板焊接治具还包括至少两个弹性件,每一所述卡
扣板安装区开设有弹簧安装孔,每一弹性件的一端安装在所述弹簧安装孔上,每一弹性件的另一端与所述卡扣板连接。
18.进一步的,所述视觉定位板安装在所述缺口的下方,所述视觉定位板的两端分别安装所述盖板靠近所述固定座的一面上,每一所述定位孔的直径大于相对应的焊接点的直径。
19.本实用新型相比于现有技术的优点及有益效果如下:
20.本实用新型为一种压感模组电极小板焊接治具,包括固定座,盖板及视觉定位板,所述固定座上设置有固定槽,所述固定槽用于放置压感模组,所述压感模组的电极小板朝上,所述电极小板上设置有若干焊接点;所述盖板开设有缺口,所述缺口与所述固定槽连通;所述视觉定位板安装在所述盖板上,所述视觉定位板上开设有若干定位孔,各所述焊接点与各所述定位孔一一对位设置。本实用新型采用固定座对压感模组进行限位,同时将所述视觉定位板安装在所述盖板上,利用视觉定位板上的定位孔提高视觉软件对焊接位置的抓边精确度,使最终的焊接良率显著提高。
附图说明
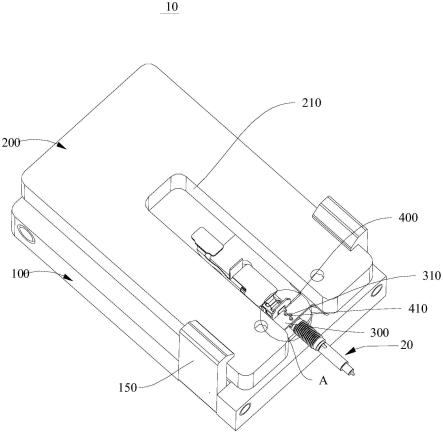
21.图1为本实用新型一实施方式的压感模组电极小板焊接治具使用状体的结构示意图;
22.图2为图1所述压感模组电极小板焊接治具的未使用状态的结构示意图;
23.图3为图1所述压感模组电极小板焊接治具的a处放大结构示意图。
具体实施方式
24.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
25.请参阅图1至图3,一种压感模组电极小板焊接治具10,包括:固定座100、盖板200及视觉定位板300;固定座100上设置有固定槽110,固定槽110用于放置压感模组20,压感模组20的电极小板400朝上,电极小板400上设置有若干焊接点410;盖板200开设有缺口210,缺口210与固定槽110连通;视觉定位板300安装在盖板200上,视觉定位板300上开设有若干定位孔310,各焊接点410与各定位孔310一一对位设置。
26.需要说明的是,固定槽110的形状依据压感模组20的特定形状设计,压感模组20放置在固定槽110中能够实现多点固定,现有产品压感模组20上的焊接点410较小,在焊接过程中,视觉软件对焊接点410的抓边容易抓边不准确,因此本技术利用固定座100对压感模组20进行限位固定后,在盖板200上安装视觉定位板300,视觉定位板300上开设了定位孔310,在使用时,盖板200放置在固定座100上,视觉定位板300设置在电极小板400上方,焊接点410与各定位孔310一一对位设置,并且每一焊接点410通过一定位孔310裸露出焊接位置,利用视觉软件的抓边原理,视觉软件对定位孔310的抓边更准确,抓边定位后,激光穿过定位孔310完成对焊接点410的激光焊接,如此提高了激光焊接的良率。
27.请参阅图2,进一步的,固定座100上设有若干限位柱120,当盖板200向固定座100
方向下压时,若干限位柱120与盖板200相抵持。
28.需要说明的是,固定座100上的限位柱120用于对盖板200及安装在盖板 200上的视觉定位板300进行限位,防止视觉定位板300压坏电极小板400,在一个实施例中,在盖板200放置在固定座100上时,在若干限位柱120的作用下,视觉定位板300的底面与电极小板400的距离为0.03mm。
29.请参阅图2,进一步的,每一限位柱120设置有限位面121,当盖板200向固定座100方向下压时,盖板200靠近固定座100的一面与限位面121相抵持。如此,限位面121的存在够使限位柱120与盖板200的接触更加稳定。
30.请参阅图2,进一步的,固定座100上开设有两个安装孔130,两个安装孔 130分别设置在固定槽110两侧,每一安装孔130用于安装一限位柱120。如此,将限位柱120设置在固定槽110的两侧,能够进一步提高限位柱120对盖板200 的支撑稳定性。
31.请参阅图1及图2,进一步的,盖板200的一端与固定座100转动连接。
32.需要说明的是,通过盖板200与固定座100的转动连接,将固定槽110以及视觉安装板的位置设定好,在压感模组20放入固定槽110后,只需要将盖板200 往固定座100方向转动直至盖板200与限位柱120相抵持,便可实现定位孔310 与焊接点410的快速定位,如此大大的提高了焊接治具10的安装效率,最终提高了焊接效率。
33.请参阅图1及图2,进一步的,盖板200的一端设置有转动连接部220,转动连接部220开设有通孔,固定座100设置有容置区140,容置区140内设置有固定杆,固定杆穿设通孔,转动连接部220在容置区140内以固定杆为轴心进行转动。如此实现了盖板200的另一端能够以固定杆为轴心朝靠近或者远离固定座100方向转动,在通过简单结构实现了盖板200与固定座100的转动连接。
34.请参阅图1,进一步的,盖板200的另一端与固定座100通过卡扣活动连接。
35.需要说明的是,盖板200的一端与固定座100转动连接,能够完成视觉定位板300上定位孔310与焊接点410的快速对位,盖板200的另一端与固定座 100通过卡扣连接,能够提高盖板200与固定座100的连接稳定性,如此即便焊接治具10在移动时也能保障定位孔310与焊接点410的对位准确度,进一步提高了焊接良率。
36.请参阅图2,进一步的,固定座100还包括至少两个卡扣板150,两个卡扣板150分别安装在固定座100的两侧,当盖板200靠近固定座100的一面与限位面121相抵持时,两个卡扣板150与盖板200远离固定座100的一面卡接。
37.需要说明的是,两个卡扣板150分别对称安装在固定座100的两侧,在进行扣合时,能够使盖板200从左右两侧均匀受力安装,提高了盖板200与固定座100的连接稳定性。
38.请参阅图2,进一步的,固定座100的两侧设置有卡扣板安装区160,每一卡扣板安装区160开设有两个固定插销孔161,卡扣板150的两侧分别设置有连接杆151,每一连接杆151转动安装在一固定插销孔161中;固定座100还包括至少两个弹性件,每一卡扣板安装区160开设有弹簧安装孔,每一弹性件的一端安装在弹簧安装孔上,每一弹性件的另一端与卡扣板150连接。
39.需要说明的是,为了提高焊接治具10的安装效率,卡扣板150的一端与固定座100转动连接,同时采用弹性件连接卡扣板与固定座,在使用时,手指同时捏住左右两侧卡扣板150的下端使卡扣板150张开,此时盖板200顺利下压,然后手指松开卡扣板150底端,卡扣板
150在弹性件的弹力作用下复位与盖板 200卡接,如此快速简单的完成了盖板200与固定座100的卡扣活动连接。
40.请参阅图1及图3,进一步的,视觉定位板300安装在缺口210的下方,视觉定位板300的两端分别安装盖板200靠近固定座100的一面上,每一定位孔 310的直径大于相对应的焊接点410的直径。如此,尽量缩短视觉定位板300与电极小板400的距离,提高定位孔310与焊接点410的对位准确度,同时定位孔310的直径大于焊接点410的直径,有利于提高视觉软件的抓边准确性。
41.以上所述实施方式仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1